Изобретение относится к металлургической промышленности, в частности к производству огнеупорных изделий, например к изготовлению муллитокорундовых тиглей, для плавки стали и жаропрочных сплавов в вакуумных печах, при производстве охлаждаемых лопаток авиационных двигателей, а также огнеупорных капселей для обжига стержней, необходимых для литья лопаток по выплавляемым моделям.
Основной сложностью в технологии изготовления термостойких тиглей зернистого строения (отношение диаметра к высоте ˜1:5, толщина стенки ˜15 мм) и крупногабаритных капселей (отношение ширины к длине ˜1:3 при толщине стенки ˜15 мм) является получение равноплотной структуры по всему объему изделия. Такая структура определяется прежде всего выбором способа подготовки формовочной смеси, технические характеристики которой в свою очередь зависят от выбранных исходных материалов и их гранулометрического состава.
Известен способ получения корундовых тиглей из зернистых масс с применением низкоцементного огнеупорного бетона, заключающийся в получении смеси совместного помола, состоящей из глинозема Гк, высокоглиноземистого цемента (ВГЦ) и суперпластификатора, приготовлении низкоцементного бетона путем добавления в полученную смесь электрокорунда и воды. Затем осуществляют вибролитье заготовок и выдерживают их во влажной среде с последующей сушкой и обжигом при температуре 1500-1550°С (патент РФ №2170717, МКИ7: С 04 В 35/10, БИ №20 за 2001 г.) - аналог.
Недостатком известного решения является наличие оксида кальция в смеси совместного помола, состоящей из глинозема Гк, ВГЦ и суперпластификатора. Оксид кальция из ВГЦ в процессе обжига взаимодействует с дисперсными частицами Гк и дает легкоплавкую фазу, которая увеличивает общее количество стеклофазы в обожженном материале. Стеклофаза в процессе эксплуатации тиглей в зоне контакта может реагировать с компонентами расплава никелевых суперсплавов, особенно в момент его перегрева до 1600-1700°С.
Наиболее близким техническим решением к предлагаемому способу является метод вибролитья изделий из корундомуллитоглиноземистых масс («Огнеупоры», 1990 г., 3 №, с.24-27) - прототип.
В соответствии с известным решением последовательно проводят следующие операции: помол глинозема Гк, приготовление водной виброподвижной массы из крупнозернистых порошков плавленного муллита и электрокорунда с молотым Гк в присутствии гидрофобизирующей жидкости ГКЖ-11, добавляемой в количестве 0,05% (сверх 100% к исходной массе), вибролитье изделий в гипсовых формах, сушку заготовок при 90-120°С и обжиг при 1580°С. Степень измельчения, молотого в вибромельнице или шаровой мельнице, глинозема Гк характеризуется преобладающим размером зерен 4-12 мкм (80-90%). Сначала сухую смесь из исходных компонентов: плавленный муллит - 15-30%, электрокорунд - 35-60%, молотый глинозем Гк - 25-35% смешивают в зетообразном смесителе с добавкой ГКЖ-11 в количестве до 0,05%, а затем с водой. Влажность формовочной массы составляет 6,5-7,5%.
Недостатком известного решения является использование в качестве разжижающей добавки гидрофобизирующей жидкости ГКЖ-11, отличающейся резким щелочным характером среды и высокой гидрофибизирующей способностью, из-за чего формовочная масса после смешения в лопастном смесителе отличается малой сыпучестью, она более пластообразна из-за слипаемости частиц и отчуждения части не связанной воды и, кроме того, требует повышенных средств безопасности при работе с ней во избежание ожогов. Избыток воды выталкивается и концентрируется между пластами формовочной массы. Поэтому в соответствии с известным решением формовочную массу подают в гипсовую форму специальным устройством, например вибробункером, вибрирующим при параметрах, что и форма на вибропрессе.
Однако часто в условиях реального производства не всегда технически целесообразно и возможно применение вибробункера и часто подача формовочной массы должна производиться вручную. В этом случае приходится дополнительно разминать пласты формовочной массы шпателем или руками. Поэтому использование известного технического решения требует часто имперически точного подбора оптимальной влажности для обеспечения достаточной прочности изделий.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является разработка способа изготовления огнеупорных изделий, который характеризуется высокой виброподвижностью формовочной массы для подачи ее в формы без специального вибрирующего устройства, при обеспечении прочности сырых заготовок огнеупорных изделий, особенно коробов при соотношении высоты к длине 1:3, и возможности использования разборных форм с металлической матрицей и гипсовым пуансоном. Высокое качество заготовок обеспечивает высокую прочность (прочность при сжатии составляет 45-70 МПа), плотность и термостойкость, что обеспечивает повышенный срок эксплуатации изделий при рабочих температурах.
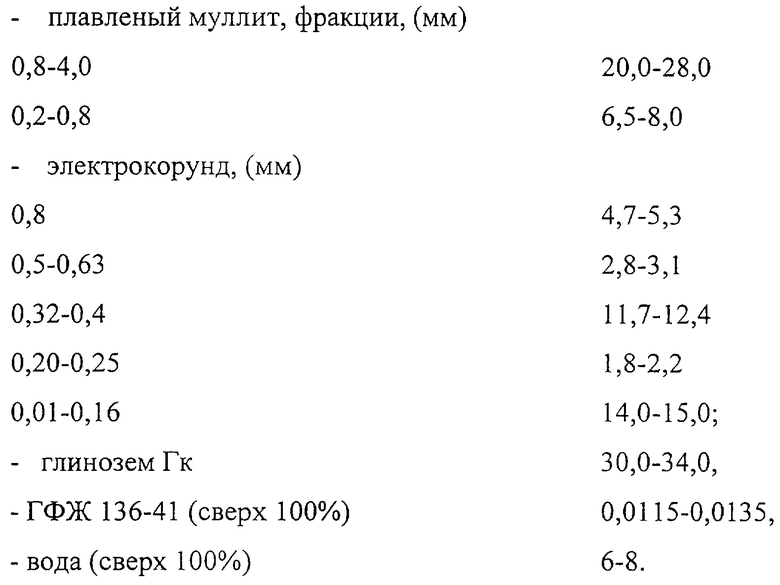
Указанный технический результат достигается тем, что в способе изготовления муллитокорундовых огнеупорных изделий, включающем помол глинозема Гк, приготовление водной формовочной массы из порошков плавленого муллита, электрокорунда и молотого глинозема Гк в присутствии гидрофобизирующей жидкости, формирование, вибролитье заготовок, их сушку и обжиг, дополнительно в качестве гидрофобизирующей жидкости используют полигидросилоксан 136-41, который вводят, по меньшей мере, дважды, сначала при помоле глинозема Гк в количестве 0,018-0,020% от общего количества глинозема Гк и дополнительно при изготовлении формовочной массы с последующим вылеживанием массы и дополнительным смешением, а состав формовочной массы представлен ингредиентами, мас.%:
Для получения оптимального результата:
- в способе помол глинозема Гк могут производить до получения порошка, содержащего частицы 0,1-10 мкм в количестве 90-95%, при удельной поверхности молотых порошков Sуд.=6800-7500 см2/г.
- в способе обжиг заготовок могут производить при температуре 1500-1550°С.
- в способе вылеживание формовочной массы могут осуществлять в течение 2-5 часов.
- в способе сушку заготовок могут производить при температуре 90-120°С.
- в способе формование заготовок могут производить в разборных металлических формах с гипсовым пуансоном.
- в способе гидрофобизирующую жидкость в количестве 0,018-0,020% от количества глинозема Гк могут вводить перед помолом.
- в способе дополнительное смешение массы могут осуществлять не менее 5 минут.
В заявляемом решении в качестве гидрофибизирующей жидкости используется полигидросилоксан 136-41 (ГФЖ 136-41), который имеет менее щелочной характер. Одна часть ее вводится при помоле глинозема Гк, что обеспечивает равномерное распределение малого количества жидкости между зернами глинозема и ускоряется его помол за счет расклинивающего действия молекул ГФЖ 136-41 на поверхность зерен глинозема Гк. А другая часть добавляется при изготовлении сухой смеси порошков плавленного муллита, электрокорунда и глинозема в Z-образном смесителе, с целью уменьшения влажности формовочной смеси при последующем добавлении в сухую смесь воды, а также для придания виброподвижности (текучести) формовочной массе при вибролитье изделий.
Помол глинозема Гк с добавкой 0,018-0,020% ГФЖ 136-41 для получения оптимального результата могут производить в шаровой мельнице до получения порошка с удельной поверхностью молотых порошков Гк (Sуд.)=6800-7500 см2/г (по прибору ПСХ-8А).
Если при помоле глинозема Гк добавить ГФЖ 136-41 в количестве менее 0,018%, то глинозем может быть недомолотым, а молекулы жидкости будут неравномерно распределены в объеме массы молотого глинозема, а если добавить более 0,020%, то происходит процесс слипания частиц Гк за счет избыточного количества ГФЖ 136-41 между высокодисперсными частицами глинозема (толщина слоя ГФЖ более длины его молекул). Образующиеся гранулы слипшихся частиц глинозема трудно разбиваются при изготовлении формовочной массы и частицы глинозема неравномерно распределяются в объеме формовочной массы.
Смешение исходных материалов (муллит + электрокорунд + глинозем Гк) в заявленном соотношении может производиться в Z-образном смесителе: сначала в сухом состоянии (не менее 15 минут). Затем с добавкой второй части ГФЖ 136-41 (сверх 100% от смеси исходных материалов) не менее 15 минут и потом с водой.
При смешении ГФЖ 136-41 распределяется по поверхности частиц наполнителя формовочной массы и за счет своего гидрофобизирующего действия снижает количество вводимой воды. Оптимальная виброподвижность массы обеспечивается при пониженной влажности 6-8%.
В процессе вылеживания создаются дополнительные условия для более равномерного распределения ГФЖ 136-41 в формовочной массе. Образуется коагуляционная тиксотропная структура массы, придающая ей хорошую подвижность (сыпучесть), что обеспечивает подачу формовочной массы в форму на вибростенде без дополнительного вибрирующего устройства, например вибробункера. После вибролитья и выдержки изделий в формах вынимаются гипсовые пуансоны, а после выдержки на воздухе заготовки вынимаются из матрицы.
Для обеспечения заявленного технического результата необходимо, чтобы выполнялись приведенные в независимом пункте формулы изобретения соотношения.
При использовании количества и состава муллита, электрокорунда и глинозема Гк вне заявляемых диапазонов, а также при содержании ГФЖ 136-41 и воды вне заявленных диапазонов значений, формовочные свойства вибромассы (например, сыпучесть при подаче в форму, текучесть и уплотнение при вибрации и т.д.) ухудшаются, а качество заготовок снижается из-за появления дефектов на поверхности изделий (например, рыхлость, трещины, прилипаемость к форме, осыпаемость ребер и т.д.).
При соблюдении заявляемого диапазона по содержанию ГФЖ 136-41 и воды указанные дефекты отсутствуют, а заготовки требуют минимальной зачистки. Вынутые и зачищенные заготовки подвергают сушке сначала на воздухе, а потом в сушильном шкафу при температуре от 90 до 120°С и обжигают при температуре 1500-1550°С.
При уменьшении указанного количества муллита происходит снижение термостойкости материала и уменьшается стойкость тиглей, а при увеличении - снижается металлоустойчивость за счет образования большого количества стеклофазы, реагирующей с выплавляемым сплавом.
При введении меньшего, чем заявляемое, количества электрокорунда увеличивается усадка материала, появляются микротрещины и прочность изделия уменьшается, а при увеличении количества электрокорунда увеличивается пористость изделий и ухудшается их металлоустойчивость за счет проникновения металлического расплава в поры.
При уменьшении количества глинозема Гк ухудшаются формовочные свойства вибромассы, ее спекаемость, что приводит к уменьшению плотности и прочности как заготовок, так и обожженных изделий. При повышении заявляемого количества глинозема Гк возрастает усадка, появляются микротрещины в готовых изделиях.
Т.е. заявляемый технический результат достигается только при использовании указанных в независимом пункте формулы изобретения компонентов и при соблюдении последовательности операций способа, что подтверждается следующими примерами.
Необходимо изготовить тигли с Ф нижн.=145 мм, Ф верх.=170 мм, H=305 мм, толщиной стенок h=12-15 мм и короба с соотношением параметров длина:ширина:высота = 540:230:180 (мм) с равноплотной структурой по всему объему тигля и короба.
Пример 1.
Помол гинозема Гк производили в шаровой мельнице с добавлением ГФЖ 136-41 в количестве 0,018% от общего количества глинозема Гк до получения порошка, содержащего не менее 85% частиц не менее 10 Мкм.
Сухое смешение молотого глинозема с плавленным муллитом и электрокорундом происходит при следующем содержании фракций, мас.%:
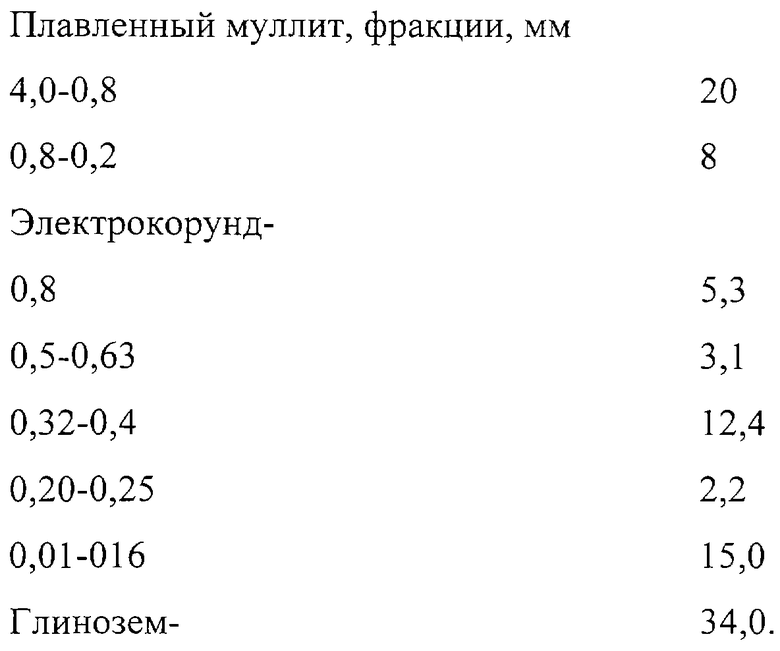
Далее вводили смесь ГФЖ 136-41 в количестве, обеспечивающем общее содержание добавки в смеси, не превышающее 0,012%, с учетом количества ГФЖ в молотом глиноземе Гк.
После смешения всех компонентов в смесителе добавляли воду в количестве 6% сверх 100%. После перемешивания масса вылеживалась 5 часов, затем ее дополнительно перемешивали и подавали без специального вибрирующего устройства в разборную металлическую форму с гипсовым пуансоном, на вибростол. После этого вибролитые заготовки сушили при комнатной температуре, а затем при 90°С и обжигали при температуре 1550°С.
Пример 2.
Помол глинозема проводили с добавкой ГФЖ 136-41 в количестве 0,019% до получения размера зерен молотого глинозема 1-10 мкм в количестве более 90%.
Подготовка сухой смеси происходит при следующем содержании фракций, мас.%:
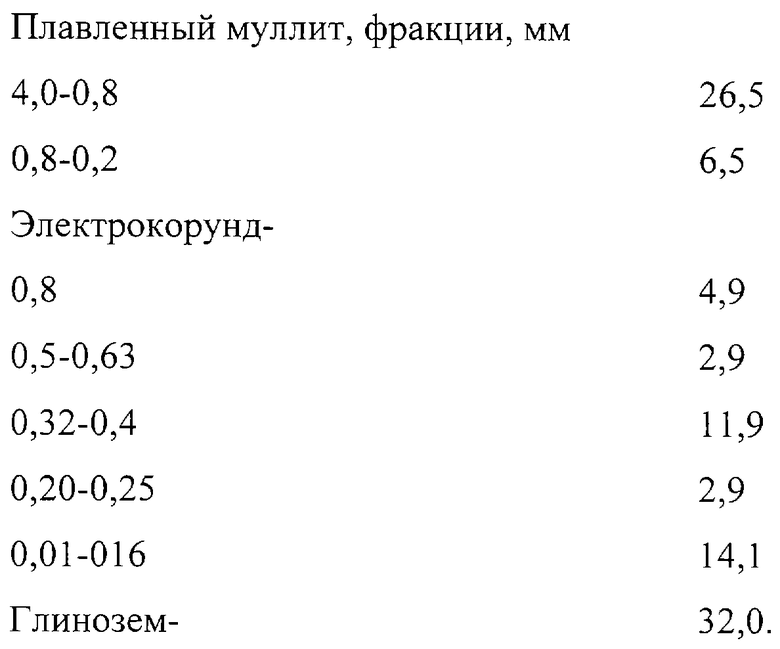
Далее вводили смесь ГФЖ 136-41 в количестве, обеспечивающем общее содержание добавки в смеси, не превышающее 0,012%, с учетом количества ГФЖ в молотом глиноземе Гк.
После приготовления сухой смеси в смеситель добавляют воду в количестве 7%, после чего вся масса перемешивается, затем вылеживается, например, в самом смесителе в течение 3 часов. Далее формовочную массу дополнительно перемешивали и подавали без специального вибрирующего устройства в разборную металлическую форму с гипсовым пуансоном на вибростол. После этого вибролитые заготовки сушили при комнатной температуре, а затем при 90°С и обжигали при температуре 1530°С.
Пример 3.
Помол глинозема Гк осуществляли с добавкой ГФЖ-136-41 в количестве 0,020%. Размер зерен молотого Гк составлял 0,1-10 мкм в количестве более 95%.
Подготовка сухой смеси происходит при следующем содержании фракций, мас.%:
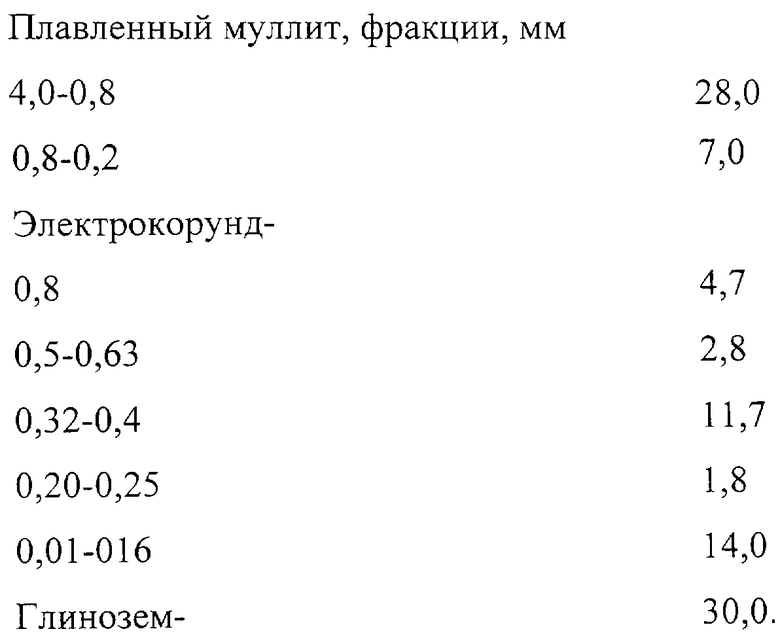
Формовочная масса готовилась с дополнительным введением ГФЖ 136-41 в таком количестве, что общее содержание ГФЖ 136-41 в смеси составило 0,0135%. Воду после сухого перемешивания добавляли в количестве 8% и масса вылеживалась в течение 2 часов. Далее формовочную массу дополнительно перемешивали и подавали без специального вибрирующего устройства в разборную металлическую форму с гипсовым пуансоном на вибростол. После этого вибролитые заготовки сушили при комнатной температуре, а затем при 100°С и обжигали при температуре 1550°С.
В приведенных примерах получаемая формовочная смесь характеризуется отсутствием пластообразования, хорошей сыпучестью при подаче в форму, удовлетворительной текучестью и уплотняемостью в форме при вибролитье, что обеспечивает высокое качество заготовок при минимальном технологически неизбежном сыром ремонте заготовок.
Обоженные тигли отличаются минимальной шероховатостью, отсутствием сколов ребер и трещин. После проведения испытаний изделий было установлено, что плотность тиглей, изготовленных по предлагаемому способу, по всему объему изделий составляет 3,05-3,12 г/см3, пористость 14-18%, т.е. полученные тигли и короба соответствуют нормативным требованиям, позволяют получить заявляемый технический результат. Термостойкость больших коробов в режиме работы туннельной печи ПГ-30 более 25 циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВЫХ ОГНЕУПОРОВ | 2010 |
|
RU2433104C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2412133C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОМУЛЛИТОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВЫХ ТИГЛЕЙ ИЗ НИЗКОЦЕМЕНТНОГО ОГНЕУПОРНОГО БЕТОНА | 2000 |
|
RU2170717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НАНОСТРУКТУРИРОВАННОЙ КОРУНДОВОЙ КЕРАМИКИ | 2007 |
|
RU2341493C1 |
| Способ изготовления керамических плавильных тиглей | 2018 |
|
RU2713049C1 |
| Способ формования заготовок огнеупорных керамических изделий | 2021 |
|
RU2763647C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2742265C1 |
| Способ изготовления сложнопрофильных корундомуллитовых огнеупорных изделий | 2023 |
|
RU2822232C1 |
Изобретение относится к металлургической промышленности, в частности к изготовлению муллитокорундовых тиглей для плавки стали и жаропрочных сплавов, охлаждаемых лопаток авиационных двигателей, а также огнеупорных капселей. Техническим результатом изобретения является достижение высокой виброподвижности формовочной массы при обеспечении прочности сырых заготовок, высокой прочности, плотности и термостойкости изделий. Способ изготовления муллитокорундовых огнеупорных изделий включает помол глинозема Гк в присутствии гидрофобизирующей жидкости: полигидросилоксана 136-41 в количестве 0,018-0,020%, приготовление водной формовочной массы из порошков плавленого муллита, электрокорунда и молотого глинозема Гк, вылеживание массы и дополнительное смешение, вибролитье заготовок, их сушку и обжиг. Состав формовочной массы представлен ингредиентами, мас.%: плавленый муллит, фракции (мм) (0,8-4,0) - 20,0-28,0, (0,2-0,8) - 6,5-8,0; электрокорунд (мм) (0,8) - 4,7-5,3, (0,5-0,63) - 2,8-3,1, (0,32-0,4) - 11,7-12,4, (0,20-0,25) - 1,8-2,2, (0,01-0,16) - 14,0-15,0; глинозем Гк 30,0-34,0; ГФЖ 136-41 (сверх 100%) 0,0115-0,0135; вода (сверх 100%) 6-8. 7 з.п. ф-лы.
| ПРИМАЧЕНКО В.В | |||
| и др | |||
| О технологии изготовления муллитокорундовых тиглей | |||
| Огнеупоры | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Огнеупорная масса | 1981 |
|
SU1011604A1 |
| Шихта для изготовления огнеупоров | 1983 |
|
SU1231037A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРНОЙ КЕРАМИКИ | 1991 |
|
RU2044717C1 |
| 0 |
|
SU294694A1 | |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

