|
О5 СО
;о
Изобретение относится к обработке ме- taллoв давлением и может быть использова- iko для изготовления поковок из различных liiapoK сталей.
Цель изобретения - иовышение качест- ра поковок за счет улучшения проработки Литой структуры металла.
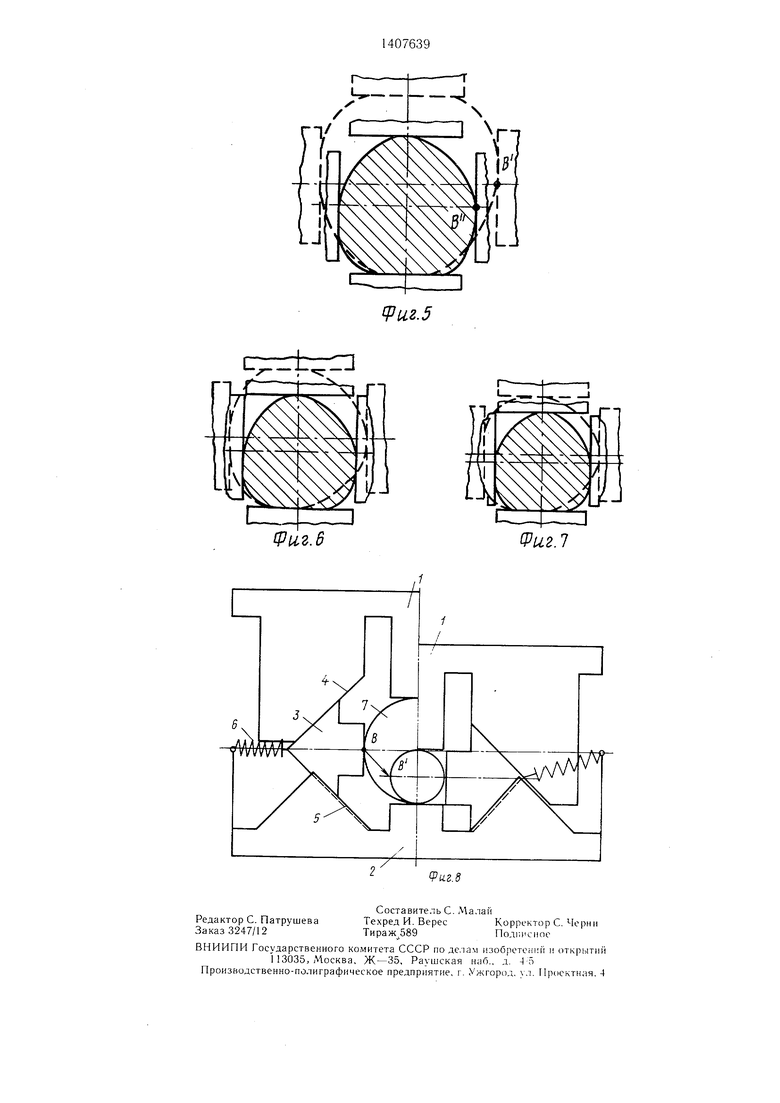
1На фиг. 1-3 изображено носледователь- юе положение бойков и заготовки до и посте обжатия с кантовками на угол 90° после саждого обжатия; на фиг. 4-7 - то же, ю со схемой кантовки заготовки последовательно на 180 и 90° (на фиг. 4 - первое збжатие; на фиг. 5 - кантовка на 180° и второе обжатие; на фиг. б - кантовка на 30° и третье обжатие; на фиг. 7 - кантовка ла 180° и четвертое обжатие); на фиг. 8 - устройство для осуществления способа ков- 1ки заготовок с несимметричным сдвигом
|слева - в исходном положении, справа - конце рабочего хода). Способ осуществляется следующим об- зазом.
Обжатие в радиальном направлении производят приводным верхним бойком 1 и работающим с ним в паре неподвижным нижним бойком 2, а обжатие радиальное со сдвигом боковыми бойками 3, расположенными в клиновых пазах, образованных поверхностями 4 и 5 бойков 1 и 2, к которым они прижаты пружинами 6. Заготовку 7 круглого сечения {показана пунктирной линией, фиг. 1) помещают между верхним 1, нижним
2и боковыми 3 бойками. Производят сближение верхнего бойка к нижнему. Давление верхнего бойка 1 осуществляет радиальную (высотную) деформацию между верхним к нижним бойками. Боковые бойки 3 посредством клинового привода двигаются одновременно в радиальном и тангенциальном направлениях. Радиальная (высотная) деформация осуществляется между боковыми бойками 3, а несимметричная тангенциальная (сдвиговая) между двумя боковыми и нижним 2 бойком.
В результате-единичного обжатия происходит процесс несимметричной сдвиговой деформации металла, находящегося в зоне контакта между боковыми бойками и поковкой (поперечное сечение показано штриховой линией фиг. 1). Затем бойки разводят, осуществляют кантовку заготовки и проводят следующее обжатие.
Процесс осуществляют необходимое количество раз.
При ковке заготовки с кантовками на 90° между обжатиями заготовку 7 (поперечное сечение показано пунктирной линией) помещают между верхним , нижним 2 и боковыми 3 бойками. После единичного ос- жатия (поперечное сечепие заготовки заштриховано, фиг. 1) верхний боек 1 перемещается в радиальном направлении и осуществляет деформацию заготовки (точка А
0
5
0
5
0
5
0
5
0
5
переместилась в положение А ). Одновременно боковые бойки 3 пере.мещаются в радиальном и тангенциальном направлениях (точка В смещается в положение В ) и осуществляют сдвиговую деформацию в зоне контакта бокового бойка 3 и заготовки. В результате за счет несимметричной сдвиговой деформации поперечное сечение заготовки получает неправильную яйцеобразную форму. Преимущественное влияние на проработку литого металла оказывает сдвиговая деформация, осуществляемая в данном случае боковыми бойками. Для того, чтобы осуществить сдвиг металла, находящегося в контакте с верхним 1 и нижним 2 бойками, производят кантовку заготовки на угол 90° (по часовой стрелке, фиг. 2). Точка А переместится из положения контакта с верхним бойком 1 в положение контакта с боковым бойком 3. Производят следующее единичное обжатие. Происходит высотная деформация верхним бойком (точка В перемещается в положение В ) и сдвиговая деформация боковыми бойками (точка А перемещается в положение А ). Затем бойки разводят, кантуют заготовку на 90 (фиг. 3) и производят следующее обжатие. Таким образом, кантуя заготовку на угол 90° в процессе ковки, последовательно осуществляют сдвиговую и высотную деформацию отдельных участков заготовок по всему периметру, равномерно прорабатывая литую структуру метатла, одновременно исключая закручивание вдоль продольной оси заготовки.
Использование кантовок заготовки последовательно на угол 180 и 90° (фиг. 4-7) осуществляют в следующей последовательности. Заготовка 7 помещается между бойками. Производится единичное обжатие, аналогично описанному. Боковые бойки 3 осуществляют сдвиговую деформацию слоев металла заготовки 7 в направлении нижнего бойка 2. Бойки разводят, осуществляют кантовку на угол 180° (т. В , фиг. 4), заготовка переместилась (фиг. 5). Производят единичное обжатие, в процессе которого осуществляется сдвиговая деформация слоев металла, прилежащих к боковому бойку в противоположном направлении (фиг. 5)(точка В переместилась в положение В).
Затем бойки разводят,кантуют заготовки за 90° (фиг. 6) и производят следующее обжатие, прорабатывая сдвиговой деформацией металл, ранее находившийся в контакте с верхним и нижним бойко.м. Потом заготовку кантуют на 180° (фиг. 7) и осуществляют сдвиг в противоположном направлении.
Использование такого варианта канто- Бок позволяет сначала интенсивно проработать одну часть заготовки, а затем другую и может быть использовано на конечной (отделочной) стадии при ковке квадратных или прямоугольных в сечении поковок.
Для исследования влияния способа ковки на проработку структуры металла по сечению поковки и закручивания ее вдоль продольной оси проводят сравнительные эксперименты на цилиндрических образцах из
чистой меди, откованных по предлагаемом , и известному способам.
Зависимость проработки литой структу ры и угла закручивания поковки от способ; ковки представлена в таблице.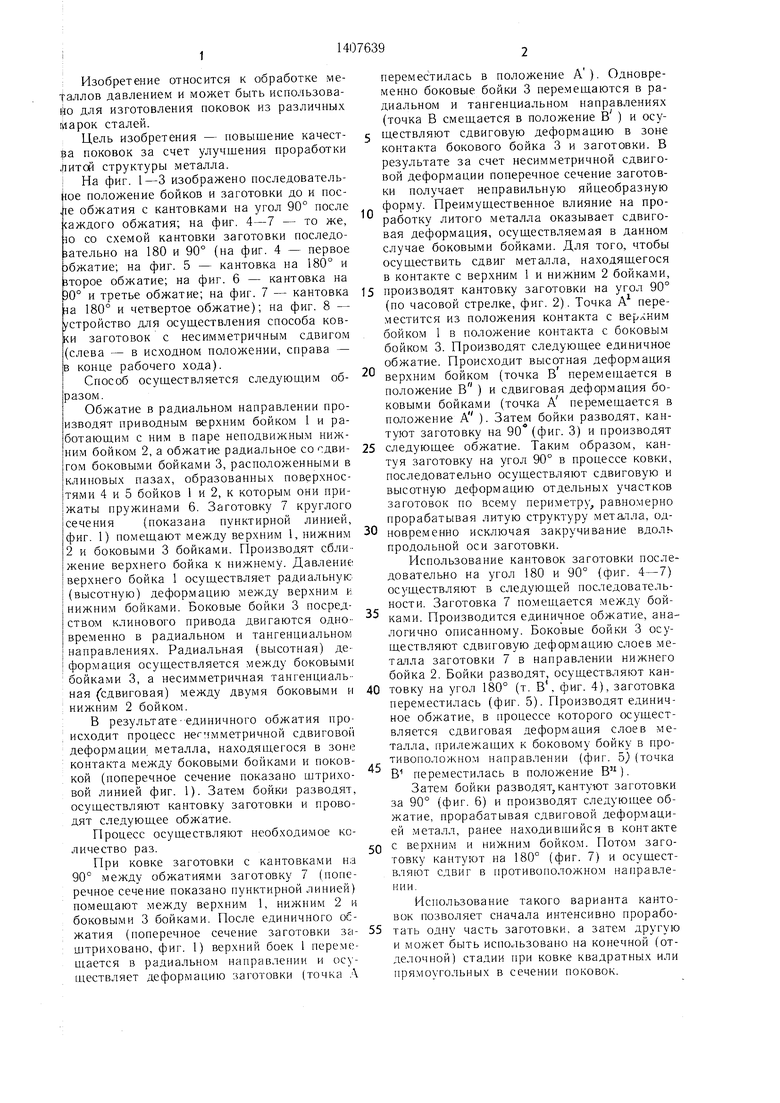
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1639860A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для изготовления поковок из различных марок сталей. Цель изобретения - повышение качества поковок за счет улучшения проработки литой структуры металла. Способ ковки заготовок включает обжатие заготовки двумя парами бойков с последующей кантовкой. При этом одной парой бойков осуществляют только радиальное обжатие заготовки. Другой парой бойков деформируют заготовку в радиальном направлении со сдвигом. Усилия сдвига бойков направлены навстречу друг другу и к одному и тому же бойку другой пары. Кантовку заготовки осуществляют до совмещения участков, обжатых одной парой бойков, с бойками другой пары. Способ позволяет исключить закручивание металла вдоль продольной оси поковки. 1 з.п. ф-лы, 8 ил., 1 табл.
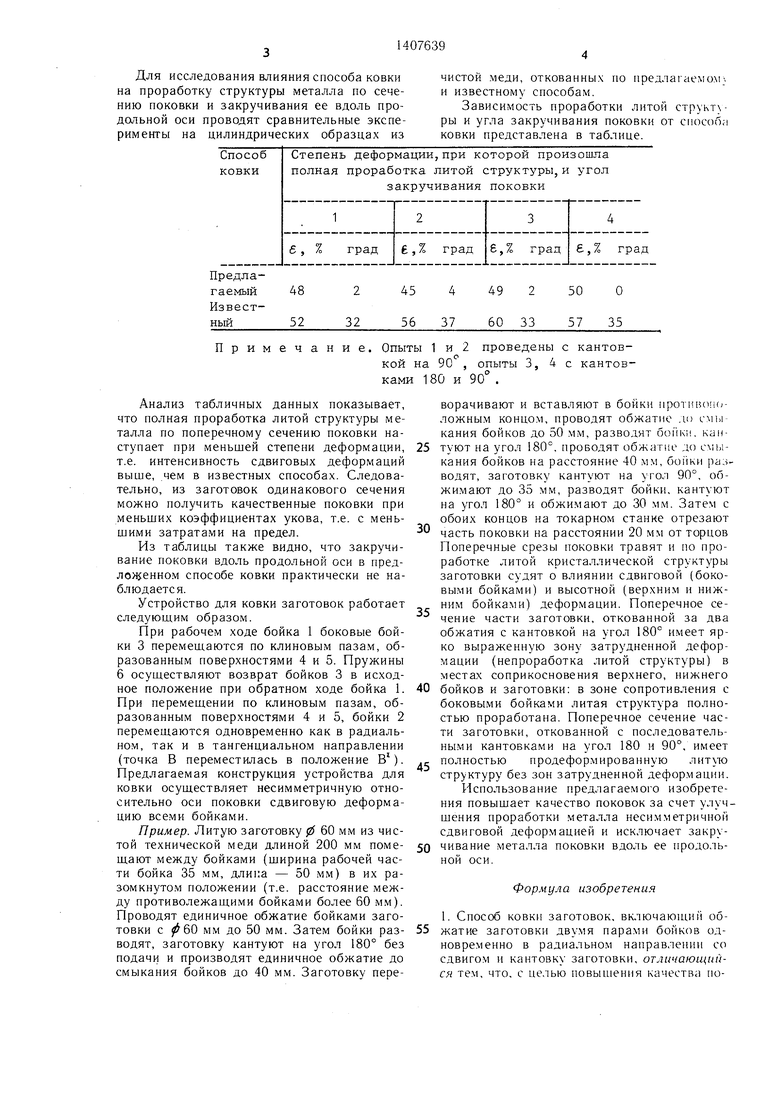
Способ Степень деформации,при которой произошла ковки полная проработка литой структуры,и угол
закручивания поковки
Примечание. Опыты 1 и 2 проведены с кантовкой на 90 , опыты 3, 4с кантов- ками 180 и 90.
Анализ табличных данных показывает, что полная проработка литой структуры металла по поперечному сечению поковки наступает при меньшей степени деформации, т.е. интенсивность сдвиговых деформаций выше, чем в известных способах. Следовательно, из заготовок одинакового сечения можно получить качественные поковки при меньших коэффициентах укова, т.е. с меньшими затратами на предел.
Из таблицы также видно, что закручивание поковки вдоль продольной оси в пред- ло)енном способе ковки практически не наблюдается.
Устройство для ковки заготовок работает следуюшим образом.
При рабочем ходе бойка 1 боковые бойки 3 перемещаются по клиновым пазам, образованным поверхностями 4 и 5. Пружины 6 осуш,ествляют возврат бойков 3 в исходное положение при обратном ходе бойка 1. При перемешении по клиновым пазам, образованным поверхностями 4 и 5, бойки 2 перемещаются одновременно как в радиальном, так и в тангенциальном направлении (точка В переместилась в положение В ). Предлагаемая конструкция устройства для ковки осуществляет несимметричную относительно оси поковки сдвиговую деформацию всеми бойками.
Пример. Литую заготовку 0 60 мм из чистой технической меди длиной 200 мм помещают между бойками (щирина рабочей части бойка 35 мм, длина - 50 мм) в их разомкнутом положении (т.е. расстояние между противолежащими бойками более 60 мм). Проводят единичное обжатие бойками заготовки с 60 мм до 50 мм. Затем бойки разводят, заготовку кантуют на угол 180° без подачи и производят единичное обжатие до смыкания бойков до 40 мм. Заготовку пере5
ворачивают и вставляют в бойки противонг)- ложным концом, проводят обжатие до смыкания бойков до 50 мм, разводят бопки. каи5 туют на угол 180°. троводят обжатие до смыкания бойков на расстояние 40 мм, разводят, заготовку кантуют на угол 90°, обжимают до 35 мм, разводят бойки, кантуют на угол 180° и обжимают до 30 мм. Затем с обоих концов на токарном станке отрезают
часть поковки на расстоянии 20 мм от торцов Поперечные срезы поковки травят и по проработке литой кристаллической структуры заготовки судят о влиянии сдвиговой (боковыми бойками) и высотной (верхним и нижним бойками) деформации. Поперечное сечение части заготовки, откованной за два обжатия с кантовкой на угол 180° имеет ярко выраженную зону затрудненной деформации (непроработка литой структуры) в местах соприкосновения верхнего, нижнего
0 бойков и заготовки: в зоне сопротивления с боковыми бойками литая структура полностью проработана. Поперечное сечение части заготовки, откованной с последовательными кантовками на угол 180 и 90°, имеет полностью продеформированную литую структуру без зон затрудненной деформации. Использование предлагаемого изобретения повыщает качество поковок за счет улучшения проработки металла неси.мметричной сдвиговой деформацией и исключает закру0 чивание металла поковки вдоль ее продольной оси.
Формула изобретения
Мучаемых поковок за счет улучшения прора- ротки литой структуры металла, одной па- |эой бойков осуществляют радиальное обжатие заготовки, а другой парой бойков осуществляют радиальное обжатие со сдвигом |бойков одновременно навстречу друг другу и к одному и тому же бойку другой пары, при этом кантовку заготовки осуществляют посФиг.1
(Риг.з
ледовательным совмещением участков заготовки, обжатых одной парой бойков, с бойками другой пары.
иг.г
Фиг. 6
иг.5
(PU2.7
fu.B.8
| Инструмент для кузнечной протяжки | 1981 |
|
SU1003988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
