Изобретение относится к обработке металлов давлением и может быть использовано для определения стойкости пуансонов различных конструкций при полугорячей и горячей штамповке.
Известны штампы, при помощи которых имеется возможность определения стойкости пуансонов (Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет штампов. - М.: Машгиз., 1952 г.; Семенов Е.И. Технология и оборудование ковки и горячей штамповки. - М.: Машиностроение, 1999 г.; Крымский И.И. Штампы для горячей штамповки. Изготовление и наладка. - М.: Машгиз, 1963 г.; Куниловский В.В., Крутиков В.К. Литые штампы для горячего и объемного деформирования. - Л.: Машиностроение, 1987 г.; Евстратов В.А. Основы технологии выдавливания и конструирования штампов. - Харьков: Вища школа, 1987 г.).
Недостаток этих штампов в том, что они являются рабочими и при определении стойкости требуются большие физические и экономические затраты. При использовании этих штампов определение стойкости возможно только для пуансонов с определенной геометрией рабочей части.
Прототипом является установка для определения стойкости пуансонов, предназначенных для выдавливания при повышенных температурах, содержащая пресс и штамп в виде верхней плиты с закрепленным на ней образцом-пуансоном и нижней плиты с установленным на ней нагревательным устройством, внутри которого расположена ударная пята (SU 734535 А, 19.05.1980, G 01 N 3/34).
Прототип имеет следующие недостатки по сравнению с предлагаемым изобретением: невозможность создания реальных условий процесса.
Задачей предложенного технического решения является возможность определения стойкости пуансонов полугорячего и горячего выдавливания путем нагружения образца-пуансона.
Установка для определения стойкости пуансонов, предназначенных для выдавливания при повышенных температурах, содержащая пресс и штамп в виде верхней плиты с закрепленным на ней образцом-пуансоном и нижней плиты с установленным на ней нагревательным устройством, внутри которого расположена ударная пята, она снабжена демпфирующим устройством, размещенным в нижней части пресса и связанным посредством толкателя с ударной пятой, милливольтметром с термопарой, связанным с нагревательным устройством, месдозой, закрепленной между образцом-пуансоном и верхней плитой штампа, подключенной к месдозе регистрирующей аппаратурой и направляющими колонками и втулками, пуансон-образец выполнен с рабочей частью в виде выпуклой поверхности, имеющей форму шарового сегмента, ударная пята выполнена с вогнутой поверхностью, соответствующей выпуклой поверхности рабочей части образца-пуансона, а верхняя плита штампа оснащена хвостовиком для крепления ее к ползуну пресса.
На чертеже изображена общая схема установки для определения стойкости пуансонов, предназначенных для выдавливания при повышенных температурах. Верхняя плита 6 штампа прикреплена хвостовиком 7 к ползуну пресса. К верхней плите 6 штампа с помощью пуансонодержателя и винта прикреплен быстросъемный образец-пуансон 1. На нижней плите штампа установлено нагревательное устройство 3, внутри которого размещена нагреваемая ударная пята 2, выполненная из термостойкого сплава, и часть толкателя 4. Месдоза 5 закреплена между образцом-пуансоном 1 и каленой прокладкой верхней плиты 6 штампа, для регистрации силы нагружения (силы выдавливания) совместно с усилителем 10, тензостанцией 11 и самопишущим быстродействующим прибором 12. Штамп снабжен направляющими колонками и втулками 8 для обеспечения точности хода образца-пуансона. К нижней плите штампа крепится, связанное с толкателем, протарированное демпфирующее устройство 9, предназначенное для воздействия на образец-пуансон 1 в процессе нагружения удельной силы сопротивления со стороны ударной пяты 2, равной удельной силе выдавливания. Контроль температуры нагрева ударной пяты 2 осуществляется с помощью термопары 13, связанной с нагревательным устройством 3, и милливольтметра пирометрического с двухпозиционным регулирующим устройством 14 типа МР-64-02.
Предварительно устанавливается технологический режим испытаний(число ходов ползуна пресса в минуту; устойчивая температура нагрева ударной пяты, с нанесенной на ее рабочую поверхность термостойкой смазки, например смазки КБЖ; удельная сила сопротивления демпфирующего устройства, развивающаяся при малом ходе (4...5 мм) ударной пяты под действием образца-пуансона в конце его рабочего хода). Образец-пуансон должен быть изготовлен из материала и по технологии, идентичным материалу и технологии изготовления рабочих пуансонов производства.
Установка работает следующим образом.
Хвостовик 7 крепится в ползуне пресса. Во время рабочего хода вниз образец-пуансон 1 своей рабочей частью в виде выпуклой поверхности, имеющей форму шарового сегмента, входит в контакт с соответствующей вогнутой поверхностью ударной пяты 2 и перемещается совместно с ней на 4...5 мм, подвергаясь тепловому и силовому воздействию за время, соответствующее реальному процессу контакта инструмента и заготовки при полугорячем или горячем выдавливании. Перемещение передается на демпфирующее устройство 9 через толкатель 4. Тепловое воздействие обеспечивается нагревательным устройством 3 и контролируется термопарой 13 и милливольтметром пирометрическим с двухпозиционным регулирующим устройством 14 типа МР-64-02. Центрирование движения образца-пуансона осуществляется направляющими колонками штампа 8. Выпуклая шаровая сегментная поверхность образца-пуансона 1 и соответствующая ей вогнутая шаровая поверхность ударной пяты 2 способствует их полному контакту и воздействию удельной силы сопротивления по нормали к поверхности образца-пуансона. Действующая на образец-пуансон 1 сила задается изменением жесткости демпфирующего устройства 9 и регистрируется с помощью месдозы 5, установленной между образцом-пуансоном 1 и верхней плитой 6 штампа, передающей импульс силы через усилитель 10 на тензостанцию 11. Значения импульса силы регистрируются графически на самопишущем быстродействующем приборе (Н327)12.
Через один час работы установки в автоматическом режиме (примерно 2400 циклов) пресс выключается. Образец-пуансон 1 извлекается из установки, его рабочая поверхность очищается от смазки и подвергается осмотру под микроскопом с целью обнаружения разгарных трещин. Если трещины имеют зарождающийся характер, испытания прекращаются и делается заключение о полной стойкости с увеличением числа циклов в 1,85 раз. Если трещины имеют развитой характер (глубина, протяженность), время испытаний нового образца уменьшается до 30 минут. Если трещины не обнаруживаются, испытания продлеваются еще на один час.
Предложенная установка позволяет по известным или предварительно рассчитанным характеристикам технологического режима выдавливания при повышенных температурах (температуре нагрева заготовки в процессе деформации; максимальной удельной силы, действующей на рабочую поверхность пуансона в момент контакта инструмента и заготовки; производительности) определять стойкость образца-пуансона. Рабочая часть образца-пуансона выполнена в виде выпуклой поверхности, имеющей форму шарового сегмента, и является моделью реального пуансона выдавливания. Таким образом, становится возможным установить реальную стойкость рабочих пуансонов полугорячего горячего выдавливания с различной геометрией рабочей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экспериментальный штамп для деформирования образцов | 1985 |
|
SU1397140A1 |
| Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка | 2022 |
|
RU2793661C1 |
| Экспериментальный штамп для деформирования образцов | 1987 |
|
SU1338952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для выдавливания стержневых деталей | 1985 |
|
SU1303245A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Экспериментальный штамп для деформирования образцов | 1978 |
|
SU700255A1 |
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Смазка для полугорячей штамповки металлов | 1982 |
|
SU1186633A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для определения стойкости пуансонов различных конструкций, применяемых при полугорячей и горячей штамповке. Установка содержит пресс и штамп в виде верхней плиты с образцом-пуансоном и нижней плиты с нагревательным устройством, с которым связаны милливольтметр с термопарой. В нижней части пресса размещено демпфирующее устройство, связанное посредством толкателя с ударной пятой, которая размещена внутри нагревательного устройства. Образец-пуансон имеет рабочую часть в виде выпуклой поверхности в форме шарового сегмента. Ударная пята выполнена с вогнутой поверхностью, соответствующей выпуклой поверхности образца-пуансона. В установке предусмотрена регистрирующая аппаратура, подключенная к месдозе, закрепленной между образцом-пуансоном и верхней плитой. В результате создаются реальные условия процесса выдавливания, в связи с чем обеспечивается повышение точности определения стойкости пуансонов. 1 ил.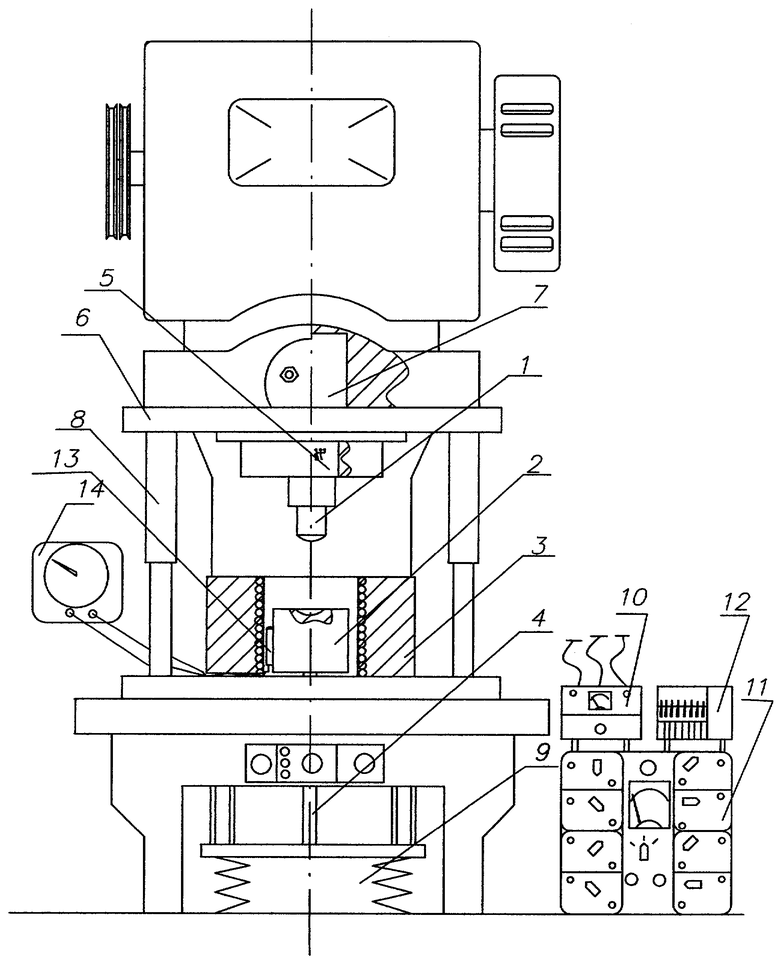
Установка для определения стойкости пуансонов, предназначенных для выдавливания при повышенных температурах, содержащая пресс и штамп в виде верхней плиты с закрепленным на ней образцом-пуансоном и нижней плиты с установленным на ней нагревательным устройством, внутри которого расположена ударная пята, отличающаяся тем, что она снабжена демпфирующим устройством, размещенным в нижней части пресса и связанным посредством толкателя с ударной пятой, милливольтметром с термопарой, связанным с нагревательным устройством, месдозой, закрепленной между образцом-пуансоном и верхней плитой штампа, подключенной к месдозе регистрирующей аппаратурой и направляющими колонками и втулками, образец-пуансон выполнен с рабочей частью в виде выпуклой поверхности, имеющей форму шарового сегмента, ударная пята выполнена с вогнутой поверхностью, соответствующей выпуклой поверхности рабочей части образца-пуансона, а верхняя плита штампа оснащена хвостовиком для крепления ее к ползуну пресса.
| Установка для исследования стойкости материалов | 1977 |
|
SU734535A1 |
| Способ определения стойкости штамповых сталей | 1973 |
|
SU502290A1 |
| Установка для проведения стойкостных испытаний | 1978 |
|
SU742740A1 |
| Способ исследования стойкостишТАМпОВыХ СТАлЕй | 1979 |
|
SU838528A1 |
| DE 3717031 C1, 10.11.1988 | |||
| Циклон | 1984 |
|
SU1243774A1 |

