Изобретение относится к способу ремонта труб, в частности труб разных длин и диаметров.
В патенте США №7168743 и заявке на патент США №2007/0018448 описаны способы и устройства, предназначенные для уплотнения торцов трубчатых муфт, используемых при ремонте труб и выполненных, как правило, из металла. Трубы могут находиться над землей или под водой. В описаниях обоих патентных документов раскрыто применение муфты 22, которую следует устанавливать вокруг участка трубы, подлежащего ремонту. Это означает, что муфты должны соответствовать диаметру трубы, а также длине ремонтируемого участка. В силу этой причины требуется иметь большой выбор муфт, чтобы обеспечить соответствие различным диаметрам труб. Поскольку поврежденные участки труб могут иметь разную длину, муфты принято изготавливать под конкретные условия ремонта. Таким образом, в этом случае обычно приходится создавать муфту требуемой длины и диаметра. Однако проектирование и изготовление такой муфты иной раз занимает несколько месяцев. На это время может потребоваться отключить трубопровод в связи с риском прорыва, который может повлечь за собой тяжелые последствия. Например, если по трубе течет нефть, ее прорыв может привести к значительному ущербу для окружающей среды.
Задачей предлагаемого изобретения является создание способа ремонта трубы и аппарата для нанесения непрерывной ленты для обеспечения ремонта поврежденного участка поверхности трубы, которые позволяют устранить все вышеперечисленные недостатки, присущие предшествующему уровню техники.
Согласно первому аспекту настоящего изобретения создан способ ремонта трубы, включающий этапы, на которых осуществляют очистку поврежденного участка поверхности трубы для обеспечения очищенной поверхности трубы на ее подлежащем ремонту участке; наносят непрерывную ленту вокруг трубы, начиная с зоны, находящейся до поврежденного участка, и проводя ее в зону, находящуюся за поврежденным участком, при этом из непрерывной ленты создают спиральный рукав, отстоящий от поверхности трубы, образуя кольцевую полость между поверхностью трубы и рукавом; заполняют кольцевую полость заполняющим веществом для обеспечения связи между трубой и спиральным рукавом или устанавливают торцевые колпаки с обоих концов рукава для герметизации кольцевой полости.
Непрерывная лента может представлять собой механически уплотняющую полимерную ленту, армированную волокном. В частности, непрерывная лента может представлять собой ленту из полиэтилена высокой плотности, армированную углеродным волокном.
Предпочтительно из непрерывной ленты образуют спиральный рукав при помощи, по меньшей мере, одной из следующих процедур: соединение внахлест или соединение с механическим зацеплением.
Заполняющее вещество выбирают из группы, состоящей из конструкционной смолы и цементного раствора.
Согласно второму объекту настоящего изобретения создан аппарат для нанесения непрерывной ленты для обеспечения ремонта поврежденного участка поверхности трубы, содержащий наносящий аппарат, содержащий, по меньшей мере, две части, каждая из которых снабжена группой валков, обеспечивающих направление непрерывной ленты вокруг участка поврежденной поверхности трубы и над ним с образованием спирального рукава, проходящего, по меньшей мере, по осевой длине поврежденного участка поверхности трубы; и подающий аппарат, присоединяемый к, по меньшей мере, одной из указанных частей наносящего аппарата и содержащий, по меньшей мере, один приводной валок, обеспечивающий подачу непрерывной ленты в указанную, по меньшей мере, одну часть наносящего аппарата.
Каждая из указанных по меньшей мере двух частей имеет верхнюю пластину и нижнюю пластину, между которыми может проходить множество по существу равномерно рассредоточенных направляющих.
Преимущественно на каждой из направляющих, в зоне ее верхнего конца, установлен с возможностью вращения, по меньшей мере, один валок.
Подающий аппарат может дополнительно содержать верхнюю подающую пластину и нижнюю подающую пластину, а также множество приводных и направляющих стержней, проходящих между нижней и верхней подающими пластинами.
По меньшей мере, один из стержней может быть оснащен валками и приводиться во вращение приводной системой.
Приводная система может содержать зубчатое колесо, установленное над верхней подающей пластиной и жестко прикрепленное к верхнему концу указанного, по меньшей мере, одного стержня, для приведения этого, по меньшей мере, одного стержня во вращение вокруг его продольной оси. Кроме того, приводная система может быть выполнена с возможностью приведения в действие стержней и валков для обеспечения протягивания непрерывной ленты через подающий аппарат и ее введения в указанные, по меньшей мере, две части наносящего аппарата.
Техническим результатом настоящего изобретения является обеспечение ремонта существующей трубы эффективным, надежным, низкозатратным и простым способом.
Далее со ссылкой на прилагаемые чертежи описаны примерные варианты изобретения, призванные детально пояснить его сущность и облегчить практическую реализацию.
На чертежах:
Фиг.1 - вид спереди поврежденной трубы;
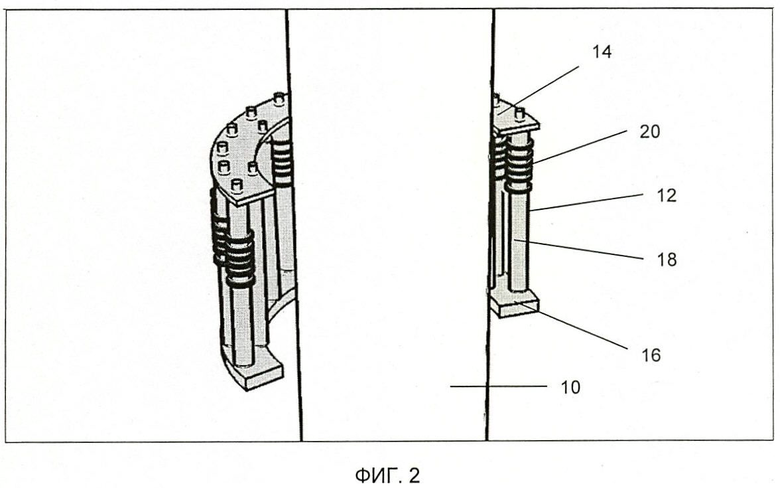
Фиг.2 - иллюстрация в перспективе первого этапа способа ремонта;
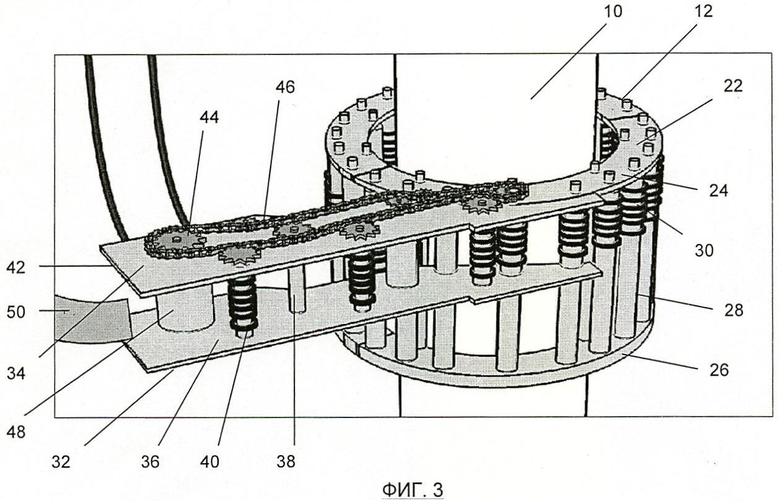
Фиг.3 - вид, соответствующий виду с фиг.2 и иллюстрирующий второй этап способа ремонта;
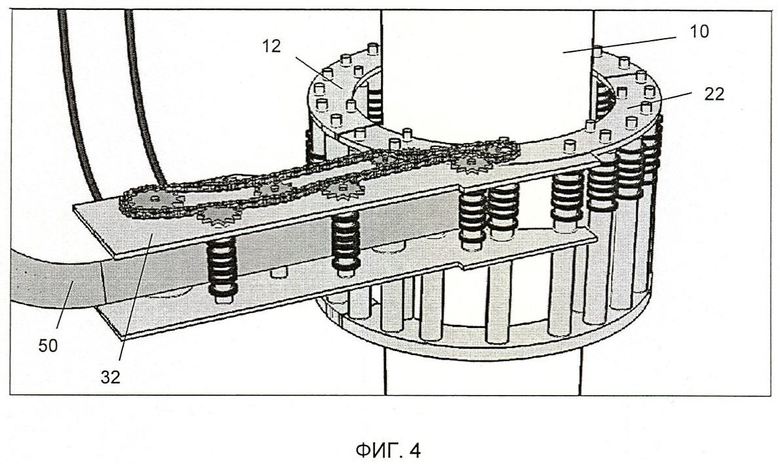
Фиг.4 - вид, соответствующий виду с фиг.2 и фиг.3 и иллюстрирующий третий этап способа ремонта;
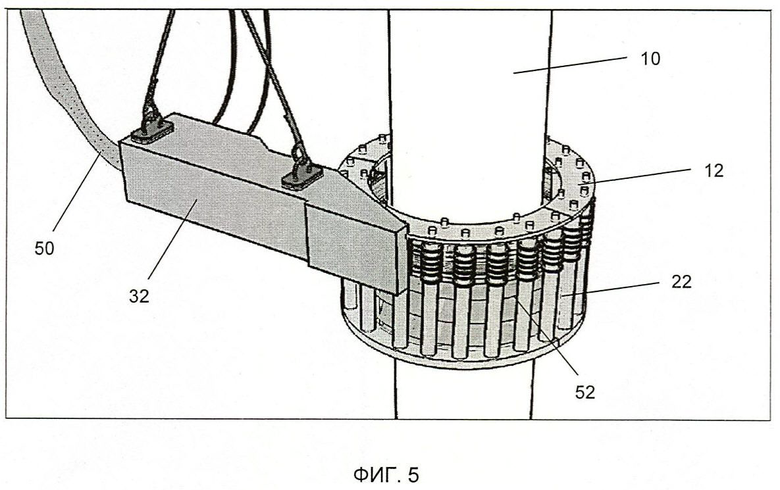
Фиг.5 - вид, соответствующий виду с фиг.2-4 и иллюстрирующий четвертый этап способа ремонта;
Фиг.6 - вид, соответствующий виду с фиг.2-5 и иллюстрирующий пятый этап способа ремонта;
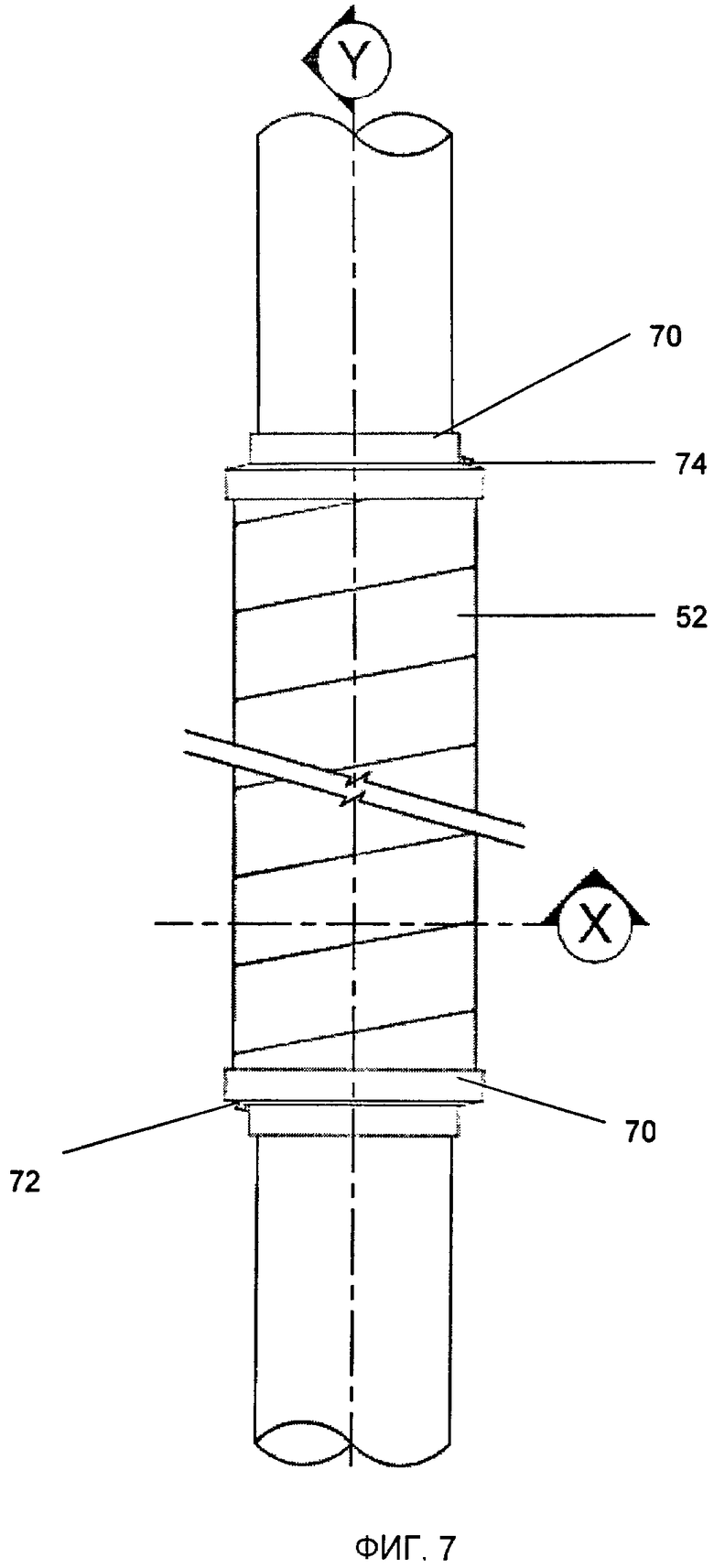
Фиг.7 - вид спереди поврежденной трубы с фиг.1 с установленным на ней спиральным рукавом;
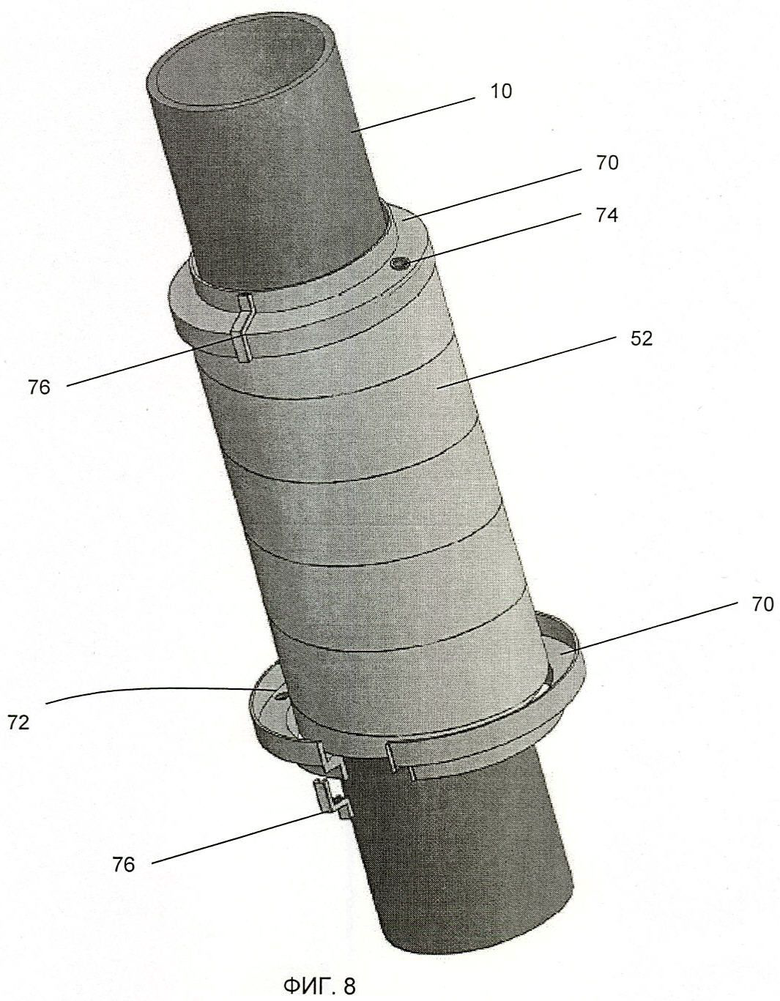
Фиг.8 - вид в перспективе с фиг.7;
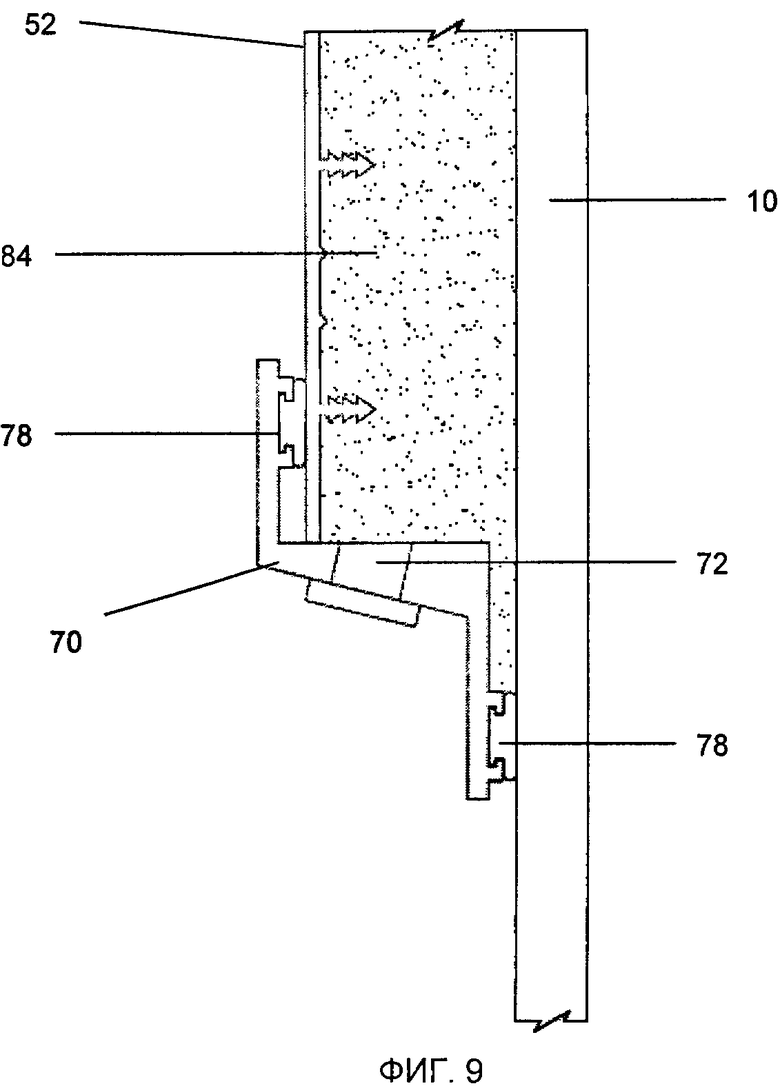
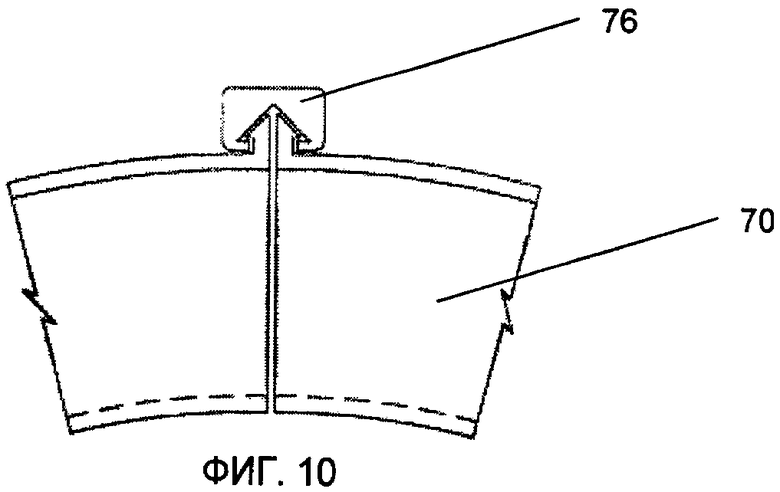
Фиг.9 - схематический вид в разрезе торцевого колпака, герметично присоединенного к спиральному рукаву, а также поврежденной трубы с фиг.7;
Фиг.10 - схематический вид сверху соединительной части торцевого колпака с фиг.9;
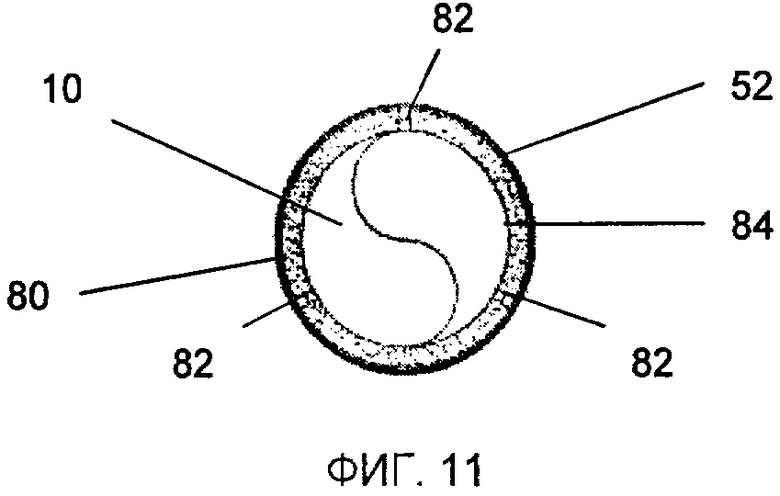
Фиг.11 - вид в поперечном сечении по линии Х с фиг.7 трубы;
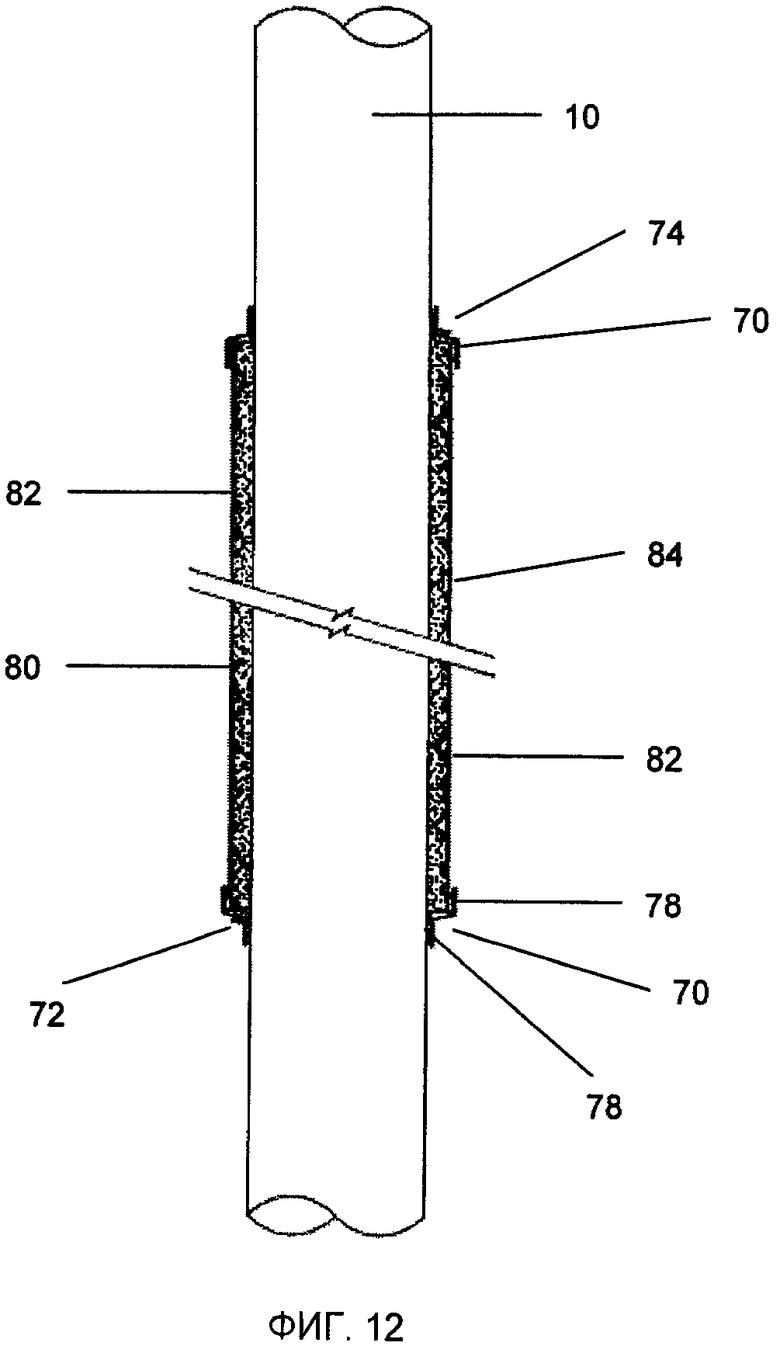
Фиг.12 - вид в продольном сечении по линии Y с фиг.8 трубы;
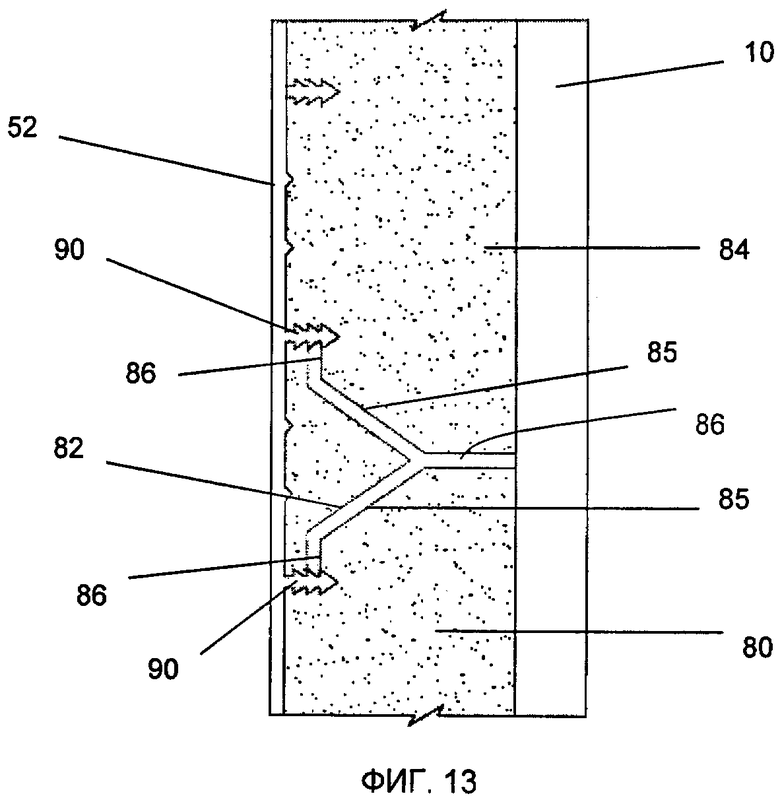
Фиг.13 - вид фрагмента в увеличенном масштабе с фиг.12 трубы с установленной распоркой;
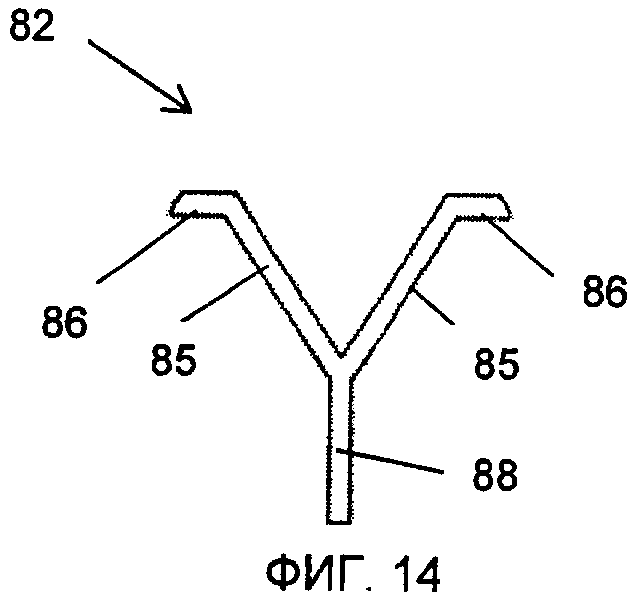
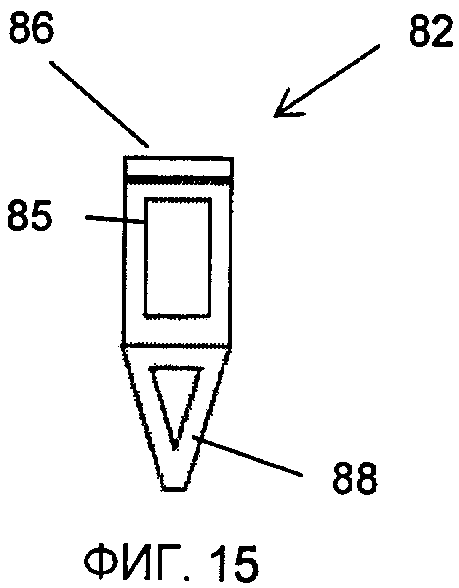
Фиг.14 - вид сбоку распорки с фиг.13;
Фиг.15 - вид сверху распорки с фиг.13.
На фиг.1 показана труба 10, которая нуждается в ремонте. Предварительный этап подготовки трубы 10 к ремонту заключается в том, что ее подвергают известным методам пескоструйной обработки или обработки струей воды высокого давления, проводимым в целях удаления ржавчины и остатков любых покрытий, в результате чего обнажается чистая металлическая поверхность трубы. Абразивную обработку трубы 10 можно выполнять путем абразивной обдувки тонкими струями, без применения железосодержащих частиц (например, гранатового абразива, оксида алюминия, медного шлака), стеклянного бисера или дроби из нержавеющей стали. Максимальная скорость и наибольшая эффективность очистки достигается при систематической обдувке. Участок работ разбивают на квадраты по 30 см, и обрабатывают каждый участок до полной очистки. Обдувку продолжают на ширину не менее 25 мм и в отношении соседних участков, имеющих какое-либо покрытие, при этом края скашивают.
В зависимости от состояния трубы 10 на ее наружную поверхность можно помещать композитные усиливающие элементы, проходящие в продольном направлении трубы и размещаемые через заданный интервал.
Теперь обратимся к фиг.2, где показан примерный вариант изобретения. В данном случае рядом с трубой 10 размещена первая часть наносящего аппарата 12. Наносящий аппарат 12 представляет собой дугообразный элемент, частично охватывающий трубу 10. Например, он может охватывать сегмент в 180 градусов, как показано на чертеже, или меньший сегмент. Первая часть 12 может быть по существу жесткой либо может состоять из группы шарнирно соединенных друг с другом сегментов, что позволяет использовать первую часть 12 в отношении труб различных диаметров. Как вариант, первая часть 12 может быть рассчитана на трубу 10 конкретного диаметра и охватывать ее дугой в 180°. Диаметр первой части 12 может изменяться сообразно диаметру обрабатываемых труб.
Первая часть 12 имеет верхнюю пластину 14 и нижнюю пластину 16. Между этими верхней и нижней пластинами 14, 16 проходит группа равномерно рассредоточенных направляющих 18. На каждой направляющей 18, в зоне ее верхнего конца, установлены с возможностью вращения группа (множество) валков 20. Вместо группы отдельных валков 20 можно использовать один большой валок или меньшее число валков промежуточного размера. Валки 20 занимают лишь часть осевой длины направляющих 18 и размещены в зоне их верхних концов.
Как показано на фиг.3, на следующем этапе способа на требуемое место устанавливают вторую часть 22 наносящего аппарата, совмещают и скрепляют ее с первой частью 12. Вторая часть 22 тоже имеет верхнюю и нижнюю пластины 24, 26, между которыми предусмотрены направляющие 28, по существу равномерно распределенные. В зоне верхнего конца направляющих 28 тоже имеются валки 30. Короче говоря, вторая часть 22 по существу идентична первой части 12.
Для обеспечения соответствия трубам различного диаметра вторая часть 22 может быть выполнена в виде нескольких сегментов, шарнирно соединенных друг с другом. Это позволит сводить и разводить их, адаптируя к трубам разных диаметров. Очевидно, что для работы с трубами больших диаметров может потребоваться более двух частей 12, 22.
Ко второй части 22 присоединяют подающий аппарат 32. Он содержит верхнюю пластину 34 и нижнюю пластину 36. Между верхней и нижней пластинами 34, 36 проходит группа приводных и направляющих стержней 38. На некоторых этих стержнях 38 или на всех них установлены валки 40. Каждый стержень 38 приводится во вращение приводной системой 42, содержащей зубчатые колеса 44, каждое из которых установлено над верхней пластиной 34 и присоединено к верхнему концу соответствующего стержня 38. Зубчатые колеса 44 служат для вовлечения стержней 38 во вращение вокруг их продольной оси. Сами же зубчатые колеса приводятся во вращение цепью 46. Один стержень 48 из числа стержней 38 может быть оснащен другой приводной системой (не показана), например, электродвигателем с пневмоприводом, редуктором и батареей. Для этих целей можно использовать любую подходящую приводную систему, выполненную как с возможностью автономной работы, так и с питанием от внешнего источника (не показан).
Приводная система 42 служит для того, чтобы приводить стержни 38 и валки 40 во вращение, что обеспечивает проведение ленты 50 через подающий аппарат 42 и ее подачу к обеим частям 12, 22 наносящего аппарата.
Лента 50 представляет собой непрерывную механически уплотняющую полимерную ленту, армированную волокном. Например, лента 50 может быть изготовлена из полиэтилена высокой плотности (HDPE) и усилена углеродным волокном. Как показано на фиг.4-6, лента 50 протягивается через подающий аппарат 32, приводимый в действие приводной системой 42. Лента 50 протягивается между стержнями 38, расположенными с чередованием по обе стороны от продольной центральной линии подающего аппарата 32. Ленту 50 навивают на трубу 10, в результате чего она образует вокруг трубы непрерывный спиральный рукав 52, соединяемый внахлест или путем механического зацепления. По мере того как лента 50 собирается в спиральный рукав 52, этот рукав под действием силы тяжести выдвигается из-под рабочих частей 12, 22. Это происходит из-за того, что рукав 52 ничем не сдерживается в вертикальном направлении, поскольку внутренний диаметр верхней и нижней пластин 26, 24 равен наружному диаметру рукава 52. В случае труб, ориентированных горизонтально, возможность формирования спирального рукава 52 также обеспечивается (хотя и без помощи силы тяжести), поскольку лента 50 подается приводной системой 42 форсировано. Подачу ленты 50 можно осуществлять таким образом, что создаваемый спиральный рукав 52 будет располагаться под нужным углом. Это облегчает формирование спирального рукава 52 в тех случаях, когда труба 10 ориентирована не по вертикали. Спиральный рукав 52 формируют вокруг поврежденного участка трубы 10, т.е. участка, требующего ремонта, создавая его из наматываемой на трубу ленты 50. В предпочтительном случае рукав 52 начинается перед поврежденным участком трубы и проходит по другую сторону этого поврежденного участка, что оптимизирует передачу механических нагрузок на трубу 10.
Спиральный рукав 52 может быть снабжен с обоих концов торцевыми колпаками 70, герметично к нему присоединенными, как это показано на фиг.7-9. В предпочтительном случае колпаки изготовлены из полиэтилена и имеют входное отверстие 72 и выходное отверстие 74, выполненные, например, согласно упомянутым выше патенту США №7168743 или заявке на патент США №2007/0018448. В соответствии с предпочтительным вариантом изобретения между торцевым колпаком 70 и спиральным рукавом 52, а также между колпаком 70 и трубой 10 установлены уплотнения 78, например, тефлоновые. В предпочтительном случае торцевой колпак 70 выполнен по существу в виде гибкого разрезного кольца, что позволяет устанавливать его на трубу 10 и скреплять соединителем 76, например, из полиэтилена или поливинилхлорида (ПВХ) (показан сверху на фиг.10).
Рукав 52 выполняют такого диаметра, чтобы между ним и трубой 10 образовалась кольцевая полость 80, как показано на фиг.11 и 12. Радиальный размер такой полости, измеряемый между внешней поверхностью трубы 10 и внутренней поверхностью рукава 52, составляет обычно 25-50 мм. Этот размер зависит от состояния поврежденного участка трубы 10, например, от наличия на нем вмятин, выступов, зон нецилиндричности, а также от объема, требующегося под продольные элементы усиления. В предпочтительном случае кольцевую полость 80 фиксируют при помощи распорок, например полимерных распорок 82, устанавливаемых между трубой 10 и спиральным рукавом 52. Распорки 82 предпочтительно имеют вилкообразную форму с двумя плечами 85 и ножкой 88. Каждое плечо 85 имеет отогнутый конец 86, предназначенный для взаимодействия с соответствующим зазубренным шипом 90. Шип 90 предпочтительно снабжен рядами зазубрин, что делает его похожим на стилизованную елку. Зазубренные шипы 90 служат для удержания ленты 50 в требуемом месте. Распорки 82 предпочтительно вставляют вручную, зажимая каждую распорку 82 между двумя шипами 90 во время процесса намотки ленты 50, в ходе которого создается спиральный рукав 52. Если диаметр рукава 52 не превышает 20-24 дюйма (50-61 см), а длина его не больше 3-4 м, то распорки 82 использовать необязательно, поскольку спиральный рукав 52 в этом случае и так будет достаточно жестким, чтобы размещаться с надлежащим промежутком вокруг трубы во время автоматической намотки ленты 50. Установка торцевых колпаков 70 дополнительно повышает жесткость рукава 52 и обеспечивает нужный промежуток между рукавом 52 и трубой 10 для образования кольцевой полости 80.
После формирования кольцевого рукава 52 из кольцевой полости 80 вытесняют присутствующую в ней воду, подавая сжатый воздух или иной газ через входное отверстие 72 и выпуская его через выходное отверстие 74. Затем полость 80 можно промыть свежей водой, а потом вытеснить эту воду воздухом или инертным газом. Далее полость 80 заполняют известными конструкционными смолами или цементным раствором 84, чтобы скрепить между собой трубу 10 и спиральный рукав 52 согласно известным из уровня техники методам. Зазубренные шипы 90 усиливают связь между рукавом 52 и смолой или раствором 84. После этого можно снять рабочие части 12, 20 и подающую систему 32, на чем ремонтные работы завершаются. Желательно снимать рабочие части 12, 20 после установки торцевых колпаков 70. Спиральный рукав 52 оставляют на месте, обеспечивая тем самым усиливающую защитную оболочку, проходящую поверх конструктивной смолы или цемента 84.
Выше описаны лишь некоторые варианты изобретения. Однако специалистам данной области техники должно быть понятно, что в описанные и показанные на чертежах варианты могут быть внесены различные изменения и дополнения, не выходящие за пределы правовой охраны данного изобретения, установленной приложенной формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА НОВОЙ ТРУБЫ ВНУТРИ СУЩЕСТВУЮЩЕГО ТРУБОПРОВОДА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ УСТРАНЕНИЯ ОТРЕЗА НОВОЙ ТРУБЫ | 1989 |
|
RU2025635C1 |
| СПОСОБ РЕМОНТА ТРУБЫ | 1993 |
|
RU2108514C1 |
| СПОСОБ РЕМОНТА ТОННЕЛЬНЫХ КОЛЛЕКТОРОВ И ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2630629C2 |
| Устройство для ремонта труб для использования внутри трубы и способ ремонта труб | 1989 |
|
SU1831634A3 |
| СИСТЕМА И СПОСОБ РЕМОНТА ТРУБ | 2008 |
|
RU2438065C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| СПОСОБ РЕМОНТА ПРЕИМУЩЕСТВЕННО ПРОТЯЖЕННОГО НЕПРЯМОЛИНЕЙНОГО ТРУБОПРОВОДА | 2006 |
|
RU2339864C2 |
Группа изобретений относится к трубопроводному транспорту. В способе поверхность трубы очищают на подлежащем ремонту участке. Затем вокруг трубы из непрерывной ленты создают спиральный рукав, отстоящий от поверхности трубы, образуя кольцевую полость между поверхностью трубы и рукавом. Кольцевую полость заполняют конструкционной смолой или цементным раствором для обеспечения связи между трубой и спиральным рукавом или устанавливают торцевые колпаки с обеих концов рукава для герметизации кольцевой полости. Аппарат состоит из наносящего и подающего аппаратов. Наносящий аппарат состоит из частей, каждая из которых снабжена группой валков, обеспечивающих направление непрерывной ленты с зазором вокруг участка поврежденной поверхности трубы с образованием спирального рукава, проходящего по осевой длине поврежденного участка. Подающий аппарат присоединен к одной из частей наносящего аппарата и содержит, по меньшей мере, один приводной валок, обеспечивающий подачу непрерывной ленты в, по меньшей мере, одну часть наносящего аппарата. Технический результат: обеспечение ремонта существующей трубы эффективным, надежным, низкозатратным и простым способом. 2 н. и 14 з.п. ф-лы, 15 ил.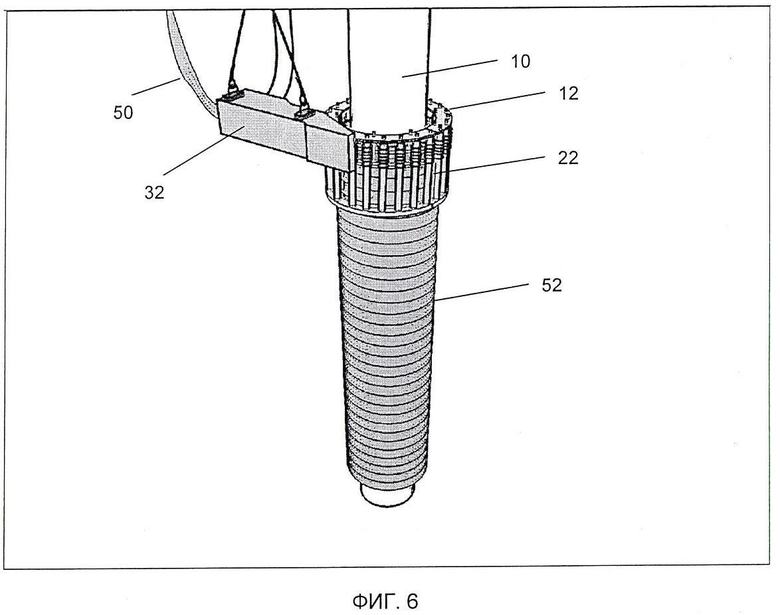
1. Способ ремонта трубы, включающий этапы, на которых
осуществляют очистку поврежденного участка поверхности трубы для обеспечения очищенной поверхности трубы на ее подлежащем ремонту участке;
наносят непрерывную ленту вокруг трубы, начиная с зоны, находящейся до поврежденного участка, и проводя ее в зону, находящуюся за поврежденным участком, при этом из непрерывной ленты создают спиральный рукав, отстоящий от поверхности трубы, образуя кольцевую полость между поверхностью трубы и рукавом;
заполняют кольцевую полость заполняющим веществом для обеспечения связи между трубой и спиральным рукавом или устанавливают торцевые колпаки с обоих концов рукава для герметизации кольцевой полости.
2. Способ по п.1, при котором непрерывная лента представляет собой механически уплотняющую полимерную ленту, армированную волокном.
3. Способ по п.2, при котором непрерывная лента представляет собой ленту из полиэтилена высокой плотности, армированную углеродным волокном.
4. Способ по любому из пп.1-3, при котором из непрерывной ленты образуют спиральный рукав при помощи, по меньшей мере, одной из следующих процедур: соединение внахлест или соединение с механическим зацеплением.
5. Способ по любому из пп.1-3, при котором заполняющее вещество выбирают из группы, состоящей из конструкционной смолы и цементного раствора.
6. Аппарат для нанесения непрерывной ленты для обеспечения ремонта поврежденного участка поверхности трубы, содержащий
наносящий аппарат, содержащий, по меньшей мере, две части, каждая из которых снабжена группой валков, обеспечивающих направление непрерывной ленты вокруг участка поврежденной поверхности трубы и над ним с образованием спирального рукава, проходящего, по меньшей мере, по осевой длине поврежденного участка поверхности трубы; и подающий аппарат, присоединяемый к, по меньшей мере, одной из указанных частей наносящего аппарата и содержащий, по меньшей мере один приводной валок, обеспечивающий подачу непрерывной ленты в указанную, по меньшей мере, одну часть наносящего аппарата.
7. Аппарат по п.6, в котором каждая из указанных, по меньшей мере, двух частей имеет верхнюю пластину и нижнюю пластину, между которыми проходит множество по существу равномерно рассредоточенных направляющих.
8. Аппарат по п.7, в котором на каждой из направляющих в зоне ее верхнего конца установлен с возможностью вращения, по меньшей мере, один валок.
9. Аппарат по любому из пп.6-8, в котором подающий аппарат дополнительно содержит верхнюю подающую пластину и нижнюю подающую пластину, а также множество приводных и направляющих стержней, проходящих между нижней и верхней подающими пластинами.
10. Аппарат по п.9, в котором, по меньшей мере, один из стержней оснащен валками.
11. Аппарат по п.10, в котором, по меньшей мере, один из стержней приводится во вращение приводной системой.
12. Аппарат по п.11, в котором приводная система содержит зубчатое колесо, установленное над верхней подающей пластиной и жестко прикрепленное к верхнему концу указанного, по меньшей мере, одного стержня, для приведения этого, по меньшей мере, одного стержня во вращение вокруг его продольной оси.
13. Аппарат по п.11 или 12, в котором приводная система выполнена с возможностью приведения в действие стержней и валков для обеспечения протягивания непрерывной ленты через подающий аппарат и ее введения в указанные, по меньшей мере, две части наносящего аппарата.
14. Аппарат по п.9, в котором, по меньшей мере, один из стержней приводится во вращение приводной системой.
15. Аппарат по п.14, в котором приводная система содержит зубчатое колесо, установленное над верхней подающей пластиной и жестко прикрепленное к верхнему концу указанного, по меньшей мере, одного стержня, для приведения этого, по меньшей мере, одного стержня во вращение вокруг его продольной оси.
16. Аппарат по п.14 или 15, в котором приводная система выполнена с возможностью приведения в действие стержней и валков для обеспечения протягивания непрерывной ленты через подающий аппарат и ее введения в указанные, по меньшей мере, две части наносящего аппарата.
| US 4061513 А, 06.12.1977 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ STAPHYLOCOCCUS SPP. К ГЕМОПРОТЕИНАМ | 2008 |
|
RU2393229C1 |
| СИСТЕМА ЗАПУСКА ДИЗЕЛЯ ТЕПЛОВОЗА | 2005 |
|
RU2287079C1 |
| US 5302221 A, 12.04.1994 | |||
| Способ получения поликарбонатов | 1960 |
|
SU136048A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2001 |
|
RU2191317C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |

