Изобретение относится к машиностроению, в частности к вакуумным захватам с автоматическим управлением, и может быть использовано для захвата и сортировки деталей.
Цель изобретения - расширение технологических возможностей вакуумного захвата.
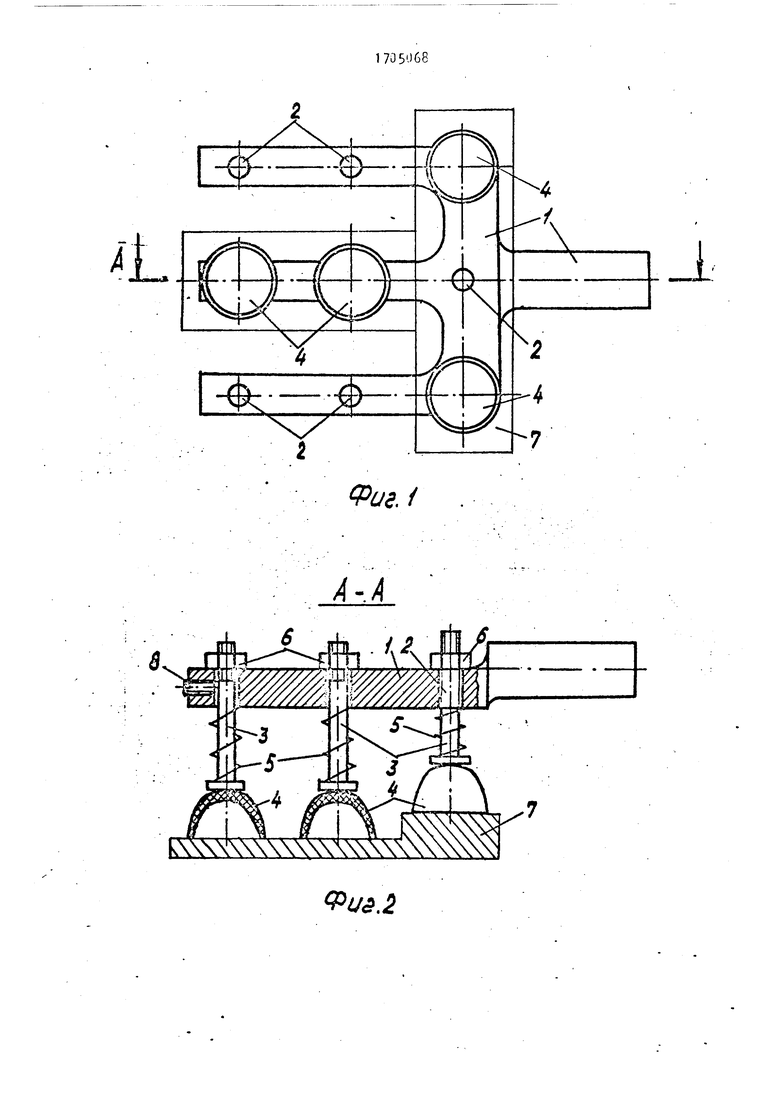
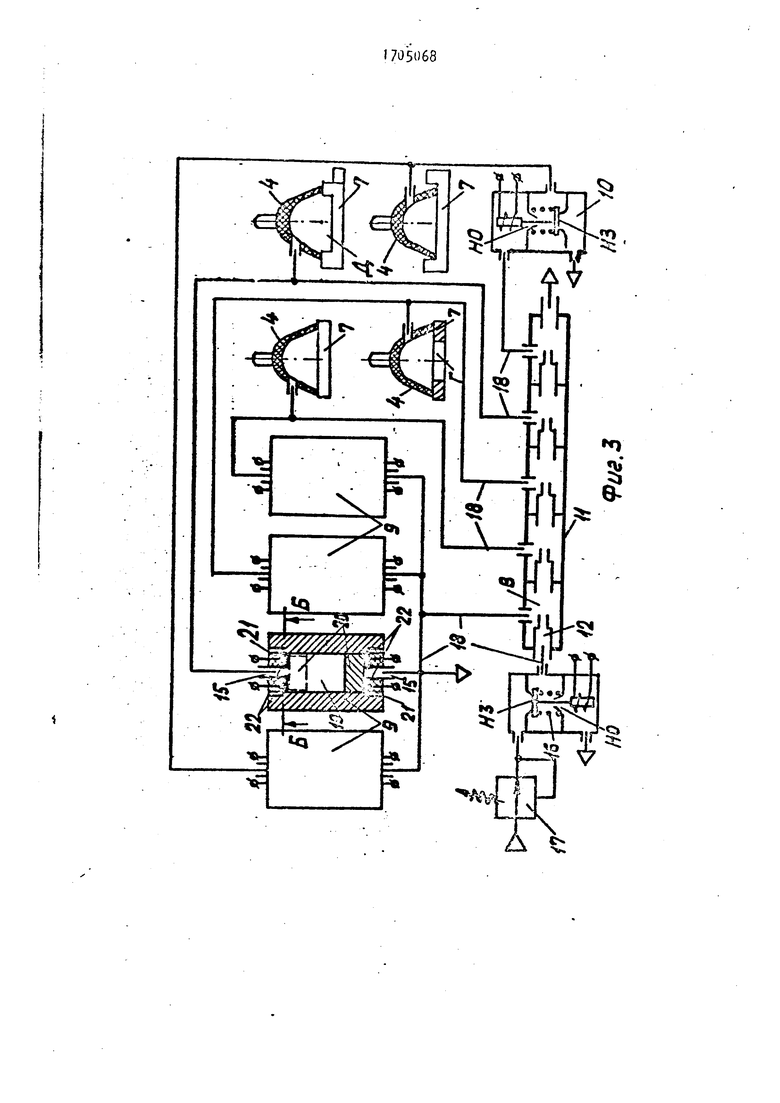
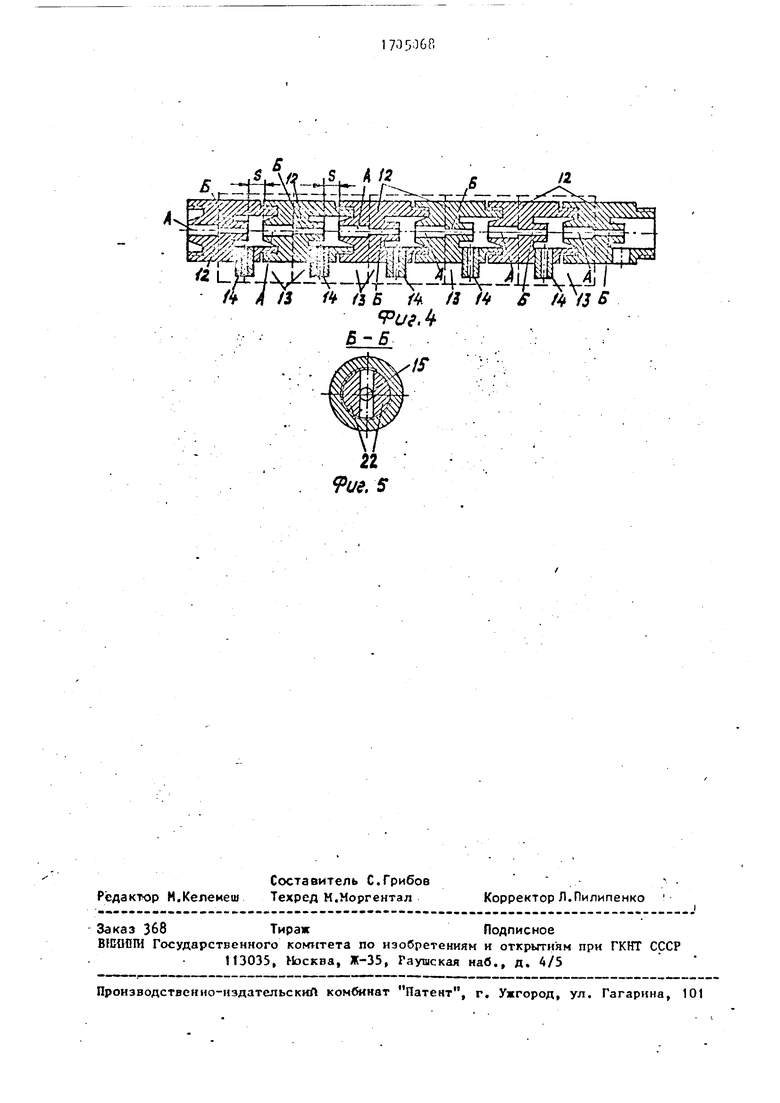
На фиг. 1 изображен вид в плане .вакуумный захват, рассчитанный на девять присосок с вариантом расположения четырех присосок для детали Т-о5ргзной формы, план; на фиг.2 - разрез А-А на фиг. 1; на фиг.З схема подключений элементов и устройств вакуумного захвата и блока сравнения; на .фиг. конструкция блока эжекторов; на фиг.5 разрез Б-Б на фиг.З.
Вакуумный захват содержит корпус 1, в установочных отверстиях 2 которого расположены направляющие Зс присосками Ь, снабженные пружиной 5 и регулировочной гайкой 6. Этим обеспечивается сменность присосок , т.е. возможность выбора необходимого количества присосок kв зависимости от конфигурации детали 7 и регулировки присосок .по высоте, что позволяет
J
о
ел о
Јй GO
использовал ь захват для деталей, имеющих ступенчатую конфигурацию, а токие ДЛР деталей, имег- их сложную .чонфигурацию в плане: lii-соразнуо, Т-сПразную, С-о5ргзнуо, в виде кольца. Каждое установочное отверстие 2, снабжено стопорным в«нтом 8, которым при необходимости можно дестко зафиксировать положение капразлящей 3, а следовательно, и присоски. Каждая присоска k снабжена блоком 9 сравнения давлений и разгрузочным клапаном 10, с нормально открытым (НО) и нормально закрытым (НЗ) входами, который обеспечивает отключение присоски и ее блока сравнения от источника вакуума, если она не используется при работе захвата, а также для ускорения разгрузки захвата -(условно показано подключение разгрузочного клапана 10 в пневматической магистрали только одной присоски) .- В последнем случае .вход НЗ клапана 10 подключается к исПодключение всех устройств осуществляется посредством соединительных трубопроводов 18.Секции 12 выполнены одинаковыми с возможностью их взаимного осевого перемещения, например посредством резьбового соединения. Это позволяет образовывать в блоке 1 любое необходимое количество эжекто10 Р°в 3, а также плавно изменять расстояние S, регулируя тем самым при настройке величину разрежения, созда ваемую каждым эжектором. Блок 9 срав нения содержит цилиндр 19 с поршнем
15 20. Торцы цилиндра выполнены в виде пробок 21, каждая из которых снабжен нормально разомкнутыми электрическими контактами 22, связанными с систе мой управления робота (не показана),
20 и входными отверстиями 15,например, в виде штуцеров для подключения к соответствующим вакуумным каналам 14 эжекторов 13. Цилиндр и пробки выполнены из диэлектрического материа30
35
40
Гточнику сжатого воздуха (не показано).25 ла,например пластмассы, а поршень - Блок 11 эжекторов предназначен для создания требуемого количества источников вакуума Он состоит из набора секций 12, каналы которых расположены соосно. Каждая последовательно подключенная пара секций образует эжектор 13 (на фиг. обведены пунктиром) . К вакуумному каналу 14 первого эжектора подключены входные отверстия 15 каждого блока сравнения 9 и одновременно этот вакуумный канал постоянно соединен с атмосферой. Этим обеспечивается эталонное разрежение, равное по величине разреженно в присос- , ке при отсутствии детали 7 или ее незахвате, или когда под присоской находится отверстие или паз. Отверстия 15 вторых входов блоков 9 сравнения и полости соответствующих присосок соединены между собой и черезд5 вход НО разгрузочного клапана 10 - с вакуумным каналом Ik одного из последующих эжекторов 13. Первая секция 12 в блоке 11 под клочена к входу НО распределительного клапана 16, кото- - рый соединяется с атмосферой, его вход НЗ пслхгтсчен к регулятору 17 давления. Последняя в блоке 11 сек- циг. соединена с атмосферой. Этим обеспечивается подключение бг.ока 11 к нс- точкику сотого создуха только to «рсмя рсботы захвата и отключение (соединен ie с атмос ером) в нерабочем состоянии или при хглостом ходе.
50
55
из токопроводящего материала. Как ва риант исполнения, поршень может быть изготовлен из пластмассы, а торцы его - фольгированы серебром или медью. Поршень 20 при соприкосновении с контактами 22 замыкает их. Пробки 21 выполнены с возможностью регулируемого осевого перемещения, например, за счет резьбового соединения с мелким шагом. Это обеспечива ет варьирование величины хода поршня и тем самым времени срабатывания бло ка 9 сравнения.
Вакуумный захват работает следующим образом.
В зависимости от вида технологического процесса определяется необходимое количество задействованных присосок k и их расположение в корпу се 1. Они монтируются посредством направляющих 3 в установочные отверстия 2 корпуса 1. Далее при необходи мости осуществляется регулировка по высоте присосок k по заданной для манипулирования детали 7 посредством пружины 5 и регулировочной гайки 6. При необходимости требуемое полояе- ние присосок может быть зафиксировано стопорными винтами 8. Необходимое количество задействованных присосок может быть задано и при полном их наборе в корпусе 1. Для этого посред ством разгрузочного клапана осуществ ляется их отключение от вакуунного
7050684
Подключение всех устройств осуществляется посредством соединительных трубопроводов 18.Секции 12 выполнены одинаковыми с возможностью их взаимного осевого перемещения, например посредством резьбового соединения. Это позволяет образовывать в блоке 11 любое необходимое количество эжекто10 Р°в 3, а также плавно изменять расстояние S, регулируя тем самым при настройке величину разрежения, создаваемую каждым эжектором. Блок 9 сравнения содержит цилиндр 19 с поршнем
15 20. Торцы цилиндра выполнены в виде пробок 21, каждая из которых снабжена нормально разомкнутыми электрическими контактами 22, связанными с системой управления робота (не показана),
20 и входными отверстиями 15,например, в виде штуцеров для подключения к соответствующим вакуумным каналам 14 эжекторов 13. Цилиндр и пробки выполнены из диэлектрического материа.25 ла,например пластмассы, а поршень - , д5
0
5
0
5 ла,например пластмассы, а поршень - 5
0
5
из токопроводящего материала. Как вариант исполнения, поршень может быть изготовлен из пластмассы, а торцы его - фольгированы серебром или медью. Поршень 20 при соприкосновении с контактами 22 замыкает их. Пробки 21 выполнены с возможностью регулируемого осевого перемещения, например, за счет резьбового соединения с мелким шагом. Это обеспечивает варьирование величины хода поршня и тем самым времени срабатывания блока 9 сравнения.
Вакуумный захват работает следующим образом.
В зависимости от вида технологического процесса определяется необходимое количество задействованных присосок k и их расположение в корпусе 1. Они монтируются посредством направляющих 3 в установочные отверстия 2 корпуса 1. Далее при необходимости осуществляется регулировка по высоте присосок k по заданной для манипулирования детали 7 посредством пружины 5 и регулировочной гайки 6. При необходимости требуемое полояе- ние присосок может быть зафиксировано стопорными винтами 8. Необходимое количество задействованных присосок может быть задано и при полном их наборе в корпусе 1. Для этого посредством разгрузочного клапана осуществляется их отключение от вакуунного
канала эжектора и подсоединение к атмосфере. При этом происходит отключение и соответствующего блока сравнения. Требуемое давление сжатого воздуха устанавливается регулятором 17 давления. В исходном .положении распределительный клапан 16 перекрывает подачу сжатого воздуха к эжекторам блока 11, соединяя их при этом с атмосферой, вакуум в полости присосок отсутствует. Это необходимо, например, при холостом ходе руки робота с вакуумным захватом для эконо7050686
большего разрежения. Под действием этой силы поршень 20 поремещлсл ся п крайнее верхнее положение (на фиг.З показано пунктиром) и замыкает верхнюю пару контактов 22, которые выдают сигнал о захвате присосками изделия. В случае незахоата детали, например, при неправильной ее ориен- j0 тации или во время транспортировки, попость одной или нескольких при- сосок оказывается соединенной с атмосферой. На блок (или блоки) 9 сравнения вновь поступают одинаковые по
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| Вакуумный захват | 1986 |
|
SU1344598A1 |
| Вакуумное захватное устройство | 1989 |
|
SU1815217A1 |
| Система управления вакуумного захватного устройства | 1988 |
|
SU1736896A1 |
| Схват манипулятора | 1985 |
|
SU1585149A1 |
| Захватное устройство | 1988 |
|
SU1549893A1 |
| Вакуумный захватный орган | 1985 |
|
SU1294434A1 |
| Вакуумный схват | 1980 |
|
SU891429A1 |
| Система управления вакуумного захватного устройства | 1982 |
|
SU1122599A1 |
| Схват робота | 1987 |
|
SU1502299A1 |
Изобретение относится к машиностроению, в частности к очувствленным вакуумным захватам с автоматическим управлением, и может быть использовано для захвата и сортировки деталей .. (Цель изобретения - расширение технологических возможностей. Вакуумный захват содержит корпус, в установочных отверстиях которого расположены направляющие с присосками, снабженные пружиной{ регулировочной гайкой и стопорным винтом. Каждая присоска снабжена блоком сравнения. Эжектор-- ный блок состоит из секций, которые образуют эжекторы, соединеннее с источником сжатого воздуха через последовательно подключенные распределительный клапан и регулятор давления. К вакуумному каналу первого эжектора подключены входные отверстия каждого блока сравнения посредством трубопроводов, чем создается эталонное разрешение. Отверстия вторых входов блоков сравнения и полости присосок соединены между собой через разгрузочные клапаны. Блок сравнения содержит цилиндр с поршнем и пробками, каядая из которых снабжена электрическими контактами. При захвате детали присоской поршень соответствующего бло- ка сравнения поднимается, замыкая контакты, сигнализируя о захвате детали. 5 ил. с .-
мичного использования сжатого возду- |5. величине сигналы, перепад давления
ха. При переводе захвата в рабочее состояние производится переключение распределительного клапана 16, его вход НО закрывается, а вход НЗ открывается. Сжатый воздух по соединительным трубопроводам 18 поступает в блок 11. Если при этом деталь 7 не захвачена одной или несколькими присосками Ь, а также если под какой-либо присоской оказывается отверстие или паз, то вакуумный канал И соответствующего эчектора, как и первого эжектора, сбединен с атмосферой. Поэтому пневматические сигналы в виде отрицательного давления (разрежения), поступающие на противоположные входные отверстия 15 блока 9 сравнения одинаковы по величине. Одинаковая величина разрежения определяется общим источником сжатого воздуха, а также регулированием расстояния S при настройке захвата посредством плавкого перемещения секций 12 одна относительно другой. Перепад давления в цилиндре 13 блока 9 сравнения отсутствует. Следовательно, на поршень 20 действует только собственный вес, поэтому он находится в г крайнем нижнем положении и замыкает
20
25
30
35
40
исчезает, поршень 20 под действием собственного веса возвращается в исходное крайнее нижнее положение и замыкает нижнюю пару контактов 22. Временной интервал между замыканием и размыканием контактов 22 можно регулировать перемещением пробок 21, уменьшая или увеличивая расстояние, которое проходит поршень между парами контактов. Для разгрузки захвата осуществляется переключение распределительного клапана 16 в исходное положение. При этом подача сжатого воздуха в блок 11 прекращается, и он соединяется с атмосферой. В результате вакуум в полости присосок исчезает, давление повышается до атмосферного и происходит отделение детали 7 от присосок k. Ускоренную разгрузку захвата, а также отключение отдельных присосок можно осуществлять переключением соответствующих разгрузочных клапанов 10: его вход НО закрывается и отключает присоску и блок 9 сравнения от соответствующего эжектора, а вход НЗ открывается и соединяет присоску и блок сравнения с атмосферой или источником сжатого воздуха. Захват обеспечивает удержание различных
нижнею пару контактов 22. Таким обра- 45 изделий, сложных по конфигурации плосэом, на выходе блока сравнения имеется сигнал от нижней пары контактов который передается в систему управления робота. При захвате детали 7 всеми присосками полости присосок перекрываются полностью, т.е. образуется замкнутое пространство, величина разрежения в котором значительно возрастает по сравнению с разрежением в вакуумном канале первого эжектора, постоянно соединенного с атмосфе рой. При этом в цилиндре 19 возникает перепал давления, результирующая сила которого направлена в сторону
50
55
ких и ступенчатых деталей, контроль расположения этих деталей на загрузочной позиции, а следовательно,захват может выдавать сигналы на их переориентацию и осуществлять сортировку на правильно и неправильно расположенные детали. Кроме того, захват может различать изделия с такими отличительными признаками, как отверстия, выступы, пазы и их место расположения на плоскости детали. В соответствии с этими признаками выдаются сигналы для последующей сортиропки или переориентации деталей, что моя5. величине сигналы, перепад давления
0
5
0
5
0
исчезает, поршень 20 под действием собственного веса возвращается в исходное крайнее нижнее положение и замыкает нижнюю пару контактов 22. Временной интервал между замыканием и размыканием контактов 22 можно регулировать перемещением пробок 21, уменьшая или увеличивая расстояние, которое проходит поршень между парами контактов. Для разгрузки захвата осуществляется переключение распределительного клапана 16 в исходное положение. При этом подача сжатого воздуха в блок 11 прекращается, и он соединяется с атмосферой. В результате вакуум в полости присосок исчезает, давление повышается до атмосферного и происходит отделение детали 7 от присосок k. Ускоренную разгрузку захвата, а также отключение отдельных присосок можно осуществлять переключением соответствующих разгрузочных клапанов 10: его вход НО закрывается и отключает присоску и блок 9 сравнения от соответствующего эжектора, а вход НЗ открывается и соединяет присоску и блок сравнения с атмосферой или источником сжатого воздуха. Захват обеспечивает удержание различных
0
5
ких и ступенчатых деталей, контроль расположения этих деталей на загрузочной позиции, а следовательно,захват может выдавать сигналы на их переориентацию и осуществлять сортировку на правильно и неправильно расположенные детали. Кроме того, захват может различать изделия с такими отличительными признаками, как отверстия, выступы, пазы и их место расположения на плоскости детали. В соответствии с этими признаками выдаются сигналы для последующей сортиропки или переориентации деталей, что мояно осуществлять этим же захватом. При этом присоски захвата в одном цикле могут выполнять функции контролирующих элементов, в другом - функции захватных элементов или совмещать эти функции. Присоски выполнены с возможностью регулируемого осевого перемещения. Дополнительно это позволяет автоматизировать процесс контроля удержания деталей, контроля наличия отличительных элементов, полрже- ния изделия на протяжении всего цикла работы захвата, что важно для повышения надежности функционирования как вакуумного захвата, так и робота, для которого он может применяться. Кроме того, контроль осуществляется бесконтактным способом, вне зоны работы захвата.
Таким образом, сама рабочая часть захвата не усложняется, так как все , дополнительные устройства располагаются на несущей конструкции робота и связь с захватом осуществляется одним соединительным трубопроводом. Применение разгрузочного клапана в маги страли подключения присоски и блока сравнения позволяет автоматизировать настройку захвата, а именно процесс задания необходимого набора присосок в корпусе захвата, м ускорять его разгрузку. Применение предлагаемой конструкции блока сравнения позволяет регулировать врем его срабатывания, он обладает простой конструкцией, причем все блоки сравнения можно изготовить э едином корпусе, что удобно при монтаже, обеспечивает минимальные габариты и при этом исключается взаимовлияние чувствительных элементов блоков сравнения.
ормул
8
изобретения
0
5
0
5
0
Вакуумный захват, содержащий корпус с присоской, полость которой соединена посредством блока сравнения давлений с вакуумным каналом первого эжектора и с атмосферой, при этом полость присоски подключена к вакуумному каналу второго эжектора, причем вход первого эжектора связан посредством распределительного клапана и регулятора давления с источником сжатого воздуха, а блок сравнения выполнен в виде цилиндра с поршнем, кото-, рый при перемещении имеет возможность переключения электрических контактов, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительными присосками, установленными на корпусе с возможностью регулировочного перемещения, а каждая дополнительная присоска снабжена соответствующим блоком сравнения, эжектором и разгрузочным клапаном, при этом все эжекторы соединены.соосно между собой с возможностью осевого перемещения, кроме того, вход каждого последующего эжектора соединен с выходом предыдущего эжектора, а диа-i метр входного канала каждого последующего эжектора больше диаметра | выходного канала предыдущего эжектора, причем одни входы дополнительных блоков сравнения соединены с вакуумным каналом первого эжектора, а вторые входы - с полостями соответ-. ствующих дополнительных присосок, при этом полость каждой дополнительной присоски подключена через разгрузочный клапан к вакуумному каналу соответствующего эжектора.
L
frrt-J-- - Xj
V Y
t Mcb
89 05 СП
f
л
V V$M%
ЙС
Ш%%&7Я о
V ,vx.: . К%Ж
Q
Ctl
Л
ft п
у
f
о
Ctl
-41
o
AtV
д
Ј
/2
| Насос | 1917 |
|
SU13A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ( ВАКУУМНЫЙ ЗАХВАТ | |||
