Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей проката. ,
Цель изобретения - улучшение качества профилей путем повьшения точности выполнения заданных углов и предупрепадения поверхностных дефектов, а также снижение энергозатрат на формовку путем уменьшения потерь ,на трение.
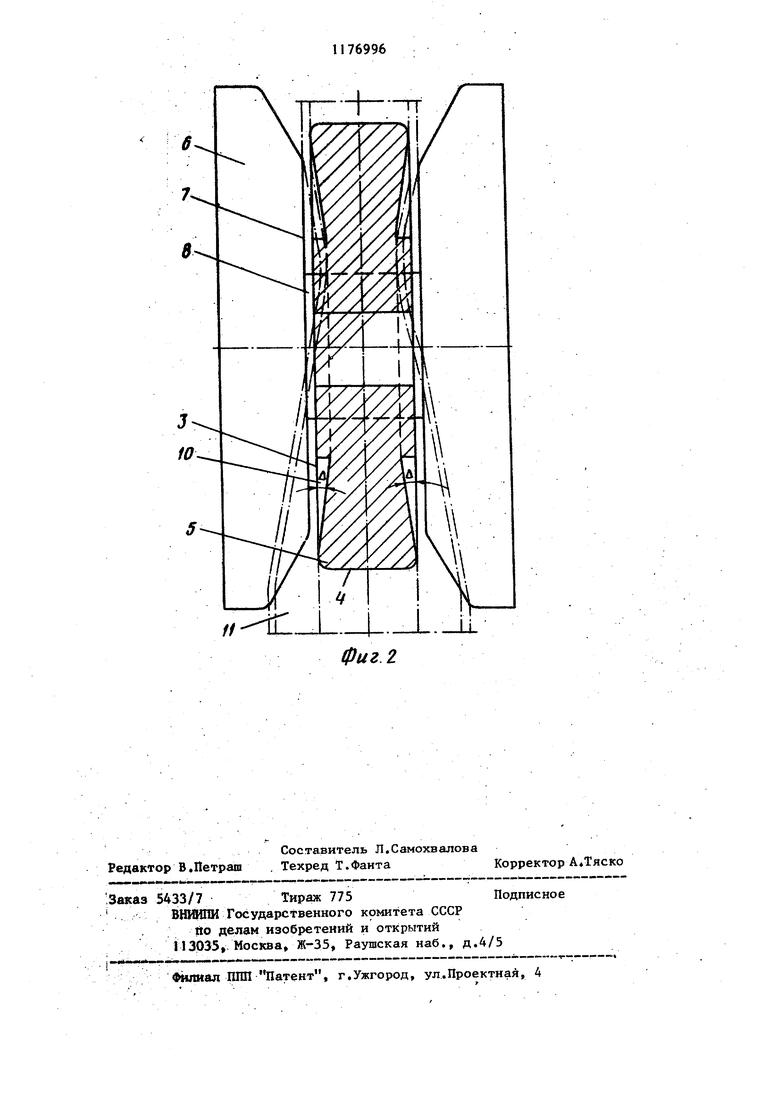
На фиг.1 изображена схема спаренных .по калибру валков, содержащих профильные элементы о торцовыми рабачими поверхностями; на фиг. 2 то же, вид свефху.
В предлагаемой конструкции инст- румента профильные дисковые эле- менты с торцовыми рабочими поверхностями для подгибки элементов профиля установлены на верхнем и нижнем валах рабочей кл.ети.
На валу 1 верхнего валка установлен профильный дисковый элемент 2 с торцовыми рабочими поверхностями 3 в сторону которых производится подгиб ка боковой стенки профиля, и цилиндри ческой поверхностью 4, сопряженной с ;Торцовой поверхностью пояском 5 с тороидальной поверхностью.
На валу нижнего валка установлены профильные дисковые элементы 6 с торцовыми рабочими поверхностями 7 для подгибки элементов профиля и профильный элемент 8 с цилиндрической рабочей поверхностью 9. На торцовых рабочих поверхностях 3 профильного дискового элемента 2 на участке калиб ра выполнены кольцевые конусные полос ти 10 для освобождения подгибаемого элемента 11 профиля от стеснения по :толщине, с углом наклона образующей к торцовой рабочей поверхности 2-5.
Инструмент работает следующим образом.
От привода стана вращение передается нижнему и верхнему валам и установленным на них профильным дисковым элементам 2,6 и 8. В калибре, образованном профильными дисковыми элементами 2 верхнего и 6 и 8 нижнего валков,.размещен,.формуемый профиль При этом элементы 11 профиля подгибаются торцовыми рабочими поверхностями 7 дисковых элементов 6 нижнего валка на угол i( , а стенка профиля зажата между цилиндрическими рабочими поверхностями 4 верхнего валка и 9 нижнего валка.
Выполненные на торцовой поверхности 3 элемента 2 соосно его цилиндрической рабочей поверхности 4 кольцевые конусные полости 10 позволяют за осевой плоскостью, валков подгибаемым элементам полкам профиля перегибаться ( например, на угол сС вследствие продолжающейся подгибки) на угол больше номинального, соответствующего перпендикулярному расположению подгибаемого элемента по отношению к оси вращения валка, находящегося в контакте с внутренней стороной места изгиба подгибаемого элемента.
Благодаря выполнению на торцовых рабочих поверхностях профильного элемента валка конусной кольцевой полости становится возможным освободить подгибаемый элемент от стеснения (сжатия) по толщине и устранить поверхностные дефекты в виде царапин и задиров-, уменьшить энергозатраты на формовку за счет, снижения потерь на трение в калибре валков. При этом места изгиба профиля в калибре валков контактируют с валком по всему внутреннему контуру сечения, что обеспечивает качественную их отформовку.
По мере удаления от осевой плоскости валков первоначально расстояние мезвду кромками подгибаемых элементов профиля уменьшается (угол подгибки увеличивается), а затем в связи с пружинением увеличивается (угол подгибки уменьшается).
На выходе профиля из валков подгибаемый элемент выходит из конусной полости и с помощью пояска с тороидальной поверхностью, предназначенйО го для отформовки места изгиба, фиксируется в заданном положении.
Формообразование профиля производится последовательно по клетям стана путем подгибки элементов профиля, например полок, за счет приложения к ним усилий со стороны дисковых элементов (инструмента) валков при зажатии в калибре стенки профиля. По достижении подгибаемым элементом положения, перпендикулярного оси вращения валка (90) . подгибаемый элемент в калибре вглков контактирует наружной стороной с торцовой рабочей поверхиостью нижнего валка, с внутренней же сторонь
благодаря кольцевой полости на торцовой поверхности верхнего валка контакт не создается.
Как показывают расчеты и исследования, при изготовлении швеллера 32x32x2 мм по режиму 0-20-АО-60-75-90 в валках с кольцевыми конусными полостями на торцовых рабочих поверхностях в последней клети энергопараметры (усилие формовки и крутящие моменты) при увеличении угла .наклона.образующей поверхности йолости уменьшаются на 20-30% вначале интенсивно, а затем практически не изменяются, т.е. остаются меньшими на 20-30% по сравнению с валками, на торцовых поверхностях которых не вьшолнены кольцевые конические полости. При этом точность профилей вначале повышается до уг- najsc. 4
, , а затем уменьшается
вследствие превышения угла подгибки .10 полЪк на 1-2.
Результаты испытаний представлены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Инструмент профилегибочного стана | 1980 |
|
SU912333A1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН КОНСТРУКЦИИ М.Е.ДОКТОРОВА - В.И.ПУНИНА | 1997 |
|
RU2118215C1 |
| Инструмент чистовой клети многоклетьевого профилегибочного стана | 1985 |
|
SU1378980A1 |
ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА, содержащий сопряженные по калибру обхватывающий иобхватываеьый валки, каждый из которых выполнен с плоскими торцовыми и цилиндри.-. ч. -Cs)...),« „ --t;Jj; -j ческими рабочими поверхностями, сопряженными между собой тороидальной поверхностью, о тлич ающийс я тем, что, с целью улучшения качества профилей путем повышения точности выполнения заданных углов и предупреждения поверхностных дефектов, а также снижения энергозатрат на формовку путем уменьшения потерь на трение, на торцовой поверхности обхватьшаемогй валка соосно его цилиндрической рабочей поверхности выполнена кольцевая полость,стенка которой наклонена к торцовой плоскости под углом 2 - 5 , при этом сопряжение стенки указанной кольцевой полости с тороидальной поверх(Л ностью вьтолнено при помощи тороидального пояска. Од QD а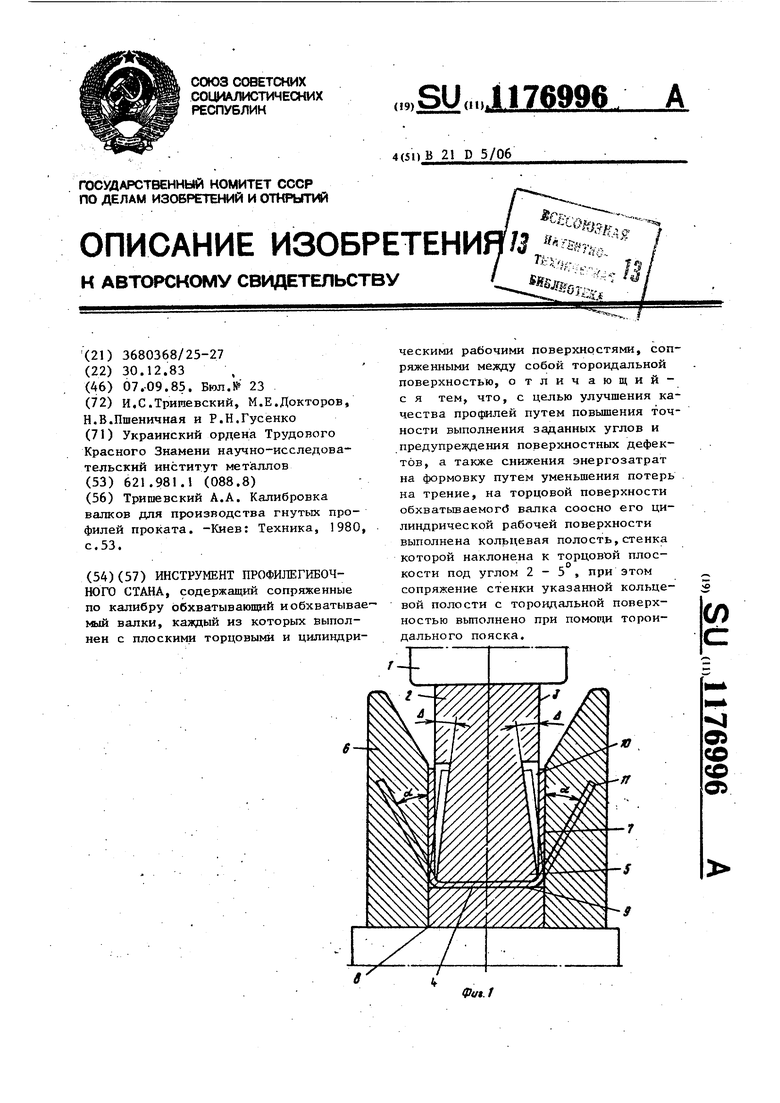
Как показывают лабораторные испытания, предлагаемый инструмент профилегибочного стана в сравнении с известным обеспечивает улучше- ние качества .за счет повьште- ния точности профилей (максимальные отклонения ширины элементов профиля до + 0,5 MMJ, исключения поверхностных дефектов в виде задиров, рисок, царапин, даже при формовке профилей из заготовки с защитным покрытием Спленочным и цинковым). Кроме того, обеспечивается снижение энергозатрат на формовку на 10-20% и увеличение скорости профилирования на 3-5%, расширяется сортамент изготавливаемых профилей за
счет Профилей с защитными покрытиями.
фиг г
| Тришевский А.А | |||
| Калибровка валков для производства гнутых профилей проката | |||
| -Киев: Техника, 1980, с.53. |
