Изобретение относится к холодной обработке листового материала и может быть- использовано в различных отраслях промышленности.
Целью изобретения является расширение технологических возможностей путем обеспечения нтамповки неметаллических материалов.
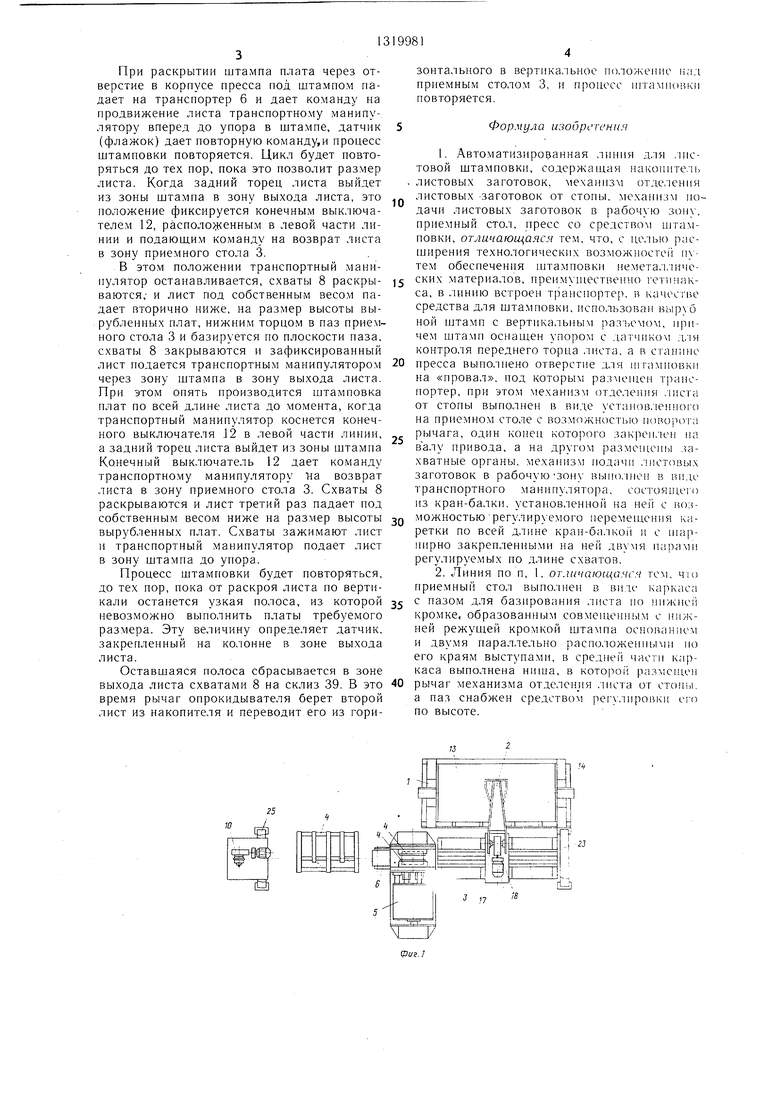
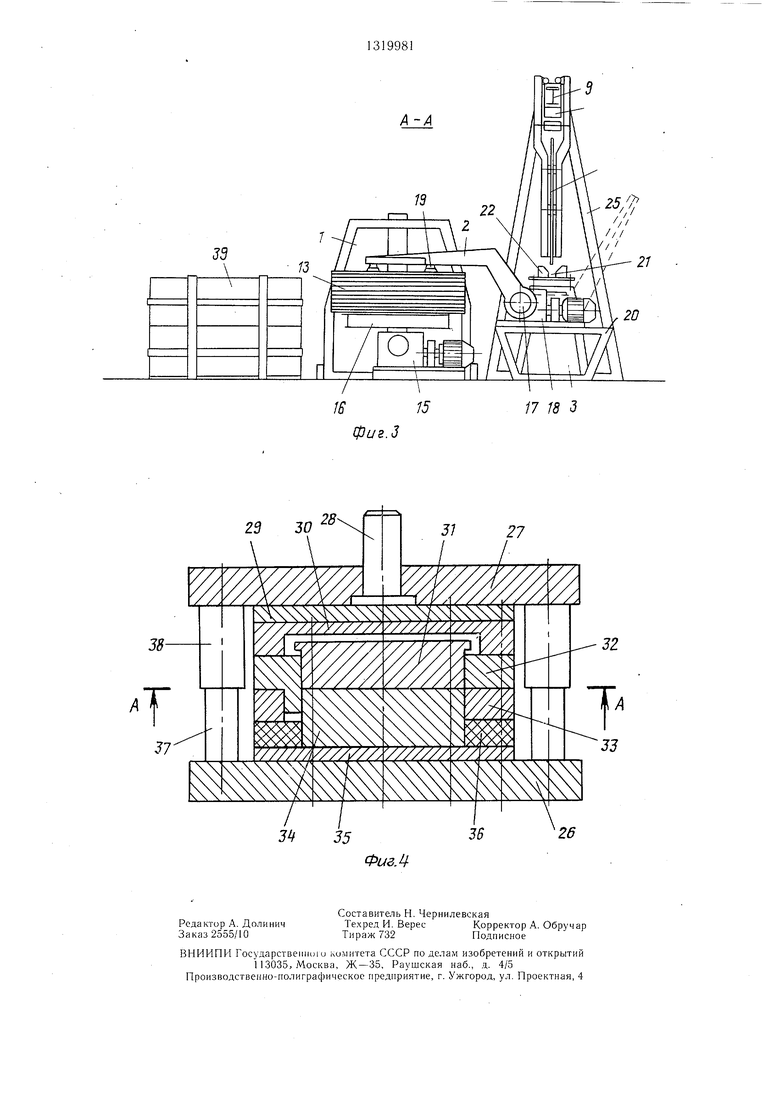
На фиг. 1 представлена линия, вид в плане (без кран-балки и каретки); на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - штамп для вырубки плат.
Автоматизированная линия для штамповки плат из листа содержит накопитель 1 для укладки стопы листов с автоматической регулировкой по высоте,механизм отделения листа от стопы листов, включающий опрокидыватель 2 с захватными органами, в частности вакуумны.ми присосками, который уста новлен в нише приемного стола 3, штамп 4 с выступом в передней рабочей части, раз- ме1ценный на прессе 5, в котором зеркало штампа 4 закреплено в вертикальном положении относительно приемного стола, а в прессе выполнено сквозное отверстие под нп амном для свободного падения вырубленных плат вниз на транспортер 6, трансцорт- ный манипулятор 7 со схватами 8, который переменхается по кран-балке 9, привод 10 транспортного манипулятора 7 и склиз 11. На край-балке 9 установлены два конечных выключателя 12 для ограничения хода транспортного манипулятора 7.
Накопитель с.лужит для укладки листов 13 и состоит из сварной рамы 14, привода 15, платформы 16, перемещение которой осуществляется от привода 15 через винтовую пару. Опрокидыватель для захвата листов 13 из пакопителя и перевода их из горизонтального положения в вертикальное положение выполнен в виде рычага, один конец которого закреплен на валу 17 привода 18, а на другом конце его закреплены захватные органы 19 в виде присосок.
Приемный стол состоит из сварного каркаса 20, в котором выполнен паз в виде основания 21 и двух боковых выступов (типа направляющих 22) по всей длине каркаса. При этом основание паза является базой для листа, который устанавливается на него нижней кромкой в вертикальном положении, и снабжено средством регулировки паза по высоте (не показано). В средней части каркаса имеется симметричная ниша для установки рычага опрокидывателя.
Транснортный манипулятор служит для фиксирования и перемещения листа из зоны приемного стола через зону штампа 4 в зону выхода листа и обратно в зону приемного стола и состоит из каретки 23, к которой шарнирно закреплены две пары схватов, привода 10 и приводной цепи 24.
Кран-балка выполнена из двутаврового проката и закреплена на двух колоннах 25, по которы.м ггеремещается каретка-23. Кран0
оалка расположена над зоной прие.много стола, зоной штампа и зоной выхода листа из щтампа параллельно базовой линии, проходящей но плоскости паза, направляющего стола и нижней режущей кромке штампа 4.
Пресс для осуществления щтамповки плат из листа имеет перемещение криво1нипа в горизонтальной плоскости, а зеркало штампа 4 располагается в вертикальной плоскости.
Длина хода каретки 23 (фиг. 2) транспортного манипулятора осуществляется по двум конечным выключателям, закрепленным на кран-балке в правой и левой части линии. Контроль наличия полосы, из которой 5 невозможно выполнить плату требуемого размера, осуществляется датчиком, закрепленным на колонне 25 в зоне выхода листа из HJTaMna. Транспортировка плат после шта.мповки осуществляется транспортером 6.
Шта.мп для вырубки плат из листа со- 0 стоит из нижней пл.иты 26, верхней плиты 27, хвостовика 28, подкладочной 29 плиты, пуап- сонодержателя 30, вь талкивателя 31, матрицы 32, съе.мника 33 пуансон-матрицы 34, подкладочной плиты 35, пластины 36 резиновой, колонок 37, направляющих втулок 38.
Автоматизированная линия для штамповки плат из листа работает следующим образом.
Стопу листов 13 заводской поставки рас- . наковывают вблизи накопителя 1, лист1 1 укладывают на платформу 16 накопителя, сортируя их. С помощью опрокидывателя 2 с захватными органами 19 от привода 18 вокруг оси опрокидыватель переводит лист из горизонтального положения в вертикальное и удерживает его над пазом прие.много стола 3. В это время из зоны выхода листа 13 транспортный манипулятор перемещается по балке 9 приводом 10 через тяговую цепь 24 в зону стола 3 и устанавливается так, что лист 13 располагается между раскрытыми схватами 8 транспортного манипулятора. Это положение фиксируется выключателем 12, установленным на кран-балке, в правой части линии. При остановке транспортного манипулятора схваты закрываются, зажимая лист, а рычаг 2 опрокидывается
5 и отводится в нерабочее положение, затем схваты раскрываются, лист 13 под собственным весом падает на плоскость схвата паза, который смыкается и фиксирует лист в положении, установленным нижним торцом на плоскости паза приемного стола 3, которая совмещена с нижней режущей кромкой штампа 4. Включается привод 10 транспортного манипулятора и лист из зоны приемного стола 3 перемешается до упора в штампе 4. При касании передней торцовой части листа
5 упора в штампе датчик (флажок), смонтированный в передней части штампа, подает команду на остановку транспортному манипулятору и одновременно прессу 5, процесс штамповки начинается.
0
При раскрытии штампа плата через отверстие в корпусе пресса под штампом падает на транспортер 6 и дает команду на продвижение листа транспортному манипулятору вперед до упора в штампе, датчик (флажок) дает повторную команду.и процесс штамповки повторяется. Цикл будет повторяться до тех пор, пока это позволит размер листа. Когда задний торец листа выйдет из зоны штампа в зону выхода листа, это положение фиксируется конечным выключателем 12, располо кенным в левой части линии и подаюшим команду на возврат листа в зону приемного стола 3.
В этом положении транспортный манипулятор останавливается, схваты 8 раскрываются,- и лист под собственным весом падает вторично ниже, на размер высоты вырубленных плат, нижним торцом в паз приемного стола 3 и базируется по плоскости паза, схваты 8 закрываются и зафиксированный лист подается транспортным манипулятором через зону штампа в зону выхода листа. При этом опять производится штамповка плат по всей длине листа до момента, когда транспортный .манипулятор коснется конечного выключателя J2 в левой части линии, а задний торец листа выйдет из зоны штампа Конечный выключатель 12 дает команду транспортному манипулятору на возврат листа в зону приемного стола 3. Схваты 8 раскрываются и лист третий раз падает под собственным весом ниже на размер высоты вырубленных плат. Схваты зажимают лист и транспортный манипулятор подает лист в зону штампа до упора.
Процесс штамповки будет повторяться, до тех пор, пока от раскроя листа по вертикали останется узкая полоса, из которой невозможно выполнить платы требуемого размера. Эту величину определяет датчик, закрепленный на колонне в зоне выхода листа.
Оставшаяся полоса сбрасывается в зоне выхода листа схватами 8 на склиз 39. В это время рычаг опрокидывателя берет второй лист из накопителя и переводит его из гори
5
0
5
0
0
зонтального в вертика.чьнос положение нал приемным столом 3. и процесс штамповки повторяется.
Формула изобретения
. Автоматизированная линия для .аистовой штамповки, содержащая накопитель листовых заготовок, механизм отделения листовых заготовок от стопы, ме.ханизм подачи листовых заготовок в рабочую зону, приемный стол, пресс со средством штамповки, отличающаяся тем, что, с це.чыо расширения технологических возможиостс ну- тем обеспечения штамповки неметаллических материалов, преимуп1естиен11О гетчнак- са, в линию встроен транспорте 1. в качесп е средства для штамповки, использован выруб ной штамп с вертикальным раз ьемом, причем штамп оснащен упором с датчиком д.чя контроля переднего торца листа, а в станине пресса выполнено отверстие для иггамновки на «провал, под которым размешен транспортер, при этом ме.ханизм отделения листа от стопы выполнен в ви.те ycTanoB.iCHiioro на приемном столе с возможностью поворота рычага, один конец которого закреп.чен на валу нривода, а на другом размс1цеп1 1 захватные органы, механизм подачи листовых заготовок в рабочую зону выно.шен в пп.че транспортного манипулятора, состоящего из кран-балки, установленной на ней с возможностью регулируемого перемещения каретки по всей длине кран-балко 1 и с шар- иирно закреп,:1енными на пей двумя парами регулируемых по длине схватов.
2. Линия по п, 1. отличающаяся тем, чю приемный стол выполнен в виде каркаса с пазом для базирования листа по нижней кромке, образованным совмен1енным с нижней режущей кромкой штампа основанном и двумя параллельно расположенными но его краям выступами, в средней части каркаса выполнена Hiinja, в KOTOpoii размещен рычаг механизма отделен 1Я лпста от CToniii. а паз снабжен средством регулировки его по высоте.
2J
Л-/1
/7 18 3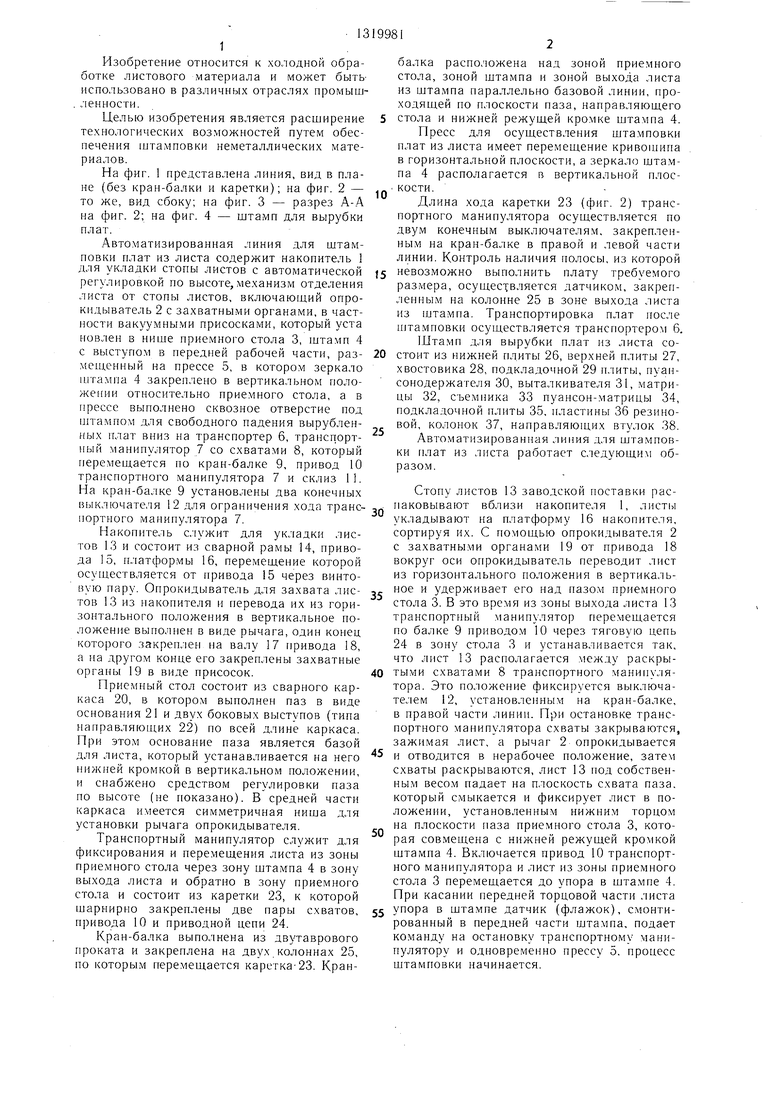
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Устройство для штамповки деталей из листового материала | 1985 |
|
SU1294430A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
. Изобретение относится к холодной обработке листового материала и может быть использовано в различных областях промышленности. Цель изобретения - расширение технологических возможностей путем обеспечения штамповки неметаллических материалов. Линия содержит установленные в технологической последовательности накопитель, механизм отделения листа от стопы в виде опрокидывателя 2, приемный стол, штамп с вертикальной нлоскостью разъема, установленный на прессе 5, транснортнь и манипулятор 7 со схватами 8, перемещаю- шийся по кран-балке 9. Опрокидыватель 2 переводит лист из горизонтального положения в вертикальное. Транспортный манипулятор 7 схватами 8 берет лист н переноснт его в штамп, где проис.чоднт вырубка. Вырубленная деталь - плата через отверстие в прессе 5 попадает на транспортер 6 и выносится из зоны штамповки. 1 з. п. ф-лы, 4 ил. 12 W 12 S (Л со со со оо Фиг. 2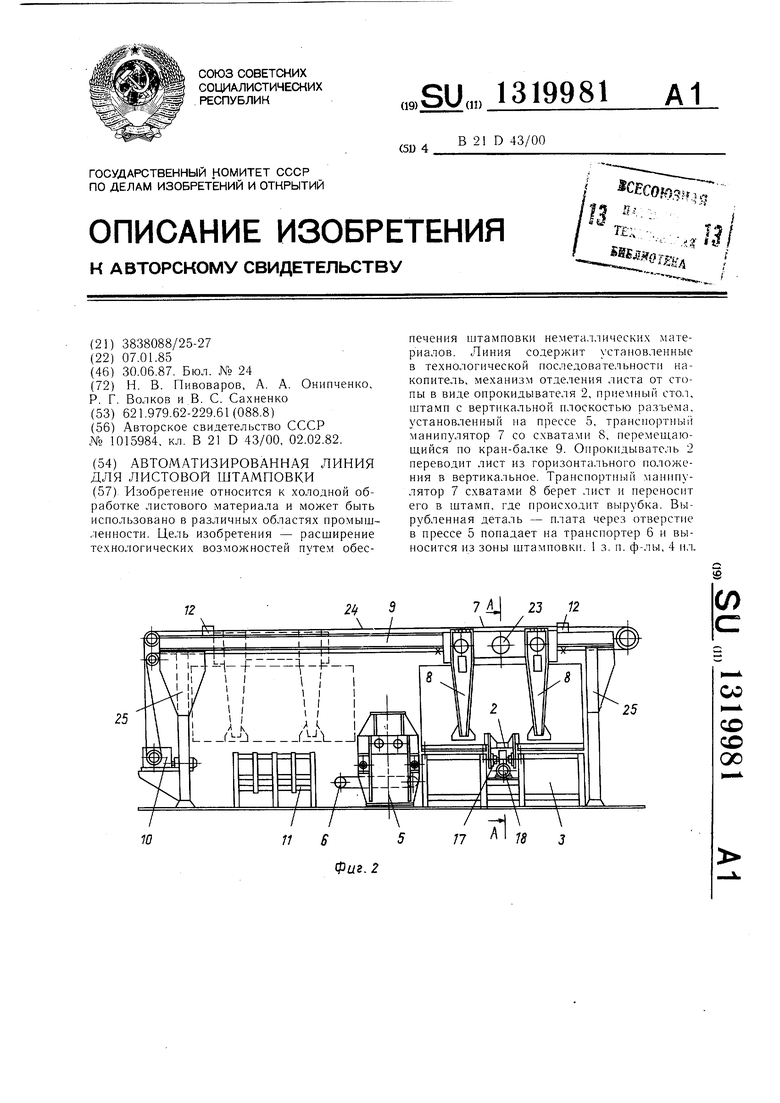
23 30
27
32
36
26
Составитель Н. Чернилевская Техред И. ВересКорректор А. Обручар
Тираж 732Подписное
ВНИИПИ Государствешкли комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФизЛ
| Автоматизированный комплекс для многопереходной листовой штамповки | 1982 |
|
SU1015984A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
