Это изобретение, в общем, относится к фитингам гидравлических рукавов. Точнее, оно относится к кольцевым уплотняющим торцевым фитингам. Конкретно оно относится к усовершенствованным охватывающим частям кольцевых уплотняющих концов с плоской поверхностью для фитингов труб и рукавов.
В этой отрасли известны кольцевые уплотняющие торцевые фитинги с плоской поверхностью. Обычно охватывающая часть образует часть отдельного фитинга или соединения, которая обеспечивает соединение гидравлического рукава с машиной, оборудованием или арматурой, либо ее крепят на трубе, или она непосредственно представляет собой часть трубы, которая обеспечивает соединение трубы с машиной, оборудованием или арматурой.
В случае одной из форм охватывающей части конец трубы расширяют в том месте, где должна находиться кольцевая часть с плоской поверхностью у открытого конца трубы. Кольцевая часть имеет внутренний диаметр, по существу равный внутреннему диаметру трубы, из которой создают кольцевую часть. Кольцевую часть поддерживают посредством воротника или втулки, которые припаивают, приваривают, напрессовывают или иным образом крепят на трубе способом, который хорошо известен в этой отрасли, у кольцевой части противоположно плоскому торцу, обращенному в сторону от трубы.
Для соединения охватывающей части с охватываемой частью гайку, имеющую внутреннюю резьбовую нарезку, проходящую по части ее внутренней стороны, а также имеющую часть с уменьшенным диаметром без резьбовой нарезки или заплечик, занимающий остальную часть гайки, устанавливают поверх трубы вокруг кольцевой части и воротника или втулки. Охватываемая часть имеет кольцевую поверхность, а также наружную резьбовую нарезку вблизи кольцевой поверхности. При соединении гайку навинчивают по наружной резьбе охватываемой части. При навинчивании происходит уменьшение расстояния между кольцевой поверхностью и заплечиком гайки. Поскольку внутренний диаметр заплечика меньше наружного диаметра по меньшей мере части поддерживающего воротника или втулки, части, обеспечивающей ограничение в осевом направлении, кольцевая часть и кольцевая поверхность будут приведены в состояние уплотняющего контакта.
В случае другой формы охватывающей части кольцевого уплотняющего торцевого фитинга втулку, которая включает плоскую торцевую поверхность, припаивают, приваривают или иным образом крепят к концу трубы. Втулка имеет наружную конфигурацию, по существу подобную сочетанию кольцевой части и опоры ранее описанной формы.
Обе из этих форм имеют существенные недостатки как в отношении их изготовления, так и выполняемой операции. Во-первых, обе они требуют изготовления и крепления к трубе отдельной втулки, что добавляет стоимость и сложность при изготовлении охватывающей части кольцевого уплотняющего торцевого фитинга с плоской поверхностью. Во-вторых, этот тип фитинга имеет склонность к ослаблению, утечкам и отказу при определенных условиях. Когда происходит кручение охватывающей части по отношению к охватываемой части фитинга, например, под влиянием ударных воздействий на фитинг или при вибрации, трение между охватывающей частью и гайкой может вызвать поворот гайки и ослабление соединения. Эта ситуация преимущественно относится к фитингам в случае изогнутой трубы. При такой конфигурации боковые воздействия на фитинг создают момент вокруг оси, по которой соединяются охватываемая и охватывающая части. Это, в свою очередь, создает крутящий момент на охватывающей части по отношению к охватываемой части. Однако, когда труба не изогнута, возможности для кручения могут возникать сами по себе.
Соответственно, задачей изобретения является создание кольцевого уплотняющего торцевого фитинга с плоской поверхностью, включающего охватывающую часть и имеющего упрощенную конструкцию, который обладает повышенной стойкостью к утечкам вследствие ослабления, вызываемого кручением трубы.
Дополнительная задача настоящего изобретения заключается в создании кольцевого уплотняющего торцевого фитинга с плоской поверхностью, включающего охватывающую часть и обладающего повышенной стойкостью к утечкам из-за ослабления, вызываемого вибрацией трубы.
Технический результат достигается посредством выполнения кольцевого уплотняющего торцевого фитинга с плоской поверхностью такого типа, который имеет охватываемую часть и охватывающую часть, содержащую трубу с внутренним диаметром, продленное периферийное ограничение с внутренним диаметром, соответствующим упомянутому внутреннему диаметру, гайку, плоскую поверхность и соединительную часть. При этом указанный фитинг включает соединительную часть, включающую кулачковую часть и ограничивающую в осевом направлении часть, при этом плоская поверхность и соединительная часть выполнены в виде одного целого, причем соединительная часть включает полость, имеющую часть, проходящую в радиальном направлении за продленное периферийное ограничение.
Указанная полость занимает объем между продленным периферийным ограничением и внутренней поверхностью соединительной части, при этом продленное периферийное ограничение представляет собой поверхность, которая линейно проходит от не измененной части трубы.
Указанная полость обеспечивает изменение затягивания гайки, когда происходит кручение охватывающей части относительно охватываемой части фитинга с тем, чтобы уменьшить трение между гайкой и трубой.
Прилагаемые чертежи, которые включены в описание и составляют его часть и на которых подобные детали обозначены одинаковыми позициями, иллюстрируют предпочтительные варианты осуществления настоящего изобретения и вместе с описанием служат для разъяснения принципов изобретения.
На чертежах показано следующее:
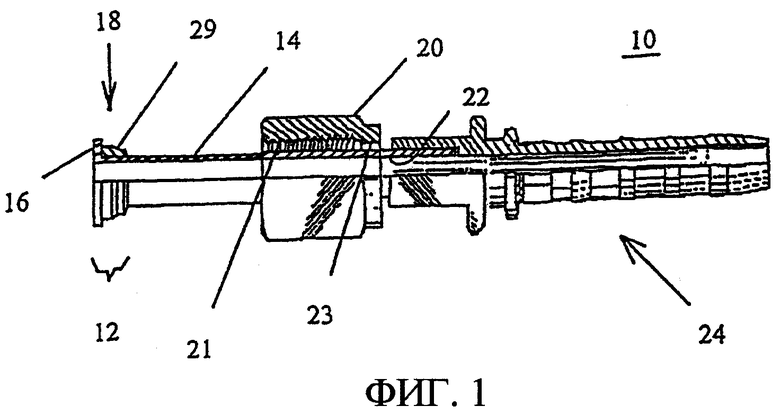
на фиг.1 изображен вид с вырезом одной четверти охватывающего конца гидравлического фитинга согласно известному уровню техники;
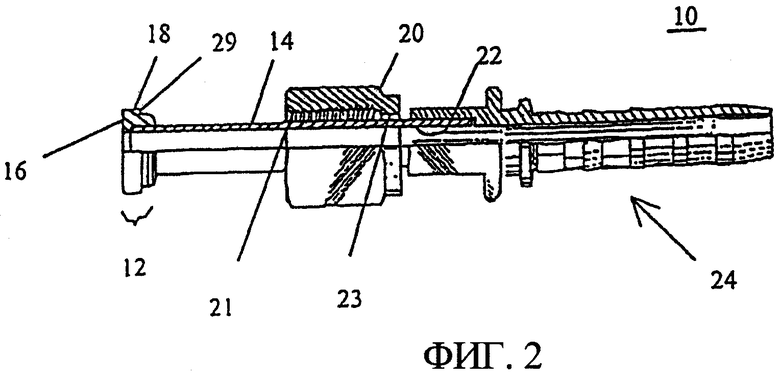
на фиг.2 изображен вид с вырезом одной четверти охватывающего конца гидравлического фитинга согласно известному уровню техники;
на фиг.3 изображен вид с вырезом одной четверти охватывающего конца гидравлического фитинга, включающего предпочтительный вариант осуществления кольцевой уплотняющей плоской поверхности;
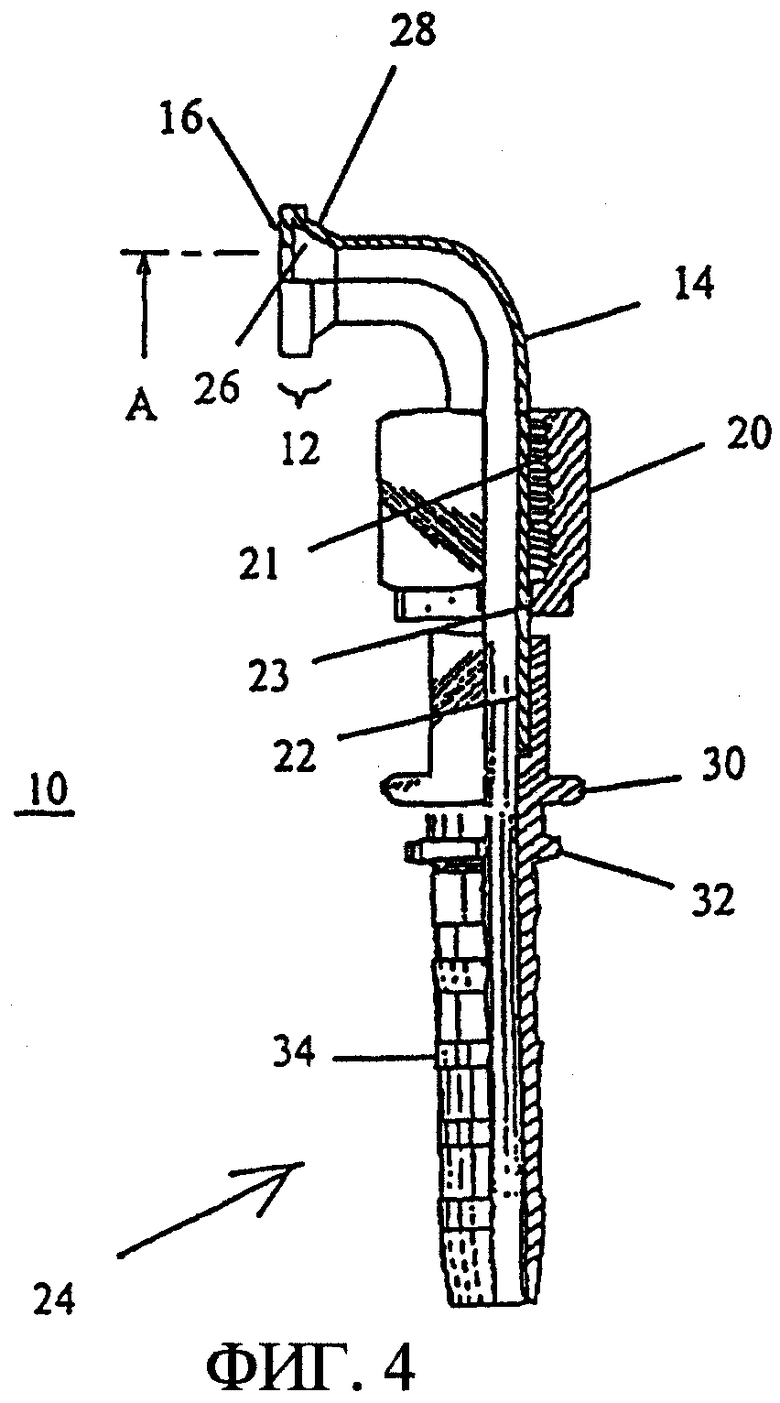
на фиг.4 изображен вид с вырезом одной четверти охватывающего конца гидравлического фитинга, включающего предпочтительный вариант осуществления кольцевой уплотняющей плоской поверхности в изогнутой конфигурации;
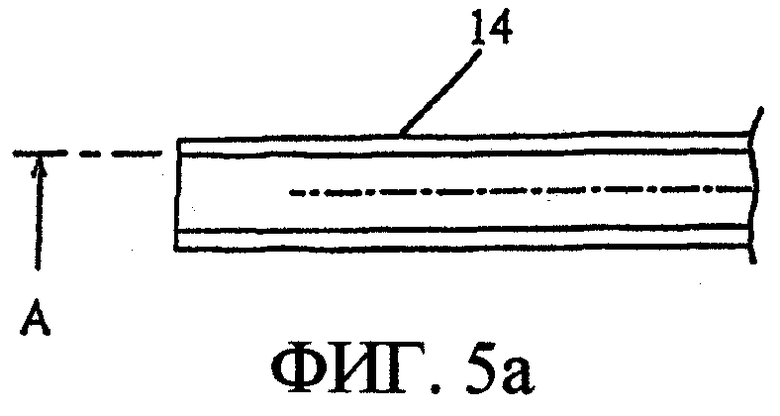
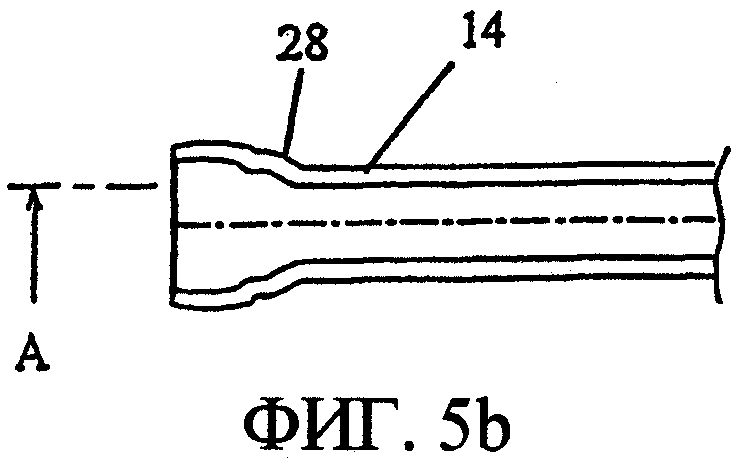
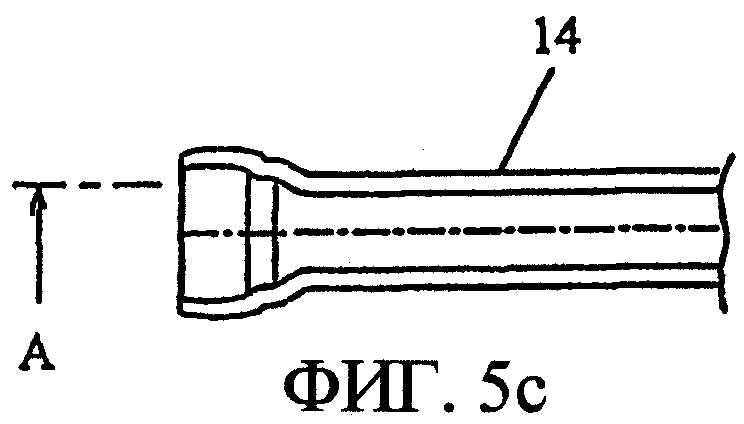
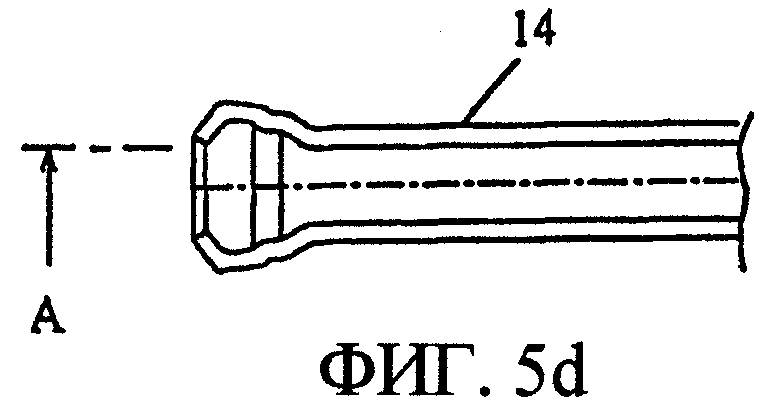
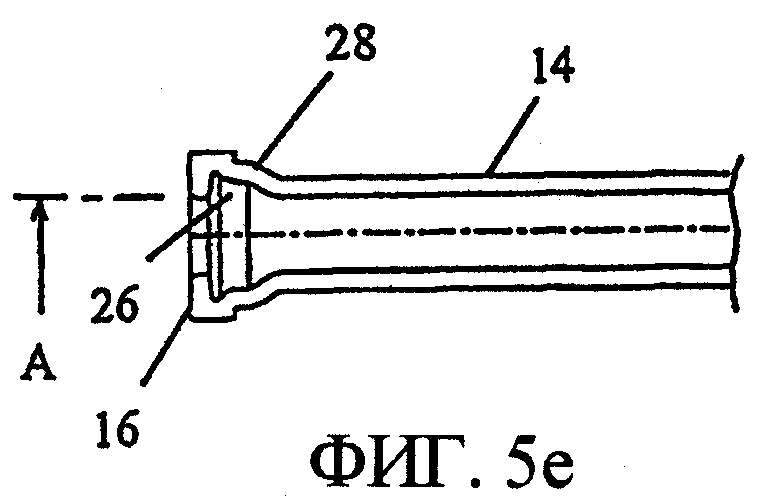
на фиг.5а - 5е изображены виды в продольном осевом сечении, показывающие последовательность выполнения предпочтительного варианта осуществления кольцевой уплотняющей плоской поверхности;
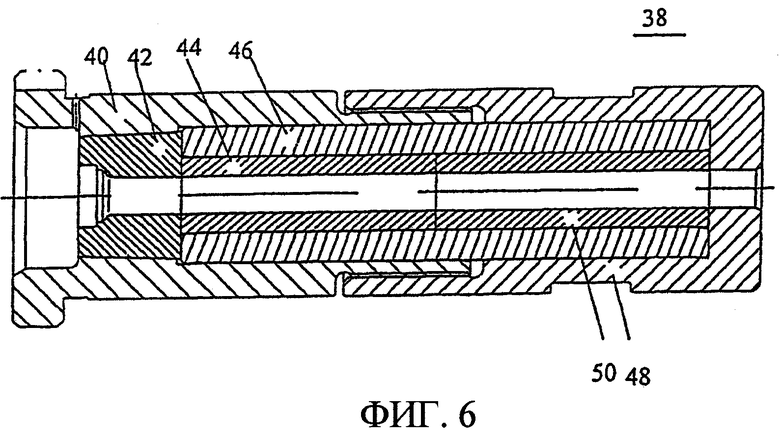
на фиг.6 изображен вид формовочного пресса в продольном осевом сечении;
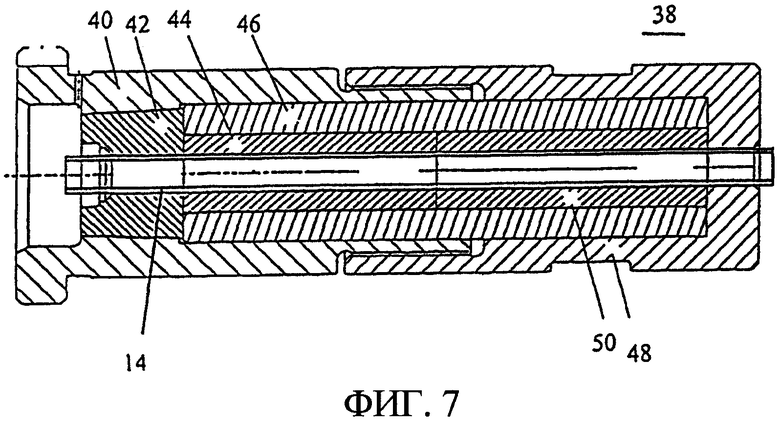
на фиг.7 изображен вид в продольном осевом сечении формовочного пресса, включающего трубу, которая должна быть отформована;
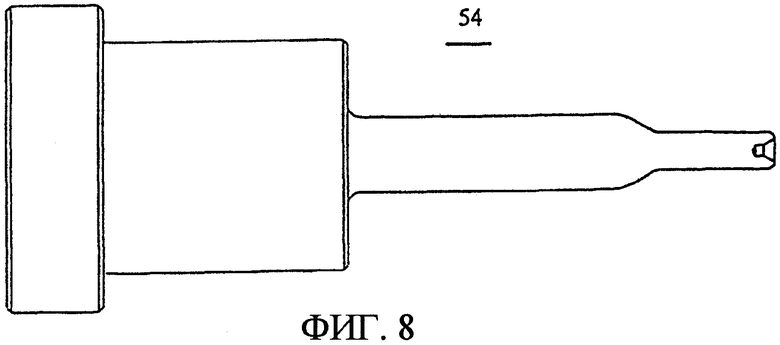
на фиг.8 изображен вид первого пуансона;
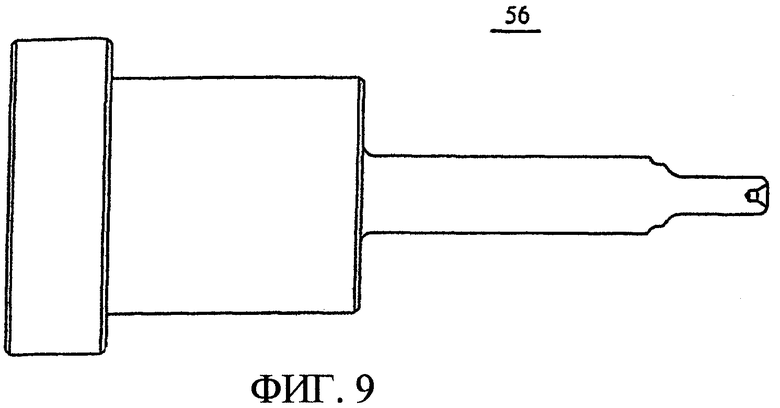
на фиг.9 изображен вид второго пуансона;
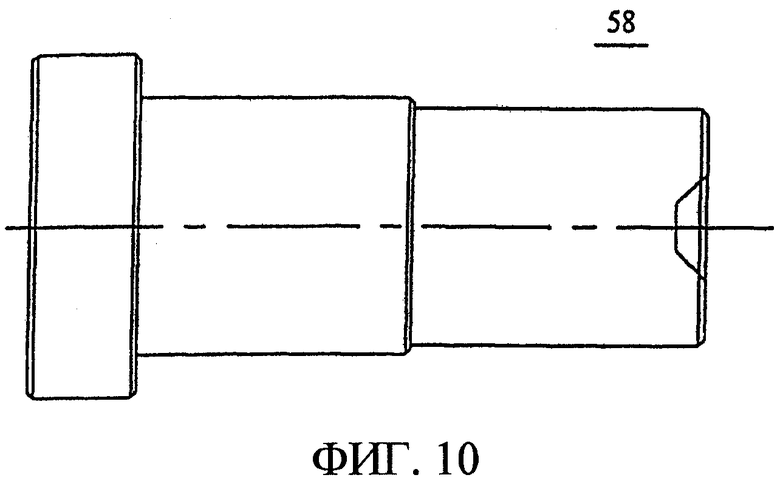
на фиг.10 изображен вид третьего пуансона;
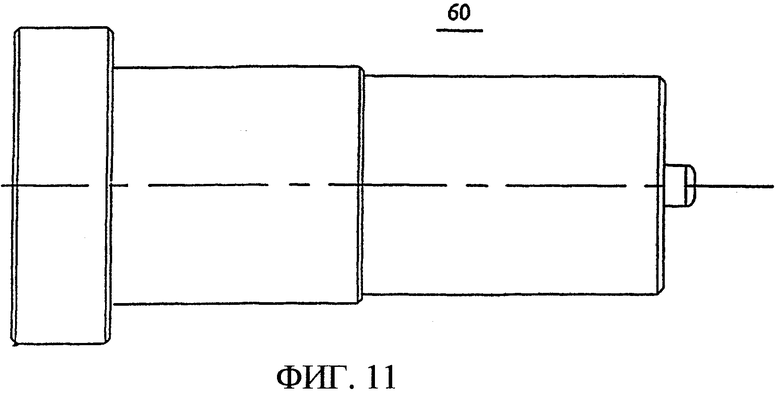
на фиг.11 изображен вид четвертого пуансона.
На фиг.3 показан предпочтительный вариант осуществления охватывающей части кольцевого уплотняющего торцевого фитинга 10 с плоской поверхностью. Охватывающая часть фитинга 10 включает соединительную часть 12, содержащую кулачковую часть 28 и ограничивающую в осевом направлении часть 29, трубу 14, кольцевую часть или плоскую поверхность 16, гайку 20, канал 22, полость 26 и хвостовик 24 рукава, включающий грани 30 под ключ, стопор 32 рукава и зубцы 34.
Соединительная часть 12 может быть образована посредством различных способов выполнения труб, известных в этой отрасли. Однако подход, который весьма пригоден для создания таких деталей, которые имеют конфигурацию согласно фиг.3 и 4 и которые выполняют исходя из их объема, представляет собой формирование посредством последовательной штамповки. На фиг.5-11 показан этот процесс.
Технология прессования и оборудование, в общем, хорошо известны в этой отрасли и поэтому здесь полностью не описаны и не показаны. Однако те детали, которые специфичны для изготовления соединительной части 12 фитинга 10, выполненного согласно настоящему изобретению, указаны ниже. Общая конфигурация пресса описана ниже. Он имеет шесть вертикальных поворотных штамповочных постов, штамп 38 одного из которых показан на фиг.6. Каждый штамповочный пост содержит штамп 38, причем штампы взаимозаменяемы. Каждый штамп 38 содержит выполненный с ним за одно целое выталкивающий шток (не показан), который используют, чтобы задать длину детали и вытолкнуть готовую деталь. Выталкивающие штоки могут иметь фиксированную длину или могут иметь регулируемую длину посредством вставок. Также имеются четыре плунжера (не показаны) с пуансонами с первого по четвертый, соответственно 54-60, прикрепленными к плунжерам. На посту загрузки закреплено автоматическое устройство для распыления масла (не показано).
Каждый штамп 38 включает верхний корпус 40, формовочную вставку 42, верхнюю трубную вставку 44, работающую на сжатие трубу 46, нижний корпус 48 и нижнюю трубную вставку 50. Штампы идентичны и имеют заменяемые элементы (то есть формовочная вставка 42 каждого штампа может быть заменена). Верхний корпус 40 штампа, верхняя трубная вставка 44, работающая на сжатие труба 46, нижний корпус 48 штампа и нижняя трубная вставка 50 представляют собой не формовочные зоны штампа. Эти зоны имеют размер, несколько больший трубы 14, которая должна быть вставлена. Труба 14 будет расширяться, чтобы заполнить эту зону припуска в течение процесса формирования и в перспективе будет пропорциональна ей. На фиг.7 можно заметить, что некоторая часть трубы 14 проходит за формовочную вставку 42.
На первом посту трубу 14 загружают в штамп 38. Следующие четыре поста включает пуансоны с первого по четвертый, соответственно 54, 56, 58 и 60, при этом каждый из них может прилагать усилие, составляющее 25 тонн. Каждый из постов 1 и 2 имеет съемник (не показан), чтобы отделять трубу 14 от соответствующего пуансона 54-60.
В процессе работы трубу каждого размера обрезают до определенной длины, зачищают проволочной щеткой и промывают для удаления посторонних металлических частиц, причем все это выполняют до введения трубы в пресс. Пресс подготавливают путем подбора надлежащего размера штампа 38, пуансонов с первого по четвертый, соответственно 54-60, съемников, выталкивающих штоков (не показаны) и устанавливают загрузочный шток (не показан). Автоматический загрузчик регулируют для трубы соответствующего размера. Отрезанную и зачищенную трубу помещают поверх штампа 38. На трубу 14 разбрызгивают небольшое количество масла, используемого при формировании. Трубу 14 вводят в штамп 38, пока выталкивающий шток не остановит ее перемещение. Отводят загрузочный шток. Штамп 38 поворачивают под первый пуансон 54. На посту 2 трубу 14 первоначально расширяют вблизи от ее отверстия, как показано на фиг.5b, а также создают кулачковую часть 28. Продвигают вперед первый пуансон 54 до тех пор, пока он не войдет в контакт с фиксированным стопором. Отводят первый пуансон 54. Штамп 38 поворачивают под второй пуансон 56. На посту 3 образуют кулачковую часть 28 трубы 14 так, как показано на фиг.5с. Продвигают вперед второй пуансон 56 до тех пор, пока он не войдет в контакт с фиксированным стопором. Отводят второй пуансон 56. Штамп 38 поворачивают под третий пуансон 58. На посту 4 соединительную часть 12 трубы 14 сгибают в зоне, расширенной на посту 1, под углом 45 градусов, как показано на фиг.5d. Третий пуансон 58 продвигают вперед до тех пор, пока он не коснется штампа 38. Отводят третий пуансон 58. Штамп 38 поворачивают под четвертый пуансон 60. На посту 5 продолжают сгиб и формирование плоской поверхности 16. Одновременно формируют внутренний диаметр плоской поверхности 16. Четвертый пуансон 60 продвигают вперед до тех пор, пока он не соприкоснется со штампом 38. Отводят четвертый пуансон 60. Штамп 38 поворачивают поверх выталкивающего цилиндра (не показан). На конечном посту выталкивают трубу 14. Выталкивающий цилиндр продвигают вперед, продвигая вперед выталкивающий шток и сформированную деталь, пока не будет получен сигнал. Теперь сформированная деталь находится вне штампа 38 и выставлена наружу. Приводят в действие продувочное устройство (не показано) и продувают выставленную наружу сформированную деталь. Отводят выталкивающий цилиндр. Штамп поворачивают под загрузочный пост.
Эта операция описана применительно к одному штамповочному посту. По кругу расположены все шесть штамповочных постов, и когда происходит поворот одного штамповочного поста, одновременно поворачиваются все другие посты. Четыре пуансона, соответственно 54-60, одновременно продвигают вперед на четырех штамповочных постах, причем загрузку и выталкивание также выполняют одновременно.
Перед тем как сформированную деталь отправляют на другие процессы, ее пропускают через вибрационную среду. Вибрационная среда создает вид кованой поверхности сформированной детали и придает ей матированную отделку, а также обеспечивает удаление каких-либо оставшихся заусенцев.
Для получения конфигурации, показанной на фиг.4, трубу 14 изгибают. Вокруг трубы 14 устанавливают гайку 20. Хвостовик 24 рукава припаивают к трубе на конце, противоположном плоской поверхности 16.
Каждый пуансон, соответственно 54-60, имеет особую конфигурацию и содержит заменяемые элементы в его критичных формирующих зонах, которые входят в соприкосновение с трубой 14 в течение процесса формирования.
В тех случаях, когда не предполагается крепление к гибкому рукаву (не показан), можно обойтись без хвостовика 24 рукава. При этом труба 14 проходит на расстоянии, которое в ином случае занимал бы гибкий рукав.
Следует отметить, что выполнение соединительной части 12 согласно настоящему изобретению не предполагает создания и крепления отдельного воротника или отдельной втулки 18, за счет чего уменьшаются стоимость и сложность.
Однако более существенно то, что создана полость 26. Полость 26 занимает объем между продленным периферийным ограничением А и внутренней поверхностью соединительной части 12. Продленное периферийное ограничение А представляет собой такую поверхность, которая линейно проходит от части трубы 14, которая не была изменена формированием соединительной части 12 или изгибом трубы 14. Полость 26 влияет на затягивание гайки 20, когда происходит кручение охватывающей части по отношению к охватываемой части фитинга. Когда на охватывающую часть, в частности, в случае изогнутой конфигурации согласно фиг.4, оказывают такое воздействие, чтобы обеспечить закручивание охватывающей части по отношению к охватываемой части, или подвергают ее вибрации при отсутствии полости 26, гайка 20 стремится освободиться от охватываемой части. Если происходит достаточно значительное ослабление гайки, то фитинг может привести к утечкам. Таким образом, происходит отказ соединения. Полость 26 уменьшает способность к ослаблению гайки. Можно предположить, что полость 26 обеспечивает некоторую податливость, которая, в свою очередь, уменьшает трение между трубой 14 и гайкой 20 в этих условиях. Уменьшение трения снижает тенденцию к ослаблению гайки 20 при описанных условиях.
Конечный результат заключается в получении кольцевого уплотняющего торцевого фитинга с плоской поверхностью, который обеспечивает снижение сложности и стоимости и повышение стойкости к ослаблению в условиях работы при ударах, вибрации и других явлениях, которые могут вызвать кручение соединения, максимальные утечки и отказ фитинга.
Приведенное выше описание и иллюстративные варианты осуществления настоящего изобретения представлены на фигурах и подробно рассмотрены в виде различных модификаций и альтернативных вариантов конструкции. Однако следует иметь в виду, что приведенное выше описание изобретения представлено лишь в качестве примера, и что объем изобретения ограничен только пунктами формулы изобретения, которые истолкованы в свете известного уровня техники. Кроме того, изобретение, раскрытое здесь в иллюстративных целях, может быть надлежащим образом осуществлено на практике при отсутствии какого-либо элемента, который здесь конкретно не раскрыт.
Изобретение относится к фитингам гидравлических рукавов. Кольцевой уплотняющий фитинг с плоской поверхностью, включающий охватываемую часть и охватывающую часть, содержит трубу с внутренним диаметром, продленное периферийное ограничение А, имеющее диаметр, соответствующий упомянутому внутреннему диаметру, гайку, плоскую поверхность и соединительную часть. Соединительная часть включает кулачковую часть и ограничивающую в осевом направлении часть. При этом плоская поверхность и соединительная часть выполнены в виде одного целого. Соединительная часть включает полость, имеющую часть, проходящую в радиальном направлении за продленное периферийное ограничение А. Изобретение позволяет повысить стойкость фитинга к утечкам. 2 з.п. ф-лы, 11 ил.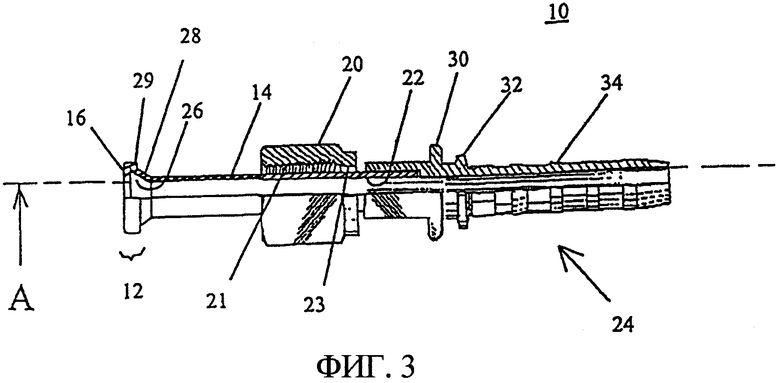
| ГИДРОЦИЛИНДР С МЕХАНИЧЕСКИМ ЗАТВОРОМ В КРАЙНИХ ПОЛОЖЕНИЯХ ПОРШНЯ | 2010 |
|
RU2458817C2 |
| US 5893591 А, 13.04.1999 | |||
| US 4980961 А, 01.01.1991 | |||
| Соединение трубопроводов | 1987 |
|
SU1451416A1 |
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке, ГНТИ Машиностроительной литературы, Москва-Ленинград, 1959, с.175-177. | |||

