Предлагаемое изобретение относится к области машиностроения и может быть использовано при электрохимическом маркировании деталей.
Известей электрод-инструмент для электрохимического маркирования на деталях из токопроводящих материалов [1], в котором знаки выполнены из клеевого токопроводящего материала, залитого на глубину диэлектрического покрытия основания.
Однако этот электрод-инструмент не позволяет наносить сменную информацию электрохимическим способом. Кроме того, он не позволяет выдерживать размеры штрихов в соответствии с требованиями стандартов к наносимым знакам.
Известен также способ изготовления электрода-инструмента для электрохимического маркирования [2], в котором на основании электрода-инструмента выполняют риски необходимой глубины в соответствии с рисунком наносимых знаков, в которые устанавливают рабочие элементы (проволоку, ленту), а после их закрепления, заливки нерабочего пространства и обнажения рабочей плоскости рисунка лишние его детали занижают по высоте травлением.
Однако данный способ также не позволяет наносить меняющуюся информацию одним электродом-инструментом. Он имеет высокую трудоемкость и ограничения при изготовлении электродов-инструментов для поверхностей сложной формы.
Изобретение направлено на получение сменной информации на маркируемых электрохимическим способом деталях без смены маркирующего электрода-инструмента, расширение технологических возможностей маркирования на поверхностях сложной формы и приведение размеров штрихов в соответствие с требованиями стандартов.
Это достигается тем, что электрод-инструмент для электрохимического маркирования содержит токопроводящее основание, на рабочей поверхности которого сформированы знаки из магнитореологической жидкости.
Это достигается также и тем, что на рабочей поверхности токопроводящего основания электрода-инструмента знаки формируют из магнитореологической жидкости путем погружения в нее рабочей поверхности электрода-инструмента, создают на рабочей части электрода-инструмента магнитное поле с помощью размещаемых с его противоположной стороны электромагнитов, сердечником которых являются съемные знаки наносимой информации из магнитомягкого материала, а после формирования знаков удаляют избытки магнитореологической жидкости.
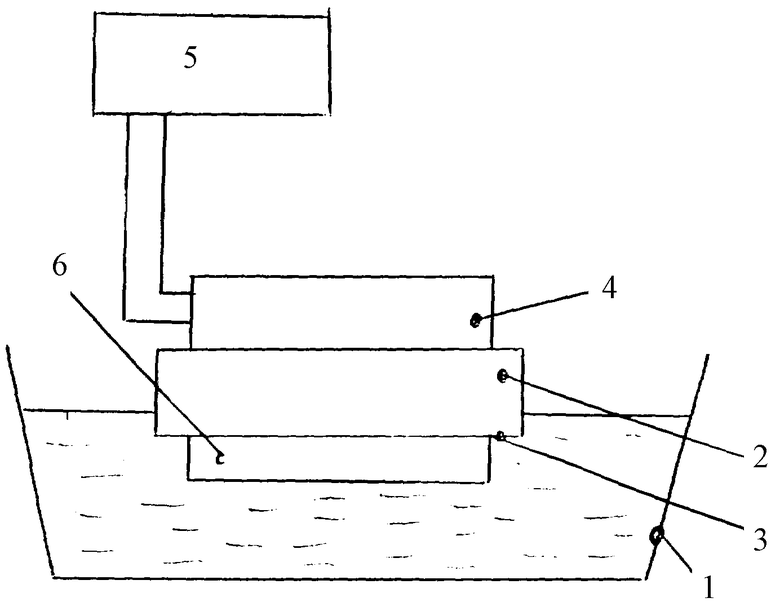
Сущность изобретения поясняется чертежом, где в сосуд с магнитореологической жидкостью 1 погружено основание 2 электрода-инструмента 2 из токопроводящего немагнитного материала рабочей поверхностью 3. К электроду-инструменту 2 с обратной стороны прижаты электромагниты 4, сердечником которых являются съемные знаки из магнитомягкого материала. Катушки электромагнитов питаются постоянным током от источника питания 5. На рабочей поверхности 3 основания 2 формируются знаки 6.
Способ осуществляется следующим образом.
На основание электрода-инструмента 2, погруженное в магнитореологическую жидкость рабочей поверхностью 3, с обратной стороны (сверху) в электромагниты вводят знаки, которые являются сердечниками электромагнитов. Включают источник питания 5, в электромагнитах 4 возникают магнитные силы, под действием которых на рабочей поверхности электрода-инструмента 3 формируются из магнитореологической жидкости 1 знаки наносимой информации 6. Набор необходимых знаков фиксируется магнитным полем на рабочей поверхности электрода-инструмента 3. Затем сжатым воздухом удаляют избытки магнитореологической жидкости. После этого электрод-инструмент используется для электрохимического маркирования.
Источники информации
1. А.с. СССР № 380423 , МПК В 23 Р 1/04. Электрод-инструмент для электрохимического маркирования/ М.Г.Нестеров и М.З.Давлетов. 1652168/25-8: заявлено 20.04.1971; опубл,15.05.1973, бюл. № 21.
2. А.с. СССР № 663550, МПК В 23 Р 1/04. Способ изготовления электрода-инструмента для электрохимического маркирования/Г.П.Смоленцев, Б.И.Самецкий и В.И.Белоусов, 1930053/25-08; заявлено 30.03.73; опубл.25.05.79, бюл. № 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТРОВОГО МАРКИРОВАНИЯ МЕТАЛЛОВ ИНФОРМАЦИЕЙ С ПЕРЕМЕННОЙ ШИРИНОЙ ШТРИХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2284882C1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU965694A1 |
| Способ изготовления электродаинструмента для электрохимического маркирования | 1973 |
|
SU663550A1 |
| Способ электрохимического бестрафаретного маркирования | 1980 |
|
SU891302A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| Способ маркирования деталей из токопроводящих материалов | 1980 |
|
SU973271A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| СПОСОБ ДОВОДКИ ФОРСУНОК | 1999 |
|
RU2162394C1 |
| Электрод-инструмент для электро-ХиМичЕСКОгО МАРКиРОВАНия | 1978 |
|
SU814644A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
Изобретение может быть использовано при электрохимическом маркировании деталей. Электрод-инструмент содержит токопроводящее основание и сформированные на его рабочей поверхности знаки из магнитореологической жидкости. Знаки формируют путем погружения в магнитореологическую жидкость рабочей поверхности электрода-инструмента. В процессе формирования в электроде-инструменте создают магнитное поле с помощью размещаемых с его противоположной стороны электромагнитов, сердечниками которых являются съемные знаки наносимой информации из магнитомягкого материала. После формирования знаков удаляют избытки магнитореологической жидкости. Изобретение позволяет расширить технологические возможности маркирования на поверхностях сложной формы и наносить меняющуюся информацию одним электродом-инструментом. 2 c. п. ф-лы, 1 ил.
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО | 0 |
|
SU380423A1 |
| Способ изготовления электродаинструмента для электрохимического маркирования | 1973 |
|
SU663550A1 |
| Способ электрохимического маркирования | 1983 |
|
SU1252092A1 |
| Приспособление для проверки буксовых коробок и подшипников | 1929 |
|
SU22085A1 |
| Механизация и автоматизация производства | |||
| Магнитные жидкости - состояние и перспективы применения в машиностроении | |||
| - М.: Машиностроение, 1990, №4, с.1 и 2. | |||

