Изобретение относится к области станкостроения и может быть использовано в люнетах круглошлифовальных станков для бесцентровой обработки, например, дорожек качения или буртов наружных или внутренних колец подшипников качения.
Известно бесцентровое наружное шлифование с базированием деталей на жестких опорах (В.П.Филькин, И.Б.Колтунов «Прогрессивные методы бесцентрового шлифования, Машиностроение, Москва, 1971, с.141). При таком способе шлифования деталь базовой поверхностью устанавливают на две опоры, расположенные под углом друг к другу и жестко закрепленные на вертикальной стойке, являющейся частью суппорта бабки изделия.
Одной из разновидностей бесцентрового наружного шлифования с базированием деталей на жестких опорах является бесцентровое шлифование наружной поверхности с базированием по обрабатываемой поверхности.
К недостаткам известного решения можно отнести пониженную жесткость, необходимость точной настройки углов, узкий спектр подавляемых гармонических составляющих некруглости.
Известна многоступенчатая самоустанавливающаяся корректирующая опора, применяемая при бесцентровом шлифовании (RU 2228249, 2004.10.05, В 24 B 19/06). Способ бесцентрового шлифования основан на использовании в качестве базовой поверхности - обрабатываемой поверхности изделия, при этом при шлифовании для стабилизации оси вращения изделия в направлении его обработки используют многоступенчатую самоустанавливающуюся корректирующую опору, состоящую из призматических башмаков, балансиров первой ступени и коромысла, и нижнюю опору. Шлифование осуществляют с расположением упомянутых элементов многоступенчатой самоустанавливающейся корректирующей опоры под заданными углами μ0, μ1, μ2, а нижней опоры под углом β к вертикали, значения которых выбирают из условия гарантированного исправления гармонических составляющих некруглости профиля в заданном диапазоне их спектра.
К недостаткам известного решения можно отнести ограничения по диапазону диаметров обрабатываемых изделий и более широкий, но ограниченный спектр подавляемых гармоник.
Задачи, которые решены изобретением, состоят в расширении диапазона диаметров обрабатываемых изделий, расширении спектра подавляемых гармоник.
Поставленные задачи решены следующим образом.
Люнет шлифовального станка, содержащий стойку, на которой смонтированы нижняя опора для компенсации веса изделия и многоступенчатая самоустанавливающаяся корректирующая опора, состоящая из элементов - балансиров и опорных башмаков, положение которых в опоре определено углами μ1 и μ2, где μ1 - угол, образованный радиусом, проходящим через центр вращения изделия и ось качания опорного башмака, и радиусом, проходящим через центр вращения изделия и ось качания балансира первой ступени; μ2 - угол, образованный радиусом, проходящим через центр вращения изделия и ось качания опорного башмака, и радиусом, проходящим через центр вращения изделия и точку контакта опорной поверхности одного плеча опорного башмака с изделием, отличается тем, что многоступенчатая самоустанавливающаяся корректирующая опора, состоящая из симметричных относительно своих осей качания элементов, выполнена асимметричной относительно оси последней ступени, при этом по меньшей мере у одного из элементов одной из ступеней заданные углы μ1 и/или μ2 отличаются от заданных углов μ1 и/или μ2 остальных элементов этой же ступени. Люнет может быть выполнен в виде единой монолитной конструкции и/или в виде отдельных элементов. Многоступенчатая самоустанавливающаяся корректирующая опора представляет собой рычажно-шарнирную систему.
Предлагаемое изобретение поясняется чертежами, на которых приведены люнеты с трехступенчатыми опорами.
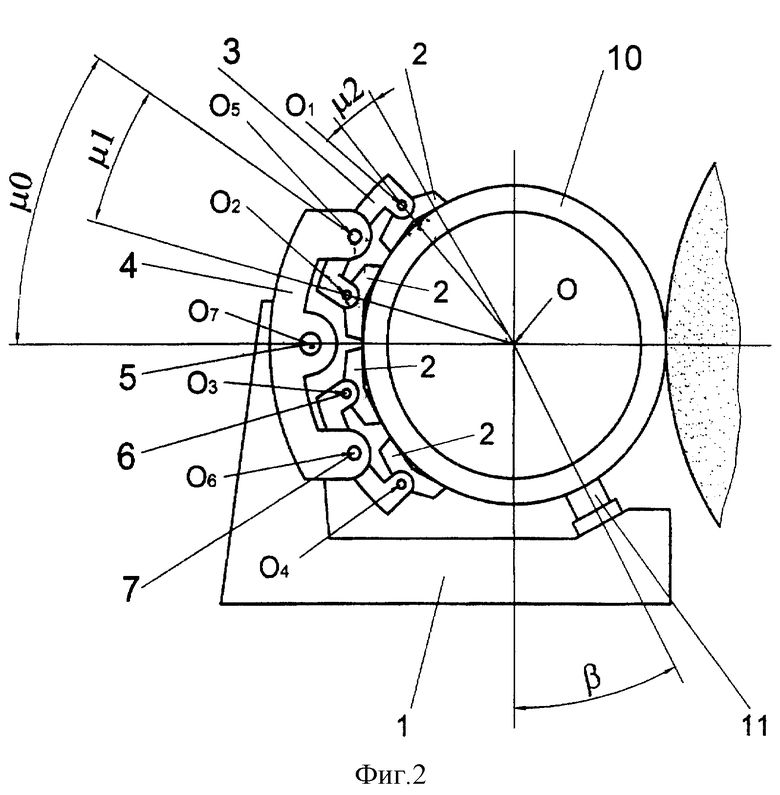
На фиг.1 изображен люнет, выполненный в виде монолитной конструкции, на фиг.2 - люнет, опора которого выполнена в виде отдельных элементов.
Люнет представляет собой стойку 1, которая устанавливается на столе или станине шлифовального станка. В стойке 1 смонтирована многоступенчатая самоустанавливающаяся корректирующая опора, которая состоит из опорных башмаков 2, балансиров первой ступени 3, балансира второй ступени - коромысла 4, установленного шарнирно подвижно на оси 5 в стойке 1.
На фиг.1 и 2 приведены варианты конструктивного выполнения люнета.
Опора люнета на фиг.2 выполнена в виде отдельных элементов, которые шарнирно связаны между собой: опорные башмаки 2, установлены шарнирно подвижно на осях 6 балансиров 3, которые, в свою очередь, установлены шарнирно подвижно на осях 7 в коромысле 4.
Люнет на фиг.1 выполнен в виде единой монолитной детали, в которой шарнирные подвижные элементы выполнены в виде перемычек 8, 9, опорные башмаки 2 снабжены износостойкими антифрикционными вставками.
Для компенсации веса изделия 10 в стойке 1 установлена нижняя опора 11, расположенная под заданным углом β к вертикали.
Многоступенчатая самоустанавливающаяся корректирующая опора представляет собой многоступенчатую рычажно-шарнирную систему, каждая ступень которой расположена симметрично относительно оси качания коромысла 5. Число ступеней самоустанавливающейся опоры n, где n=2, 3... и углы μ0, μ1, μ2, определяют исходя из гарантированного исправления гармонических составляющих некруглости профиля в заданном диапазоне их спектра, при этом
μ0 - угол, образованный радиусом, проходящим через центр вращения изделия (точка О) и ось качания балансира первой ступени (точки О5 или О6), и радиусом, проходящим через центр вращения изделия (точка О) и ось качания коромысла (точка О7),
μ1 - угол, образованный радиусом, проходящим через центр вращения изделия (точка О) и ось качания опорного башмака (точки O1, O2, O3, O4), и радиусом, проходящим через центр вращения изделия (точка О) и ось качания балансира первой ступени (точки О5, О6),
μ2 - угол, образованный радиусом, проходящим через центр вращения изделия (точка О) и ось качания опорного башмака (точки O1, O2, O3 O4), и центр вращения изделия (точка О) и точку контакта опорной поверхности одного плеча опорного башмака с изделием.
Сущность изобретения заключается в том, что корректирующая опора, состоящая из симметричных относительно своих осей качания элементов, выполнена асимметричной относительно оси последней ступени опоры. Для этого, по крайней мере, заданные углы одного из элементов одной из ступеней отличается от заданных углов аналогичного элемента этой же ступени.
На фиг.1 представлена конструкция корректирующей опоры, в которой один из опорных башмаков, образующих первую ступень, установлен так, что угол μ2, определяющий точки контакта каждого плеча опорного башмака с поверхностью изделия, отличается от углов μ2 остальных опорных башмаков этой же ступени.
Такая конструкция позволяет:
- расширить общий спектр подавляемых гармоник, так как каждая пара балансиров обеспечивает эффективное подавление определенной части спектра гармоник,
- расширить диапазон диаметров изделий, обрабатываемых на одном и том же люнете.
Изобретение найдет применение при обработке наружных и внутренних цилиндрических поверхностей изделий, к которым предъявляются высокие требования к точности геометрической формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| СПОСОБ ШЛИФОВАНИЯ ВАЛКОВ И ЛЮНЕТ | 2004 |
|
RU2270084C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2003 |
|
RU2234674C1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
Изобретение относится к области станкостроения и может быть использовано в люнетах круглошлифовальных станков для бесцентровой обработки, например, дорожек качения или буртов наружных или внутренних колец подшипников качения. Люнет содержит стойку, на которой смонтированы нижняя опора для компенсации веса изделия и многоступенчатая самоустанавливающаяся корректирующая опора. Последняя состоит из симметричных относительно своих осей качания элементов - балансиров и опорных башмаков. Положение их в опоре определено углами μ1 и μ2, где μ1 - угол, образованный радиусом, проходящим через центр вращения изделия и ось качания опорного башмака, и радиусом, проходящим через центр вращения изделия и ось качания балансира первой ступени; μ2 - угол, образованный радиусом, проходящим через центр вращения изделия и ось качания опорного башмака и радиусом, проходящим через центр вращения изделия и точку контакта опорной поверхности одного плеча опорного башмака с изделием. Упомянутая многоступенчатая опора выполнена асимметричной относительно оси последней ступени. По меньшей мере у одного из элементов одной из ступеней заданные углы μ1 и/или μ2 отличаются от заданных углов μ1 и/или μ2 остальных элементов этой же ступени. Такая конструкция расширяет диапазон диаметров обрабатываемых изделий и расширяет спектр подавляемых гармоник. 2 з.п. ф-лы, 2 ил.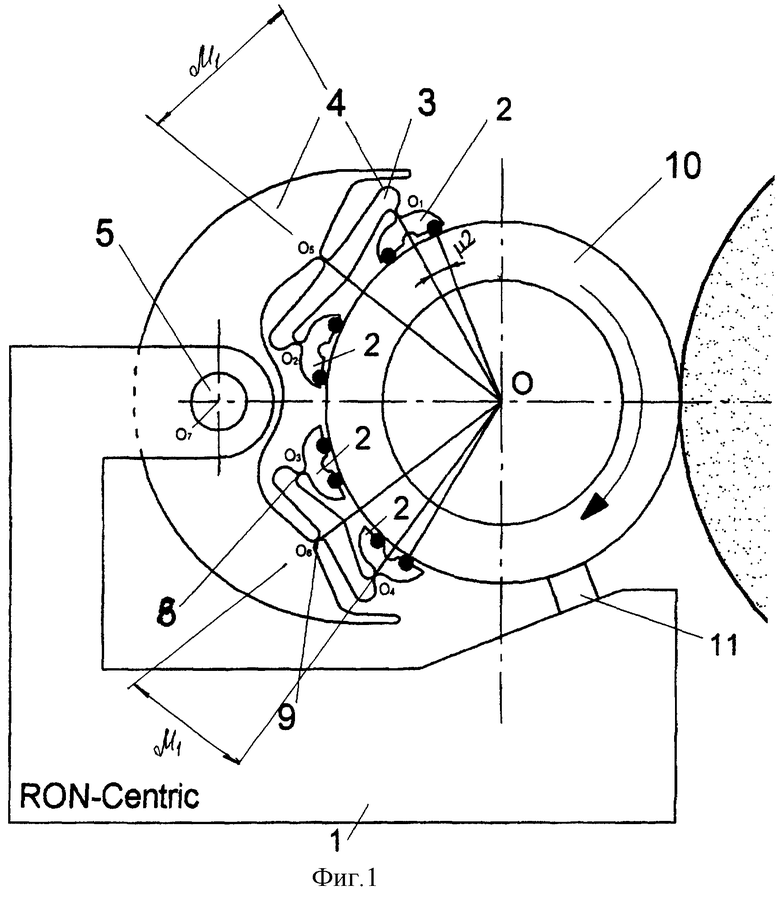
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| Устройство для базирования деталей при бесцентровом шлифовании | 1984 |
|
SU1186458A1 |
| 0 |
|
SU260458A1 | |
| US 3427762 A, 18.02.1969. | |||

