(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2229966C2 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU965694A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Электрод-инструмент | 1974 |
|
SU624758A1 |
| Электрод-инструмент для электро-ХиМичЕСКОгО МАРКиРОВАНия | 1978 |
|
SU814644A1 |
| Способ электрохимического маркирования | 1977 |
|
SU831475A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Способ изготовления электрода-инстру-MEHTA | 1977 |
|
SU797864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
S
Изобретение относится к области изготовления электродов-инструментов для электрохимического маркирования, . в частности для нанесения шкал на секторные и дисковые поверхности.
Известен способ изготовления электрода-инструмента для электрохимического маркирования l, при котором на основании заготовки электрода-инструмента укрепляют его рабочую часть с последующим покрытием промежутков между знаками изолятором и последующим обнажением рабочей плоскости знаков, шлифованием.
Недостаток известного способа - низкая долговечность электрода-инструмента и большой объем лекальных работ при его изготовлении, а также и недостаточная точность и низкое качество изготовления шкал.
Цель изобретения - разработка спосюба изготовления электрода-инструмента для нанесения шкал на секторные и
дисковые поверхности, не имеющего вышеуказанных недостатков.
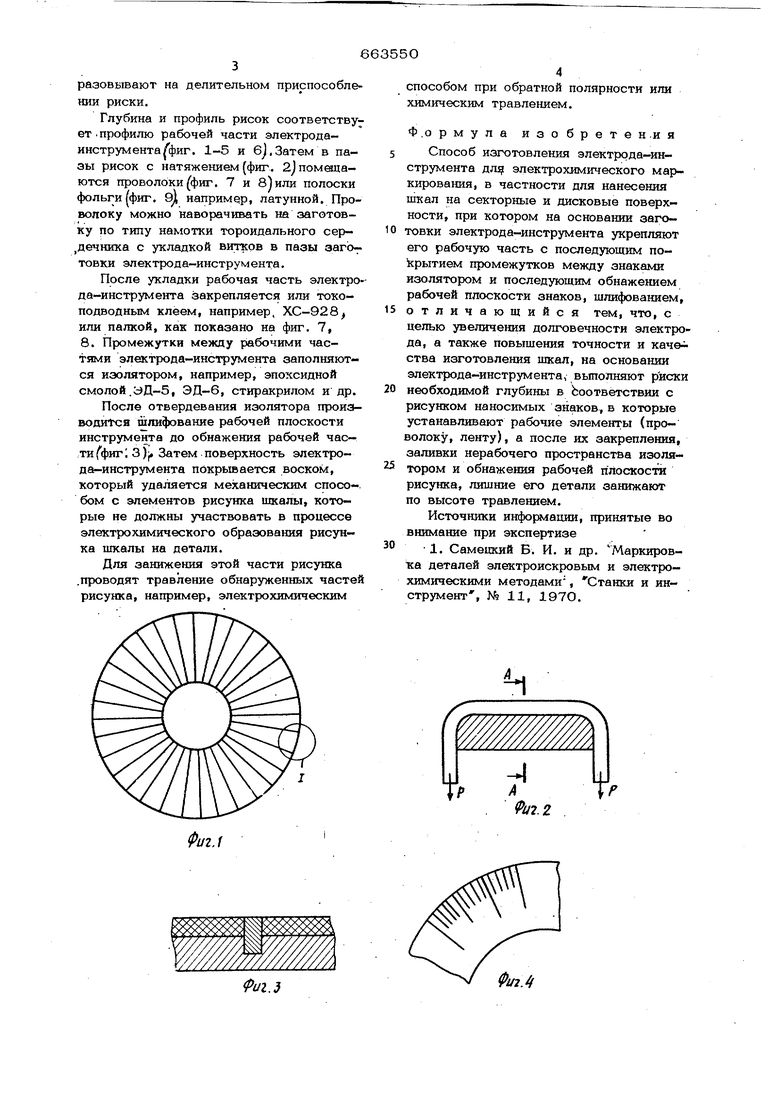
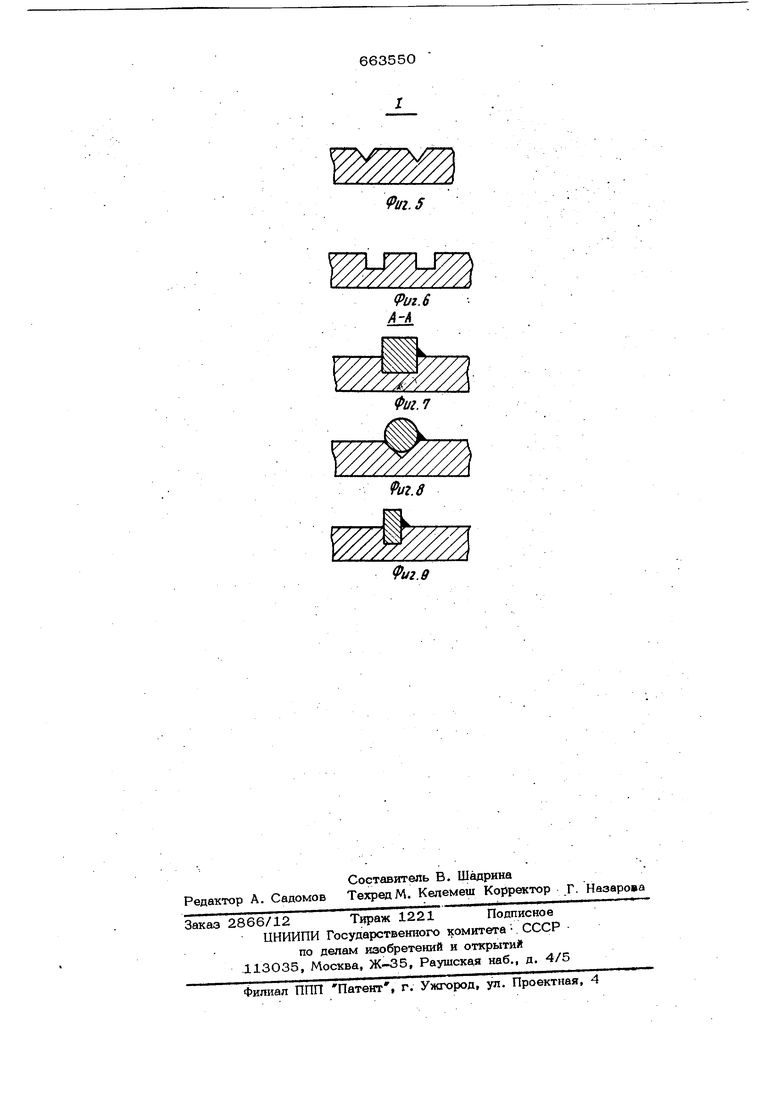
Поставленная цель достигается тем, что на основании электрода-инструмента выполняют риски необходимой глубины в соответствии с рисунком наносимых знаков, в которые устанавливают элементы (проволоку, ленту), а после их закрепления, заливки нерабочего пространства изолятором и обнажения рабочей плоскости рисунка, лишние его детали занижают по высоте травлением. На фиг. 1 показан характер наносимых рисок; на фиг. 2 - характер установки с натяжением рабочей части; на фиг. 3 - фрагмент изготовленного клейма; на фиг. 4 - фрагмент изготовленного рисунка шкалы; на фиг. 5,6- глубина и профиль рисок, узел I фиг. 1; на фиг. 7, 8, 9 - сечение А-А на. фиг. 2,различные формы рабочей части электрода.
Предварительно на поверхности, например, дисковой заготовки фиг. 1)обраэовывают на делительном приспособлении риски.
Глубина и профиль рисок соответствует, профилю рабочей части электродаинструмента фиг. 1-5 и 6J,Затем в пазы рисок с натяжением (фиг. 2j пометцаются проволоки (фиг. 7 и 8) или полоски фольги (фиг. 9jl например, латунной. Провопоку можно наворачивать на заготовку по типу намотки тороидального сер,дечника с укладкой витков в пазы загб товки электрода-инструмента.
После укладки рабочая часть электрода-инструмента закрепляется или токоподводным клеем, например. ХС-928 или палкой, как показано на фиг. 7, 8. Промежутки между рабочими частями электрода-инструмента заполняются изолятором, например, эпоксидной смолой.эД-5, ЭД-6, стиракрилом и др.
После отвердевания изолятора производится шлифование рабочей плоскости инструмента до обнажения рабочей части (фиг i 3 )|. Затем поверхность электрода-инструмента покрьтается воском, который удаляется механическим способом с элементов рисунка шкалы, которые не должны участвовать в процессе электрохимического образования рисунка шкалы на детали.
Для занижения этой части рисунка .проводят травление обнаруженных частей рисунка, например, электрохимическим
способом при обратной полярности или химическим травлением.
Ф.ормула изобретен.и я
Способ изготовления электрода-инструмента дл электрохимического маркирования, в частности для нанесения шкал на секторные и дисковые поверхности, при котором на основании заготовки электрода-инструмента укрепляют его рабочую часть с последующим по рытием промежутков между знаками изолятором и последующим обнажением рабочей плоскости знаков, шлифованием, отличающийся тем, что, с целью увеличения долговечности электрода, а также повышения точности и каче ства изготовления шкал, на основании электрода-инструмента, вьтолняют риски
необходимой глубины в Ьоответствии с рисунком наносимых знаков, в которые устанавливают рабочие элементы (проволоку, ленту), а после их закрепления, заливки нерабочего пространства изолятором и обнажения рабочей плоскости рисунка, лишние его детали занижают по высоте травлением.
Источники информации, принятые во внимание при экспертизе
LU-J
К .
Й/г.2
i/Z.J
/2.4
663550 J
