Изобретение относится к области машиностроения и может быть использовано при растровом нанесении информации знаками с переменной шириной контура штриха, например текстов арабского алфавита.
Из источников информации не известен способ нанесения информации с переменной шириной контура штриха, что требуется для нанесения арабского шрифта, но известно устройство [1], снабженное маркирующей вставкой, которая выполнена в виде растровой решетки, состоящей из изолированных токопроводящих элементов, связанных с программирующим устройством, подающим индивидуальные электрические сигналы в соответствии с конфигурацией маркируемого знака.
Однако данное устройство не позволяет наносить знаки с переменной шириной контура штриха.
Изобретение направлено на получение шрифтов с переменной шириной контура штриха.
Это достигается тем, что на рабочие элементы растрового инструмента подают напряжение от источника тока, величину которого для каждого рабочего элемента выбирают пропорционально соотношению требуемой ширины штриха на заготовке к ширине штриха на растровом инструменте.
Известно также устройство [2] для растрового маркирования, в котором токопроводящие элементы собраны в виде блоков, образующих горизонтальные и вертикальные (наклонные) ряды по форме синтезирования маркируемого знака.
Недостатком устройства является невозможность получения знаков с переменной шириной контура штриха.
Для реализации способа предлагается устройство (фиг.1), включающее растровую решетку 9, состоящую из изолированных токопроводящих рабочих 1 и нерабочих 12 элементов, связанных с программирующим устройством, которое снабжено датчиком ширины контура штриха 5, соединенным с аналоговой системой 4 идентификации элементов знаков в растре, при этом крайние рабочие и нерабочие элементы растра установлены со смещением на величину, близкую к полуразности между наибольшей и наименьшей шириной контура противолежащего штриха наносимой информации, а сечение рабочих и нерабочих элементов растра не более минимальной ширины контура штриха на заготовке.
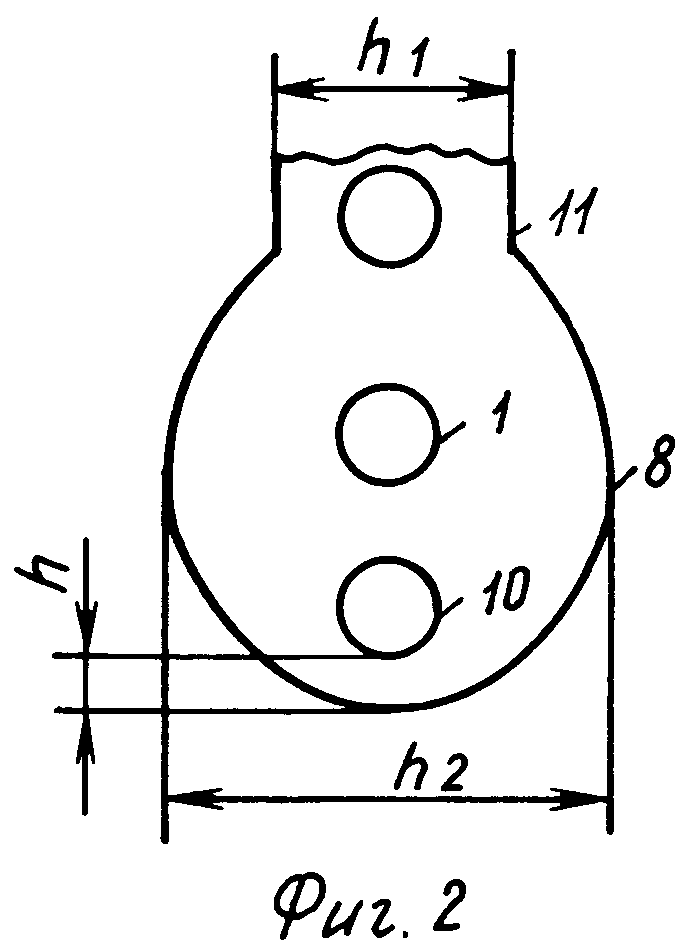
Сущность изобретения поясняется фиг.1 и 2. На фиг.1 приведена схема способа и устройства, на фиг.2 - конструкция устройства для его осуществления. На рабочие элементы 1 (фиг.1), необходимые для формирования наносимого на заготовку индекса, ток поступает от источника тока 2 через коммутатор 3, подающий ток на все рабочие (под током) элементы 1. В аналоговой системе 4 ширина контура штриха наносимой информации в месте уширения h2 (фиг.2) сравнивается и находится соотношение h2./h1. Из системы 4 сигнал о соотношении поступает на датчик ширины контура штриха 5 конкретного рабочего элемента 1, откуда идет на регулятор напряжения 6. При повышении напряжения вокруг рабочего элемента (например 1 на фиг.1) возникает электрическое поле с границами 7, достигающими границ 8 расширенной части контура штриха, противолежащего рассматриваемому элементу (например 1). Крайние в растре 9 рабочие элементы 10 подключают так, чтобы крайний элемент 10 был смещен относительно границы 8 на величину не менее h (фиг.2). Диаметр всех элементов растра 9 не более минимальной ширины контура постоянной части 11 штриха. В растр 9 могут входить не участвующие в маркировании нерабочие элементы (например 12 на фиг.1).
Способ осуществляют следующим образом. По чертежу наносимой информации устанавливают величину и место размещения участков контура штрихов с шириной, отличающейся от основной ширины контура знака. Данные поступают в аналоговую систему 4, где идентифицируются в соответствии с заданной информацией с номерами рабочих элементов 1 в растре 9 и для каждого рабочего элемента находится соотношение ширины контуров 8 и 11 (фиг.2) h2./h1. Это соотношение может быть больше или меньше единицы. Данные о соотношении поступают в регулятор напряжения 6, где для каждого рабочего элемента растра 9 формируется напряжение, подаваемое на коммутатор 3 с идентификацией рабочего элемента от аналоговой системы 4 через датчик ширины контура штриха 5. В аналоговой системе 4 по известным зависимостям (см., например, В.П.Смоленцев, Г.П.Смоленцев, З.Б.Садыков Электрохимическое маркирование деталей. М.: Машиностроение, 1983, 72 с. [3], рис.13, а на стр.21 рассчитывают величину напряжения для достижения контуром наносимого знака внешней границы 7 (фиг.1), которая совпадает с границами контура 11 или 8 (фиг.2). Увеличение контура знака до границы 7 позволяет найти предельную границу анодного растворения на заготовке около крайнего участка контура 8 рабочего элемента 10. Аналоговая система 4 подбирает рабочий элемент вблизи крайнего участка знака, корректирует для него по смещению h величину подаваемого от регулятора 6 напряжения от источника тока 2.
Пример осуществления способа: требуется нанести информацию арабским алфавитом буквы «ФА», имеющей местное утолщение на 1,2, толщины линий основного контура, шириной 0,28 мм. Глубина знаков на заготовке не менее 0,005 мм. По известным [3] рекомендациям выбираем напряжение маркирования 4 В, а по рис.13 в [3] находим напряжение на рабочем элементе контура знака в месте утолщения (4,8 В). Данные вводим в аналоговую систему 4 и датчик ширины штриха 5. Описанный процесс может осуществляться автоматически, если известны размеры контура знаков, наносимых на деталь. Регулятор напряжения 6 по сигналу с аналоговой системы 4 подает на выбранный системой 4 рабочий элемент (или элементы) в зоне расширения контура знака повышенное напряжение, образующее «уширение» контура до границы 7. Через расчетное время 0,72 секунды (устанавливается таймером, не показанным на приведенных иллюстрациях,) знак сформирован и процесс прекращается. Измерения знака показали, что его размеры соответствуют чертежу (величина утолщения 0,34±5%), а глубина 0,006-0,007 мм. Таким образом, предлагаемое изобретение позволяет расширить технологические возможности растрового маркирования на знаки с переменной шириной контура штриха, например, для нанесения информации арабским алфавитом.
Источники информации
1. А.с. 418299 СССР, МКИ 3 В 23 Р 1/04 В 23 Р 1/12. Устройство для электрохимического маркирования изделий. Коржавин Е.А., Ваганов В.Ф. Заявка № 1319580/25-8. Заявлено 07.04.1969. Опубл. бюл. № 42.1972.
2. А.с. 516496 СССР, МКИ 3 В 23 Р 1/04. Устройство для электрохимического маркирования токопроводящих изделий. Коржавин Е.А., Ваганов В.Ф. Заявка № 202 0883/25-8. Заявлено 08.05.1974. Опубл. бюл. № 20.
3. Смоленцев В.П., Смоленцев Г.П., Садыков З.Б. Электрохимическое маркирование деталей. М.: Машиностроение, 1983. 72 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2229966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА | 2014 |
|
RU2581538C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ТОКОПРОВОДЯЩИХ ИЗДЕЛИЙ | 1972 |
|
SU418299A1 |
| Способ изготовления электродаинструмента для электрохимического маркирования | 1973 |
|
SU663550A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1808552A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1701453A1 |
Изобретение относится к области машиностроения и может быть использовано при растровом нанесении информации знаками с переменной шириной контура штриха. Технический результат - расширение технологических возможностей. Изобретение направлено на получение шрифтов с переменной шириной контура штриха. На рабочие элементы растрового инструмента подают напряжение от источника тока, величину которого для каждого рабочего элемента выбирают пропорционально соотношению требуемой ширины штриха на заготовке к ширине штриха на растровом инструменте. Для реализации способа предлагается устройство, включающее растровую решетку, состоящую из изолированных токопроводящих рабочих и нерабочих элементов, связанных с программирующим устройством. Устройство снабжено датчиком ширины контура штриха, соединенным с аналоговой системой идентификации элементов знаков в растре. При этом крайние рабочие и нерабочие элементы растра установлены со смещением на величину, близкую к полуразности между наибольшей и наименьшей шириной контура противолежащего штриха наносимой информации, а сечение рабочих и нерабочих элементов растра не более минимальной ширины контура штриха на заготовке. 2 н.п. ф-лы, 2 ил.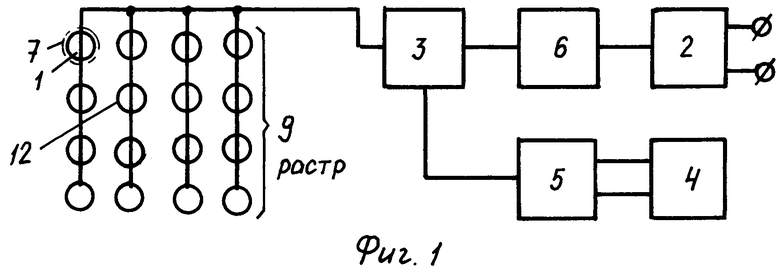
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ТОКОПРОВОДЯЩИХ ИЗДЕЛИЙ | 1972 |
|
SU418299A1 |
| Устройство для электрохимического маркирования токопроводящих изделий | 1974 |
|
SU516496A2 |
| Способ электрохимического маркирования | 1977 |
|
SU637225A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ | 2002 |
|
RU2225779C2 |
| US 5322613 А, 21.06.1994. | |||

