Способ относится к области машиностроения и может быть использован для глубокого электрохимического маркирования сложнофасонных поверхностей деталей из токопроводящих материалов.
Известен способ (Смоленцев В.П. Электрохимическое маркирование деталей / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков. М.: Машиностроение, 1983. - 83 с., стр. 7) изготовления шаблона путем нанесения знаков на специальную бумагу с сохранением целостности основы бумаги.
Недостатком способа является невозможность глубокого маркирования ввиду отсутствия возможности прокачки электролита над зоной нанесения знаков на детали.
Известен способ (Смоленцев В.П. Электрохимическое маркирование деталей / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков. М.: Машиностроение, 1983. - 83 с., стр. 4) нанесения глубоких знаков, где роль шаблона выполняют профильные стержни с формой сечения, соответствующей наносимому знаку.
Недостатком способа является невозможность глубокого маркирования сложнофасонных поверхностей при общей подаче всех стержней и нарушение точности положения знаков относительно заданного в чертеже и регламентируемого стандартами на маркирование.
Наиболее близким является способ электрохимического разделения листовых материалов. Патент 2275279 (RU). Авторы М.Г. Смоленцев, Е.В. Смоленцев, С.А. Рябова, И.Т. Коптев. Бюллетень №12, 2008. Способ изготовления металлического шаблона с образованием знаков за счет сплошных просечек в материале шаблона.
Недостатком способа является необходимость создания в знаках на шаблоне перемычек, удерживающих фрагменты знака, что приводит к нарушению формы стандартных знаков и снижает точность маркирования.
Изобретение обеспечивает повышение прочности шаблона и точности нанесения знаков при глубоком электрохимическом маркировании сложнофасонных поверхностей.
Это достигается тем, что способ изготовления шаблона осуществляют с использованием в качестве основы шаблона гибкого водопроницаемого диэлектрического материала, толщина которого равна межэлектродному зазору, при этом на основу с наружной стороны по контуру знаков для маркирования наносят токопроводящий слой, толщина которого достаточна для подачи через него технологического тока для маркирования.
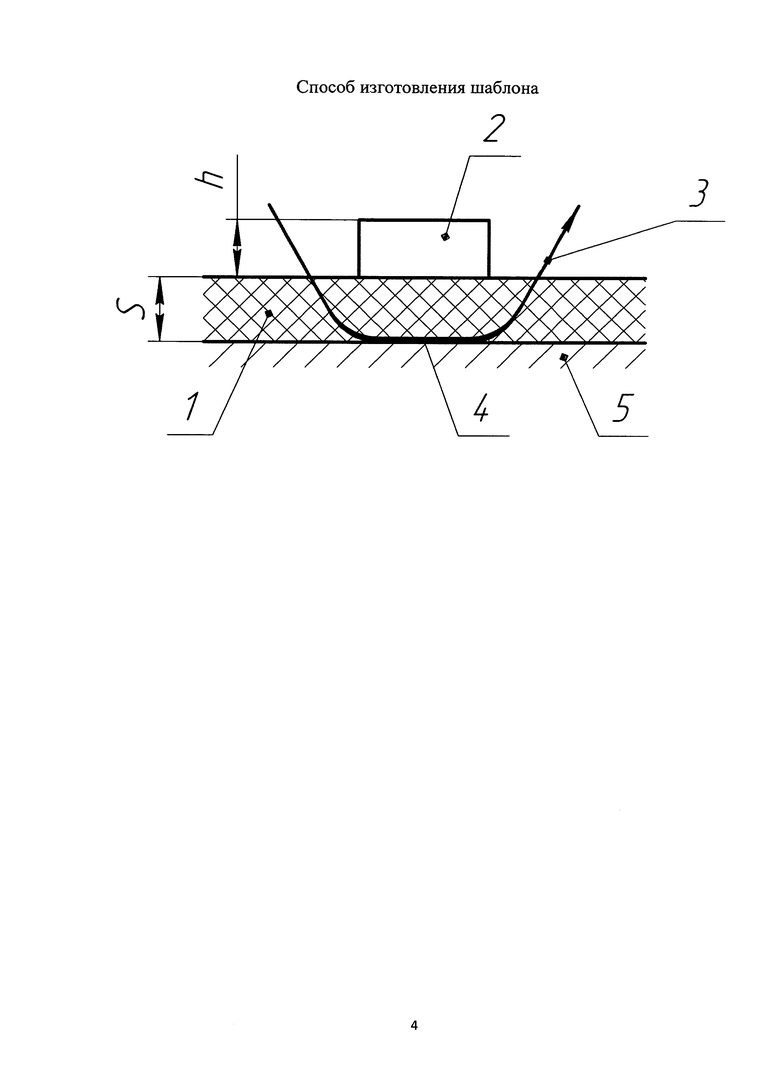
Способ поясняется чертежом, где основой 1 шаблона является гибкий водопроницаемый диэлектрический материал, которому придают толщину «S», равную межэлектродному зазору, после чего на основу наносят, например, металлизацией слой токопроводящего покрытия 2 по контуру знаков с толщиной «h». Перед использованием шаблона, для оценки его работоспособности, через основу 1 прокачивают электролит 3, протекающий под слоем 2 через границу 4 между основой 1 и деталью 5.
Способ осуществляют следующим образом: основу 1 выбирают с толщиной не менее величины межэлектродного зазора «S», после чего толщину основы 1 калибруют, например, прокаткой до величины «S». Затем на основу 1 с наружной стороны, например, по управлению блоком ЧПУ наносят слой 2 металлического покрытия по контуру знаков для маркирования. Толщина слоя 2 регламентируется величиной технологического тока, который представляет произведение минимальной плотности тока (jmin), рекомендуемого для глубокого маркирования, на площадь (Fmax) самого крупного знака, наносимого на деталь 5. Для сохранения работоспособности шаблона толщина «h» слоя 2 должна быть достаточной для подвода тока к зоне маркирования через перемычку в знаке с минимальной шириной «l». Удельная плотность тока (jуд), подводимого через перемычку, зависит от материала слоя 2 и выбирается из справочников. Тогда толщина «h» слоя 2 находится по формуле
После нанесения слоя 2 шаблон устанавливают на деталь 5 и под давлением электролита с одной стороны знака у слоя 2 прокачивают электролит 3 через основу 1 и, в случае наличия электролита 3 на границе 4, принимают шаблон к эксплуатации.
Пример осуществления способа: следует выполнить шаблон для глубокого (0,2 мм) маркирования металлической детали 5. Высота знака 5 мм. Буква с наибольшей площадью Fmax в маркируемом блоке - «ж», имеющая площадь при стандартной ширине штриха Fmax=4 мм2. Плотность тока jmin=0,5 А/мм2. Слой 2 из меди с jуд=10 А/мм2. Ширина «l» штриха стандартного знака 0,5 мм. Толщина слоя 2:
В качестве материала берут плетеный капрон с толщиной 0,06 мм, прокатывают его нагретыми до 80°C вальцами до получения толщины 0,05 мм. Напыляют с перемещением луча по командам блока с ЧПУ послойно контур знаков на основу 1 до получения слоя меди (h) толщиной 0,4 мм. Прижимают основу 2 к детали 5 и подводят к любой части контура знаков со стороны слоя 2 сопло (не показано), подают через него электролит 3 под давлением 2 МПа до появления на поверхности основы 1 электролита 3. Затем снимают шаблон с детали 5 и осматривают границу 4 под слоем 2. Если там наблюдается электролит 3, то шаблон считают кондиционным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ИЗ ЭЛАСТИЧНОГО ГИБКОГО ЛИСТОВОГО ДИЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2013 |
|
RU2568404C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| СПОСОБ УДАЛЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ С МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2012 |
|
RU2537438C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| СПОСОБ РАСТРОВОГО МАРКИРОВАНИЯ МЕТАЛЛОВ ИНФОРМАЦИЕЙ С ПЕРЕМЕННОЙ ШИРИНОЙ ШТРИХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2284882C1 |
Изобретение относится к области машиностроения и может быть использовано для повышения прочности шаблона и точности нанесения знаков при глубоком электрохимическом маркировании сложнофасонных поверхностей. В способе изготовления шаблона для электрохимического маркирования сложнофасонных поверхностей деталей из токопроводящего материала в качестве основы шаблона используют гибкий водопроницаемый диэлектрический материал, толщина которого равна межэлектродному зазору, при этом на основу с наружной стороны по контуру знаков для маркирования наносят токопроводящий слой, толщина которого достаточна для подачи через него технологического тока для маркирования. Изобретение обеспечивает повышение прочности шаблона и точности нанесения знаков при глубоком электрохимическом маркировании сложнофасонных поверхностей. 1 ил.
Способ изготовления шаблона для электрохимического маркирования сложнофасонных поверхностей деталей из токопроводящего материала, включающий использование в качестве основы шаблона гибкого водопроницаемого диэлектрического материала, толщина которого равна межэлектродному зазору, при этом на основу с наружной стороны по контуру знаков для маркирования наносят токопроводящий слой, толщина которого достаточна для подачи через него технологического тока для маркирования.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| Способ электрохимической обработки | 1990 |
|
SU1839126A1 |
| Устройство для электрохимического маркирования | 1981 |
|
SU1041255A1 |
| Устройство для электрохимической обработки | 1987 |
|
SU1511032A1 |
| Состав стимулятора выхода живицы для подсочки сосны | 1985 |
|
SU1391541A1 |

