Изобретения относятся к области станкостроения, а именно к шлифованию, и могут быть использованы для шлифования изделий, например валков прокатного стана или бумагоделательной машины.
Валки в процессе эксплуатации проходят многократные перешлифовки. Целью этих операций является восстановление шероховатости и геометрической точности валка, в первую очередь - крутости и продольной формы. Современные вальцешлифовальные станки с программным управлением обеспечивают необходимые параметры шероховатости и продольной формы, но достижение требуемой крутости валка остается серьезной проблемой.
Известен способ обработки тяжелых заготовок (валков) на круглошлифовальном станке (SU № 1811471 В 24 В 5/04,). Способ используется для наружного круглого шлифования тяжелых заготовок. Заготовку базируют на упругие вертикальные опоры и закрепляют в центрах. Осуществляют предварительное сжатие упругих элементов опоры, а величину перемещения опоры в вертикальном направлении выбирают по определенной формульной зависимости.
Известен способ обработки поверхности вращения изделия и люнет (RU №2145917, В 23 В 1/00, В 23 Q 1/76, B 24 В 1/00). Способ заключается в том, что изделие базируют, по крайней мере, на один люнет, приводят во вращение и процесс обработки осуществляют инструментом, по меньшей мере, за два этапа, на первом из которых на изделии образуют вспомогательный поясок, а на втором - ведут обработку поверхности вращения с базированием в люнете по вспомогательному пояску, причем при образовании вспомогательного пояска изделие базируют по подлежащей обработке поверхности вращения, а для базирования используют люнет с самоустанавливающимися опорами. Люнет для обработки поверхности вращения изделия содержит корпус с основными опорами в виде призм, не менее одной вспомогательной опоры для компенсации веса изделия и дополнительно в люнете установлен ползун и коромысло, расположенное в корпусе люнета с возможностью поворота вокруг оси и возможностью вертикального перемещения, причем основные опоры шарнирно установлены на осях на концах коромысла, вспомогательная опора выполнена в виде аналогичной призмы и смонтирована на ползуне шарнирно или неподвижно, при этом ползун расположен под углом к вертикали и установлен с возможностью линейного перемещения в корпусе люнета.
Известен люнет (RU № 2196673, В 23 Q 1/76, 28. 03.2001). Люнет содержит корпус с многоступенчатыми самоустанавливающимися опорами и узел компенсации веса изделия. Каждая ступень опор выполнена в виде упругих шарниров и расположенных на их концах с возможностью качания балансиров, каждый упругий шарнир выполнен в виде перемычки между балансирами предыдущей и последующей ступеней. Корпус и многоступенчатые опоры могут быть выполнены как в виде единой монолитной детали, так и в виде отдельных узлов или деталей.
Как правило, при каждой шлифовке валков снимают подшипники и на их место ставят люнеты. При шлифовании валков в подшипниковых опорах погрешности опоры переносятся на обрабатываемую поверхность и для получения качественных характеристик обработанной поверхности валков требуются прецизионные дорогие подшипники. Либо такие способы применяют для обработки неточных валков.
К недостаткам шлифования валков в известных корректирующих люнетах относится необходимость снятия подшипниковых опор.
Предлагаемые изобретения устраняют указанные недостатки при одновременном повышении производительности процесса.
Задачи, которые решены изобретениями, состоят в уменьшении некруглости обработанной поверхности валков и повышении производительности обработки. Поставленные задачи решены следующим образом.
Способ шлифования валка включает установку валка с подшипниковыми опорами на станок, базирование на люнеты, приведение валка во вращение, обработку инструментом и отличается тем, что подшипниковые опоры валка устанавливают с возможностью свободного перемещения в направлении инструмента и производят базирование обрабатываемой поверхности валка на горизонтальные корректирующие многоступенчатые опоры люнета, затем инструментом на вращающемся валке под одной опорой образуют поясок с заданными параметрами некруглости и аналогичный поясок образуют под второй опорой, при этом при каждом обороте вала производят исправление некруглости, после этого производят обработку всей рабочей поверхности валка.
В процессе шлифования антифрикционные накладки башмаков опор смазываются охлаждающей жидкостью (СОЖ) инструмента.
Люнет содержит нижнее опорное основание, на котором расположен валок в подшипниковых опорах, корректирующие опоры, и отличается тем, что дополнительно введены два устройства, обеспечивающие возможность свободного перемещения подшипниковых опор в направлении инструмента, причем упомянутые устройства установлены на опорном основании люнета, а на рабочей поверхности валка вблизи подшипниковых опор расположены многоступенчатые самоустанавливающиеся опоры, элементы которых расположены под углами, значения которых выбраны из условия гарантированного исправления гармонических составляющих некруглости профиля в заданном диапазоне их спектра. Башмаки снабжены антифрикционными накладками, которые в процессе шлифования смазываются охлаждающей жидкостью (СОЖ) инструмента.
Устройство, обеспечивающее возможность свободного перемещения подшипниковых опор в направлении инструмента, выполнено в виде подвижных салазок, на которых неподвижно установлена подшипниковая опора. Перемещение салазок происходит острым углом к горизонтали.
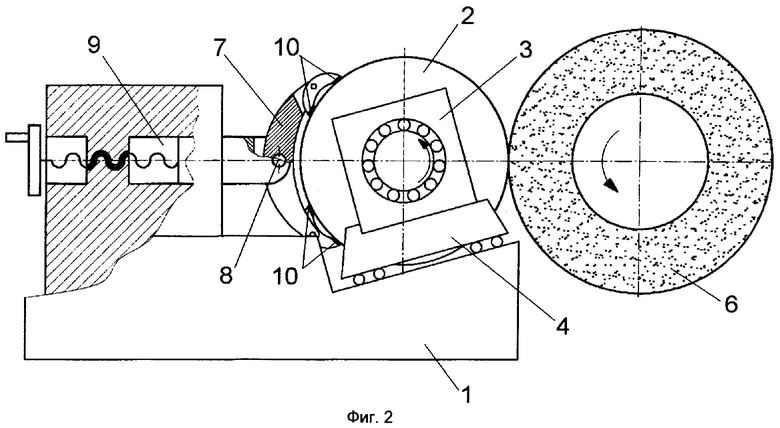
Предлагаемые изобретения поясняются рисунками. На фиг.1 приведен вид люнета в плане при шлифовании валка, на фиг.2 - разрез А-А фиг.1 (повернуто).
Люнет для обработки валка содержит нижнее опорное основание 1, которое установлено на общем основании станка. Шейки обрабатываемого валка 2 установлены в двух подшипниковых опорах 3, каждая из которых установлена в устройстве, обеспечивающем свободное перемещение опоры в направлении инструмента. В данной конструкции это устройство выполнено в виде подвижных салазок 4, на которых неподвижно закреплены подшипниковые опоры. Для обеспечения прижима к корректирующим опорам салазки установлены на наклонной плоскости основания 1 с возможностью перемещения. Возможны и другие варианты обеспечения прижима, например, посредством пружины, гидроцилиндра.
Валок 2 базируют обрабатываемой поверхностью на две корректирующие опоры 5, шлифование производят шлифовальным кругом 6.
Корректирующие опоры 5 смонтированы в стойках основания 1 и представляют собой многоступенчатую самоустанавливающуюся систему опор 7, установленную с возможностью углового поворота на горизонтальной оси 8 ползуна 9. Ползун 9 установлен с возможностью перемещения в направлении, перпендикулярном оси обрабатываемого изделия.
Элементы опоры 7 (башмаки, балансиры, коромысла) расположены под заданными углами, значения которых выбирают из условия гарантированного исправления гармонических составляющих некруглости профиля в заданном диапазоне их спектра. Башмаки опоры снабжены антифрикционными накладками 10, которые в процессе шлифования смазываются охлаждающей жидкостью (СОЖ) инструмента, что является большим преимуществом.
Шлифование производят в следующей последовательности операций:
- валок подшипниковыми опорами устанавливают на подвижные салазки;
- подводят корректирующие опоры, и отжимают валок на салазках,
- подводят шлифовальный круг и на вращающемся валке образуют поясок с заданными параметрами некруглости (под первой опорой),
- то же производят под второй опорой,
- затем производят обработку всей рабочей поверхности валка.
В процессе шлифования подшипниковые опоры имеют определенную степень свободы в направлении инструмента, что позволяет устранить влияние биения опорных шеек и соответственно уменьшить некруглость обработанной поверхности валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 2004 |
|
RU2284255C2 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2003 |
|
RU2234674C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
Изобретения относятся к области станкостроения и могут быть использованы при шлифовании изделий, например валков прокатного стана или бумагоделательной машины. Валок с подшипниковыми опорами устанавливают на опорном основании люнета с возможностью свободного перемещения в направлении инструмента посредством двух устройств. Последние жестко связаны с подшипниковыми опорами. Производят базирование обрабатываемой поверхности валка на горизонтальные корректирующие многоступенчатые опоры люнета, которые размещают вблизи подшипниковых опор. Элементы корректирующих опор расположены под углами, значения которых выбраны из условия гарантированного исправления гармонических составляющих некруглости профиля в заданном диапазоне их спектра. Инструментом на вращающемся валке под одной опорой образуют поясок с заданными параметрами некруглости. Аналогичный поясок образуют под второй опорой. При каждом обороте вала происходит исправление некруглости. После этого производят обработку всей рабочей поверхности валка. В результате уменьшается некруглость обработанной поверхности валка и повышается производительность обработки. 2 н. и 3 з.п. ф-лы, 2 ил.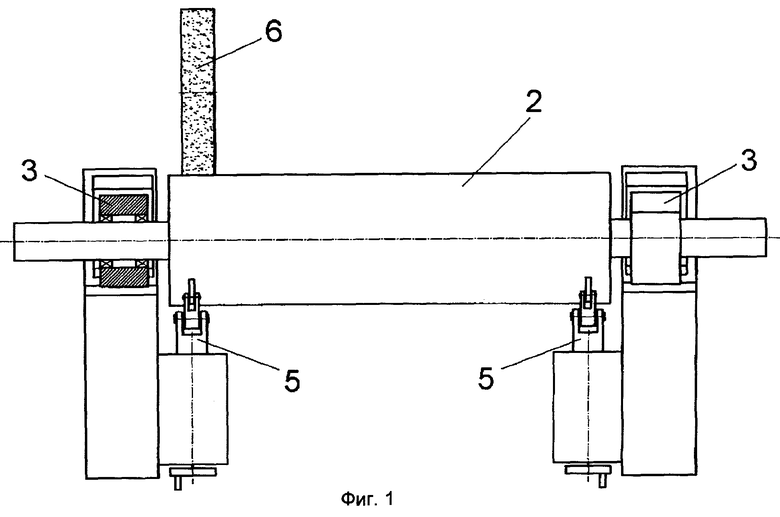
| Способ установки тяжелых заготовок на круглошлифовальном станке | 1990 |
|
SU1811471A3 |
| Вальцешлифовальный станок | 1981 |
|
SU1006171A1 |
| Люнет для металлорежущих станков | 1978 |
|
SU733958A1 |
| US 3427762 А, 18.02.1969. | |||

