Изобретение относится к механической обработке давлением листового металла, в частности к производству гнутых профилей формовкой в валках.
Известны инструмент профилегибочного стана и способ наладки этого инструмента (см. стр.122-123 книги Давыдова В.И. и Максакова М.П. Производство гнутых тонкостенных профилей. - М.: Металлургиздат, 1959. - 240 с.). Инструмент включает верхний и нижний валки, образующие калибр. Валки имеют разъемы, соответствующие участкам перегиба формуемой полосы. Каждый разъем является границей между смежными дисковыми элементами, установленными на валах. Способ наладки описанного инструмента включает изменение ширины отдельных участков калибра. Для их увеличения сдвигают по валу один (или оба) из смежных дисковых элементов и в разъем между ними вставляют прокладку, а для уменьшения - сошлифовывают соответствующий дисковый элемент по плоскости разъема.
У заявляемого объекта и аналога совпадают следующие существенные признаки:
- верхний и нижний валки образуют калибр; каждый валок состоит из дисковых элементов, установленных на валу;
- сдвигают по валу один из смежных дисковых элементов.
Получению ожидаемого технического результата при использовании аналога препятствуют следующие причины. Наличие в конструкции инструмента дисковых элементов определенной формы и размеров и возможности способа наладки этого инструмента (обеспечение получения точного размера между отдельными элементами профиля или незначительного изменения соотношения размеров между ними путем изменения ширины соответствующих участков калибра) позволяют изготовлять лишь один профилеразмер. Для увеличения их числа необходимо производить замену дисковых элементов на другие (со склада) с соответствующими размерами, а это требует трудоемких и продолжительных операций по перевалке и разборке-сборке валков.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа инструмент профилегибочного стана и способ наладки этого инструмента (см. патент Российской Федерации №2056193, МПК В 21 D 5/06, опубл.20.03.96, Бюл.№8). Инструмент включает верхний и нижний валки, которые образуют калибр. Каждый из валков состоит из пары цилиндроконических (дисковых) элементов, установленных на осях (валах). Оба элемента нижнего валка имеют по два периферийных цилиндрических участка, отличающихся друг от друга различными шириной и величиной диаметров. Стыкуются эти элементы валков сторонами, имеющими одинаковые размеры цилиндрических участков. Способ наладки данного инструмента включает изъятие валков из клети стана, разборку нижнего валка, его сборку с изменением взаимного расположения дисковых элементов (стыковка элементов происходит уже по другим цилиндрическим участкам), установку валков в клеть с образованием калибра с измененной (требуемой) шириной.
У заявляемого объекта и прототипа совпадают следующие существенные признаки:
- верхний и нижний валки, образующие калибр; каждый валок состоит из дисковых элементов, установленных на валу;
- получение требуемой ширины калибра путем изменения взаимного расположения дисковых элементов на валу одного из валков.
Получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Возможность изменения взаимного расположения дисковых элементов на валу нижнего валка при неизменном положении дисковых элементов верхнего валка позволяет изменять ширину калибра, но не обеспечивает в нем постоянный боковой зазор. Поэтому производимая наладка инструмента позволяет формовать другой профилеразмер, отличающийся не только своей шириной, но и увеличенными радиусами мест изгиба (из-за увеличенного бокового зазора), что снижает качество. Изменение диаметра рабочей части нижнего валка, вызванное изменением взаимного расположения дисковых элементов, при неизменном диаметре верхнего валка влечет за собой отключение от привода одного из валков, что может негативно отразиться на качестве поверхности профиля (из-за возможной пробуксовки валков вследствие недостаточного тягового усилия). Кроме того, изменение взаимного положения дисковых элементов на валу подобно аналогу требует трудоемких и продолжительных операций по перевалке и разборке-сборке валков, что в конечном итоге снижает эффективность использования оборудования и объемы производства профилей.
В основу заявляемых изобретений поставлена задача создать такой инструмент профилегибочного стана и такой способ настройки инструмента, в которых усовершенствования за счет введения в конструкцию каждого из валков, по меньшей мере, одного разъемного дискового элемента с разъемом в диаметральном направлении, а в способ - дополнительных операций по первоначальному снятию с вала каждого из валков, по меньшей мере, одного разъемного дискового элемента, сдвигу по валу на освободившееся место смежного с ним дискового элемента и последующей установке разъемного элемента за сдвинутым дисковым элементом, а также по расчету требуемой ширины калибра (а следовательно, и профиля), позволили бы при использовании изобретений обеспечить достижение технического результата, заключающегося в расширении технологических возможностей инструмента за счет увеличения числа изготовляемых профилеразмеров, повышении качества профилей за счет более четкой отформовки мест изгиба и уменьшении повреждения поверхности профилей, снижении трудозатрат и сокращении времени на наладку при переходе с изготовления одного профилеразмера на другой.
Заявляемое решение характеризуется следующими существенными признаками, которые выражены определенными понятиями, достаточными для их идентификации, направлены на решение поставленной задачи и достаточны для достижения ожидаемого технического результата во всех случаях, на которые распространяется объем правовой охраны.
Согласно формулы изобретения:
Инструмент профилегибочного стана, содержащий образующие калибр верхний и нижний валки, имеющие валы и установленные на них дисковые элементы, при этом каждый валок содержит, по меньшей мере, один разъемный дисковый элемент с разъемом в диаметральном направлении.
В частном случае исполнения инструмента разъемный дисковый элемент выполнен с выступом на одном из его торцов, а на дисковом элементе выполнена ответная ему впадина.
В другом частном случае разъемный дисковый элемент с выступом на одном из торцов выполнен ответной ему впадиной на другом торце.
Выступы и впадины могут иметь коническую поверхность.
Способ наладки инструмента профилегибочного станка, включающий получение требуемой ширины калибра путем изменения взаимного расположения дисковых элементов, при этом для изменения взаимного расположения дисковых элементов используют установленные, по меньшей мере, по одному на валу каждого валка разъемные дисковые элементы с разъемом в диаметральном направлении, сначала с вала каждого из валков снимают, по меньшей мере, один разъемный дисковый элемент, на освободившееся место сдвигают по валу смежный с ним дисковый элемент, после чего разъемный дисковый элемент устанавливают за сдвинутым дисковым элементом, требуемую ширину калибра Вн определяют по формуле
Вн=B±nb,
где В - ширина калибра до наладки; b - ширина разъемного дискового элемента; n -количество разъемных дисковых элементов, изменивших свое положение на валу валка при наладке, при этом знак «+» используют при необходимости расширения калибра, а знак «-» - при необходимости его сужения.
В частном случае осуществления способа разъемные дисковые элементы снимают с вала и устанавливают на него попарно, а смежные с ними дисковые элементы сдвигают в противоположных друг другу направлениях.
Между совокупностью существенных признаков заявляемого решения и достижением технического результата имеется следующая причинно-следственная связь. Наличие в каждом из валков разъемного дискового элемента с разъемом в диаметральном направлении позволяет снимать с вала и устанавливать на него этот элемент по частям с направлений, перпендикулярных продольной оси валка, непосредственно в клети стана без разборки валков. Это наряду с последовательностью операций по снятию с вала разъемного дискового элемента, сдвигу по валу на освободившееся место смежного с ним дискового элемента и последующей установки за ним разъемного дискового элемента позволяет быстро и просто изменить взаимное положение на валу этих элементов, т.е. наладить инструмент на изготовление нового профилеразмера. Выполнение указанных операций на обоих валках дает возможность изменить ширину калибра, сохраняя в нем неизменный боковой зазор, а следовательно, наладить инструмент на изготовление нового профилеразмера с четкой отформовкой мест изгиба, что повышает качество профилей (причем возможность осуществления перестановки элементов только на одном из валков с изменением величины бокового зазора, подобно прототипу, сохраняется). Наличие в каждом из валков двух и более разъемных дисковых элементов позволяет осуществлять наладку инструмента на изготовление соответственно большего числа профилеразмеров, что расширяет технологические возможности инструмента. При этом требуемую ширину калибра, а значит и профиля, определяют по приведенной выше формуле, в которой знак "плюс" указывает на расширение калибра, а знак "минус" означает обратную последовательность операций, приводящую к сужению калибра.
Приведенные конструктивные особенности позволяют упростить процесс установки (снятия) на вал разъемных дисковых элементов и предотвратить их возможное смещение от своего положения или выпадение из валка. Попарная перестановка разъемных дисковых элементов и сдвиг дисковых элементов в противоположных друг другу направлениях позволяют расширять или сужать калибр на одинаковую величину в обоих направлениях, сохраняя при этом первоначальное положение оси формовки, что особенно важно при изготовлении профилей сложной конфигурации. В связи с тем, что при перестановке одного разъемного элемента (или нечетного их числа) ось формовки смещается в сторону первоначального расположения этого элемента (ов) на величину, равную половине его (их суммарной) ширины, то, с целью предупреждения указанного смещения, вместо одного разъемного дискового элемента шириной b применяют два таких элемента шириной b/2. При этом расширенному калибру соответствует расположение обоих разъемных элементов между дисковыми элементами, а суженному калибру - каждого из разъемных по обе стороны от дисковых элементов.
Сущность заявляемых изобретений поясняется графическими материалами, на которых изображено:
на фиг.1 - инструмент профилегибочного стана,;
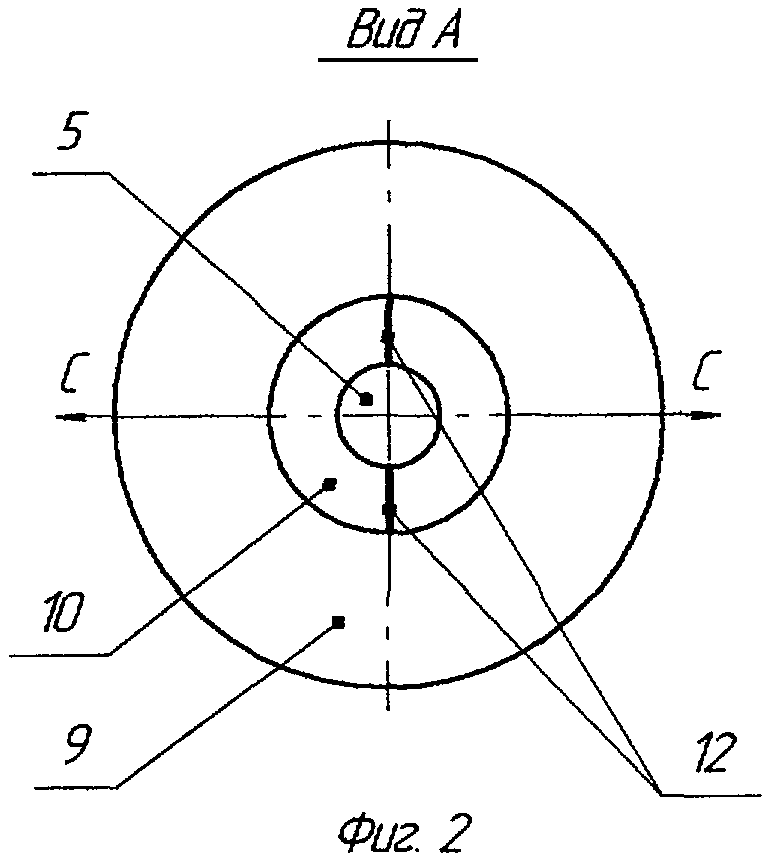
на фиг.2 - вид А на фиг.1;
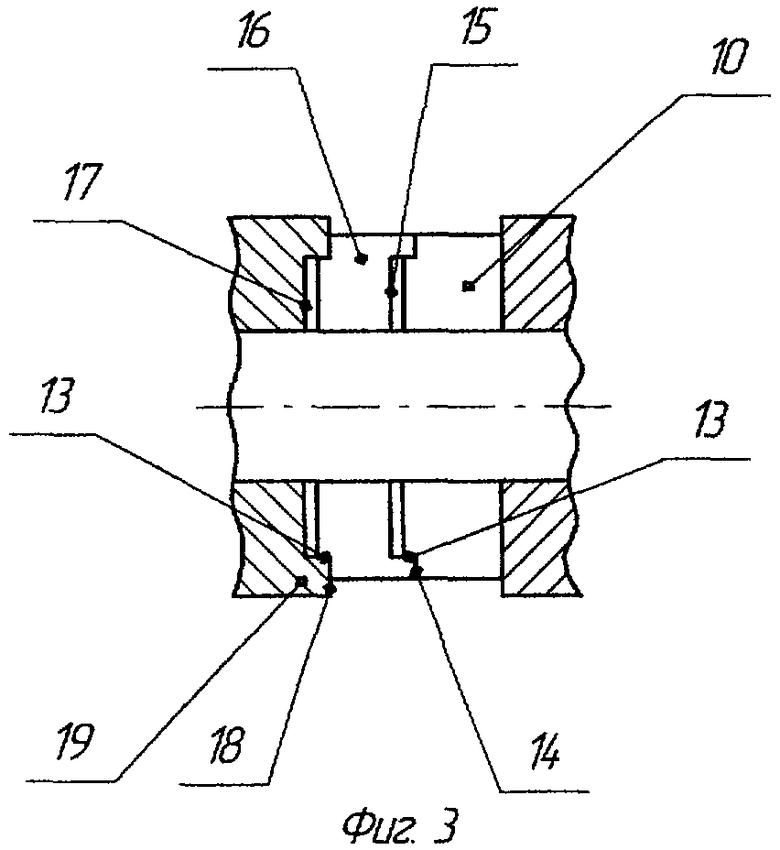
на фиг.3 - сопряжение элементов валков по цилиндрическим выступам и впадинам;
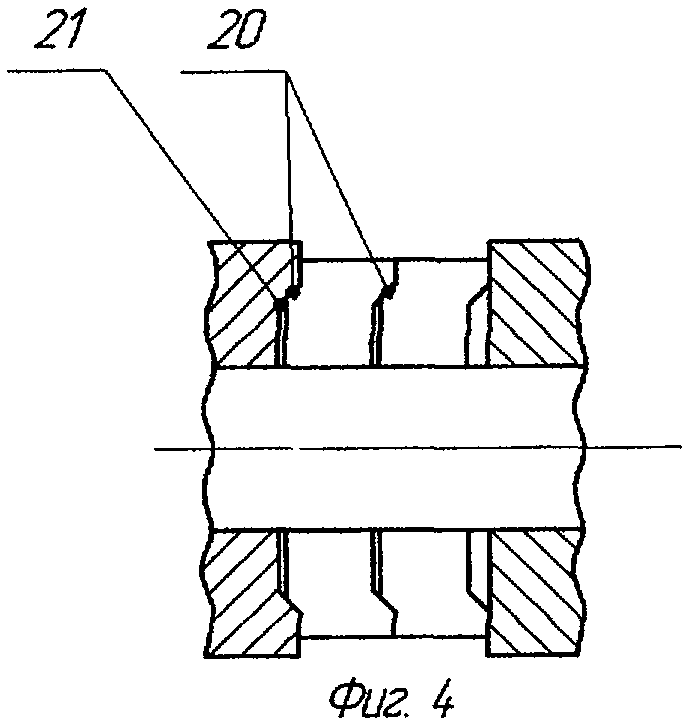
на фиг.4 - сопряжение элементов валков по выступам и впадинам с коническими поверхностями;
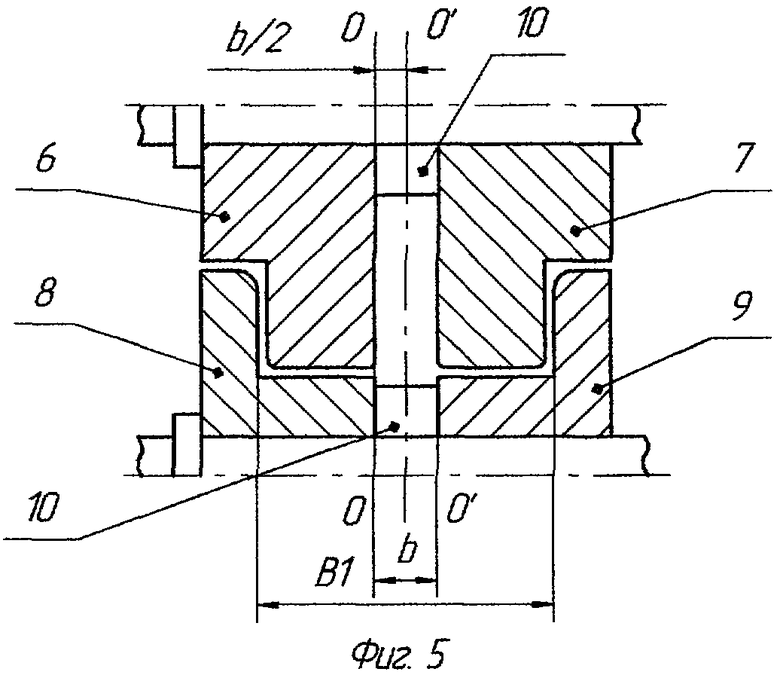
на фиг.5 - инструмент после наладки на изготовление другого профилеразмера;
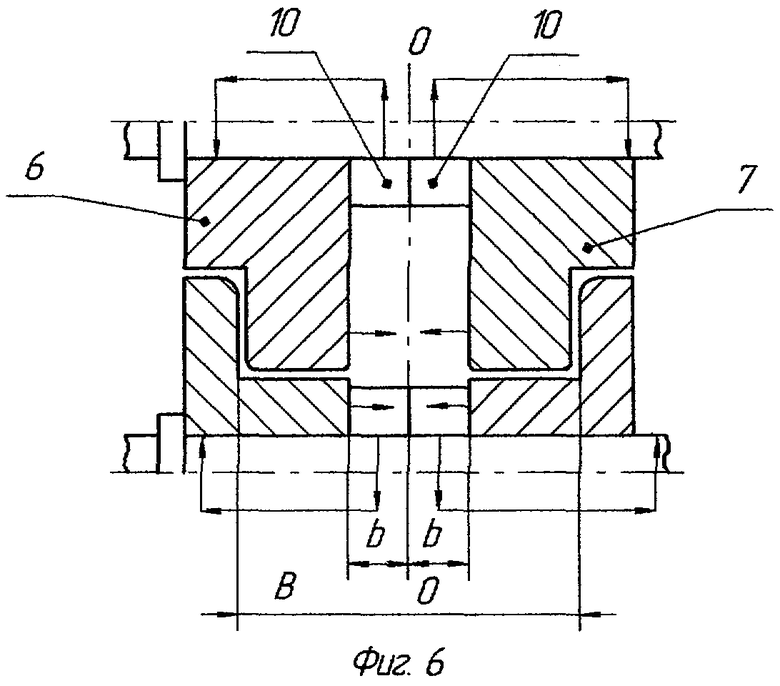
на фиг.6 - схема попарной перестановки разъемных дисковых элементов;
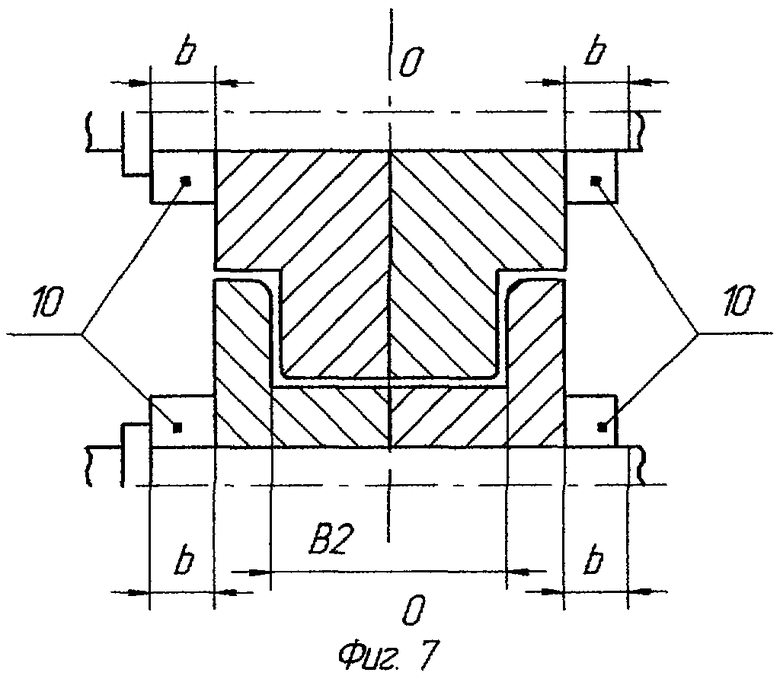
на фиг.7 - инструмент после наладки путем попарной перестановки разъемных дисковых элементов.
На графических материалах имеются следующие обозначения:
1 - верхний валок;
2 - нижний валок;
3 - калибр, образованный валками;
4 - вал верхнего валка;
5 - вал нижнего валка;
6,7 - дисковые элементы верхнего валка;
8,9 - дисковые элементы нижнего валка;
10 - разъемный дисковый элемент;
11 - базовая поверхность валков;
12 - разъем разъемного дискового элемента;
13 - выступ разъемного дискового элемента;
14 - торец разъемного дискового элемента;
15 - впадина разъемного дискового элемента;
16 - другой торец разъемного дискового элемента;
17 - впадина дискового элемента;
18 - торец дискового элемента;
19 - дисковый элемент;
20 - коническая поверхность выступа разъемного элемента;
21 - коническая поверхность впадины дискового элемента;
В - ширина калибра до наладки;
В1 и В2 - требуемая ширина калибра;
С - направление перемещения частей разъемного дискового элемента (при снятии с вала);
D - направление сдвига по валу дискового элемента;
O-O - ось формовки;
О'-О'- смещенная ось формовки;
b - ширина разъемного дискового элемента;
s - зазор в калибре.
Предлагаемая конструкция инструмента профилегибочного стана (фиг.1) содержит верхний 1 и нижний 2 валки, которые образуют калибр 3 с зазором s. На валах 4 и 5 валков расположены дискавые элементы 6, 7 и 8, 9, а также по одному разъемному дисковому элементу 10. Дисковые элементы на обоих валках выставлены по одной базовой поверхности 11 и закреплены с помощью цилиндрических шайб и гаек (не показаны). Разъемный элемент 10 (фиг.2) выполнен с разъемом 12 в диаметральном направлении. Ось формовки 0-0 делит калибр пополам.
В одном из частных случаев реализации разъемный элемент 10 выполнен с выступом 13 на его торце 14 (фиг.3), а в другом случае разъемный элемент с выступом 13 выполнен с ответной ему впадиной 15 на другом торце 16. Аналогичная впадина 17 выполнена на торце 18 дискового элемента 19. Выступы и ответные впадины имеют конические поверхности 20 на разъемном дисковом элементе (фиг.4) и 21 на дисковом элементе.
В соответствии с предлагаемым способом наладка инструмента профилегибочного стана при переходе с изготовления одного профилеразмера на другой осуществляют следующим образом. Ослабляя затяжку дисковых элементов 8 и 9 и разъемного дискового элемента 10 (фиг.1) на валу 5 нижнего валка 2, снимают по частям разъемный дисковый элемент 10 в направлениях С (фиг.2), перпендикулярных продольной оси валка. На освободившееся место сдвигают по валу 5 в направлении D дисковый элемент 9, а разъемный дисковый элемент 10 по частям устанавливают на вал за сдвинутым дисковым элементом 9, т.е. между дисковыми элементами 8 и 9 и, поддерживая части разъемного элемента 10 в требуемом положении, осуществляют затяжку элементов валка. Аналогичные действия производят на верхнем валке 1. В результате ширина калибра В (фиг.1) увеличивается на ширину разъемного дискового элемента b и составляет B1 = B+b (фиг.5), а ось формовки O-O сместилась на величину b/2 от в сторону первоначального положения разъемного дискового элемента 10 и занимает положение О' -О'. При наличии в конструкции валков двух и более разъемных дисковых элементов наладку на изготовление других профилеразмеров осуществляют согласно приведенной выше последовательности операций, а требуемую ширину калибра определяют по формуле Вn=В±nb.
В частном случае реализации способа наладки инструмента сначала разъемные дисковые элементы 10 снимают с вала верхнего валка попарно (фиг.6, стрелками указаны направления перемещения элементов), затем дисковые элементы 6 и 7 сдвигают по валу на освободившееся место в противоположных направлениях (в данном случае навстречу друг другу), после чего один из разъемных дисковых элементов 10 устанавливают за сдвинутым дисковым элементом 6, а другой - за дисковым элементом 7. Повторяя эти операции и на нижнем валке, получают требуемую ширину калибра В2 (фиг.7), которая уменьшается по сравнению с первоначальной шириной В на величину, равную двум ширинам разъемного дискового элемента 2b, то есть В2=В-2b При этом положение оси формовки O-O после наладки не изменяется. Для изменения ширины калибра на величину b (как на фиг, 5) используют пару разъемных дисковых элементов шириной 6/2 каждого из них.
Попарная перестановка разъемных дисковых элементов с сохранением оси формовки позволяет дополнительно сократить время перехода на изготовление нового профилеразмера (т.к. перестановка элементов занимает меньше времени, чем переналадка устройства, задающего полосу в стан, для ее правильного захода в измененный калибр) и расширить сортамент за счет возможности изготовления профилей сложной конфигурации, которые нельзя получить при смещении оси формовки.
Пример №1. Инструмент для изготовления гнутого швеллера 50×25×1,5 мм с радиусами мест изгиба, равными 3 мм, из полосовой заготовки шириной 95 мм содержит приводные верхний 1 и нижний 2 валки. Каждый валок состоит из двух дисковых элементов 6, 7 и 8, 9 (фиг.1) и двух разъемных дисковых элементов 10 шириной 10 мм, расположенных за дисковыми (отсчет от базовой поверхности 11), которые установлены на валах 4 и 5. Ширина калибра В = 50 мм, зазор в калибре s = 1,5 мм. Ось формовки О-О расположена посередине калибра.
При переходе на изготовление другого профилеразмера, отличающегося шириной стенки швеллера, ослабляют затяжку элементов на валу 5 нижнего валка 2, снимают с вала по частям один разъемный элемент 10, на его место сдвигают по валу смежный с ним дисковый элемент 9, а разъемный элемент 10 устанавливают за сдвинутым элементом 9 и закрепляют их на валу. То же повторяют на верхнем валке 1. Определяют новую (требуемую) ширину калибра B1=B+b=50+10=60 мм. Ось формовки смещается в сторону первоначального расположения разъемного элемента на величину b/2, т.е. на 5 мм. Поэтому и устройство, задающее полосу; в стан, сдвигают в сторону смещения оси формовки на 5 мм. Ширину заготовки увеличивают на ширину разъемного элемента, т.е. 95+10=105 мм, и осуществляют формовку, получая новый профилеразмер 60×25×1,5 мм. В связи с тем, что боковой s зазор в калибре при наладке не изменился, радиусы мест изгиба в новом профиле остаются прежними - 3 мм. Катающие диаметры валков также не изменились, поэтому причины для отключения от привода одного из валков нет. Следовательно, в отличие от прототипа качество профилей при изготовлении другого профилеразмера не ухудшается. При аналогичной перестановке другого разъемного элемента ширина калибра составляет В2=В+2b=70 мм. В связи со смещением оси формовки еще на 5 мм соответственно на такую же величину сдвигают и задающее устройство, а ширина заготовки составляет 95+2×10=115 мм. Это позволяет получить еще один профилеразмер 70×25×1,5 мм. В целом с применением данного инструмента изготавливают три профилеразмера с шириной стенки швеллера 50, 60 и 70 мм, т.е. его технологические возможности расширяются.
Время на наладку инструмента в одной клети профилегибочного стана составляет 5...8 мин., что в 5 раз меньше, чем при наладке с перевалкой и разборкой - сборкой валков. Соответственно уменьшается и трудоемкость выполняемых операций.
Пример №2. Исходным является инструмент для изготовления швеллера 70×25×1,5 мм (из примера №1). При наладке применяют попарную перестановку разъемных дисковых элементов 10 (фиг.6). Сначала оба этих элемента снимают с вала верхнего валка, смежные с ними дисковые элементы 6 и 7 сдвигают навстречу друг другу, после чего каждый из разъемных элементов 10 устанавливают по обе стороны от сомкнутых дисковых элементов 6 и 7 (фиг.7). При этом ширина калибра уменьшается и составляет В2=В-2b=50 мм, ось формовки O-O не изменяет своего первоначального положения, и формовку профилеразмера 50×25×1,5 мм осуществляют без смещения задающего устройства.
Таким образом, в результате использования заявляемых инструмента профилегибочного стана и способа наладки инструмента достигается технический результат, заключающийся в увеличении числа изготовляемых профилеразмеров, повышении качества профилей, снижении трудозатрат и сокращении времени на наладку инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2374023C2 |
| Инструмент профилегибочного стана | 1992 |
|
SU1829975A3 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Инструмент профилегибочного стана | 1983 |
|
SU1176996A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| Инструмент профилегибочного стана | 1980 |
|
SU880555A1 |
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
Изобретение относится к области обработки металлов давлением. Инструмент содержит образующие калибр верхний и нижний валки, выполненные в виде установленных на валах дисковых элементов. Инструмент снабжен установленным на валу каждого валка, по меньшей мере, одним разъемным дисковым элементом с разъемом в диаметральном направлении. Разъемный дисковый элемент может быть выполнен с выступом на одном из его торцов, а на дисковом элементе выполнена ответная ему впадина. При этом разъемный дисковый элемент с выступом на одном из торцов может быть выполнен с ответной ему впадиной на другом торце. Способ наладки включает получение требуемой ширины калибра путем изменения взаимного расположения дисковых элементов, для чего используют установленные, по меньшей мере, по одному на валу каждого валка разъемные дисковые элементы с разъемом в диаметральном направлении. Требуемую ширину калибра получают путем снятия с каждого вала, по меньшей мере, одного разъемного дискового элемента, сдвига по валу на освободившееся место смежного с ним дискового элемента и установки за сдвинутым дисковым элементом снятого разъемного дискового элемента, требуемую ширину калибра определяют по представленной в формуле изобретения математической зависимости. Достигается увеличение числа изготавливаемых профилеразмеров, повышение качества профилей, снижение трудозатрат и сокращение времени на переналадку. 2 н. и 4 з.п. ф-лы, 7 ил.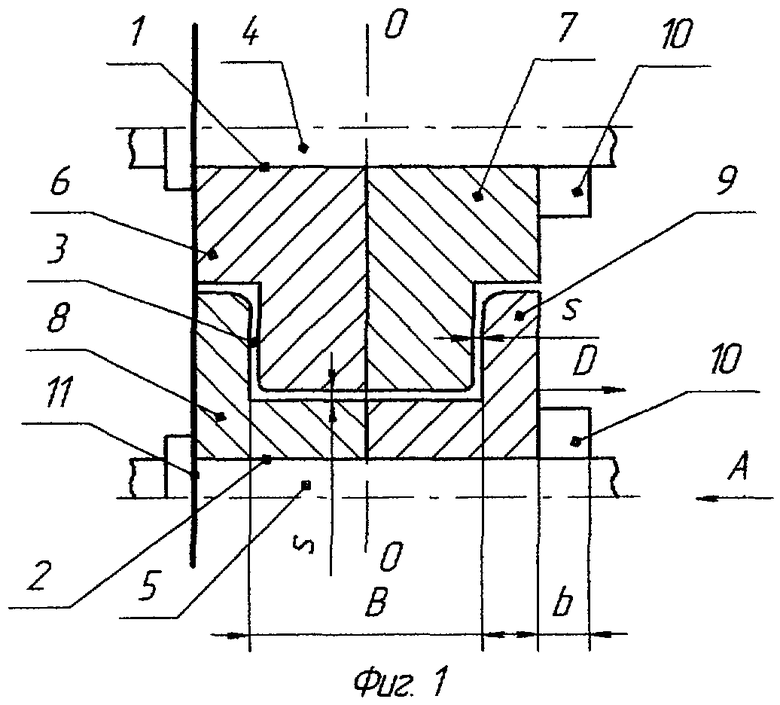
Вн = B±nb,
где В - ширина калибра до наладки;
b - ширина разъемного дискового элемента;
n - количество разъемных дисковых элементов, изменивших свое положение на валу валка при наладке,
при этом знак «+» используют при расширении калибра, а знак «-» - при его сужении.
| RU 2056193 C1, 20.03.1996 | |||
| SU 2056194 C1, 20.03.1996 | |||
| Инструмент профилегибочного стана | 1989 |
|
SU1639830A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| US 4412443 A, 01.11.1983. | |||

