(54) УСТРОЙСТВО ДЛИ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ДВУСЛОЙНОГО ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2042516C1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Механизм настройки кассет матричного блока для гофрирования сильфонов | 1985 |
|
SU1296263A1 |

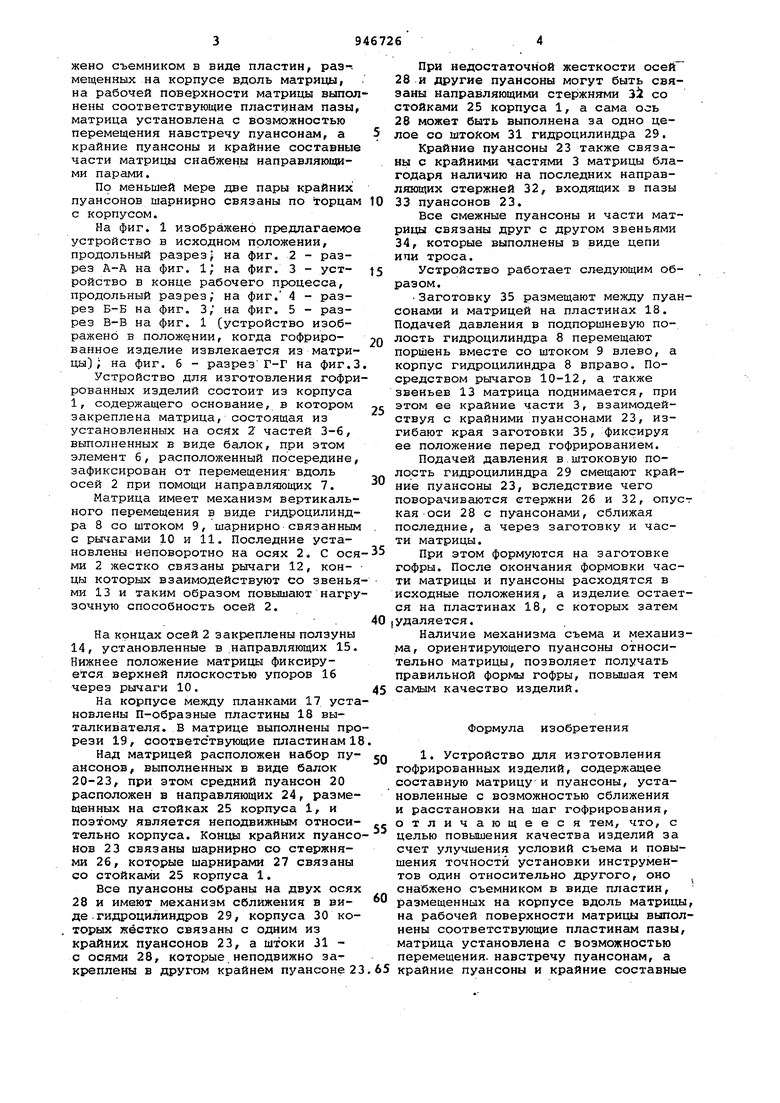
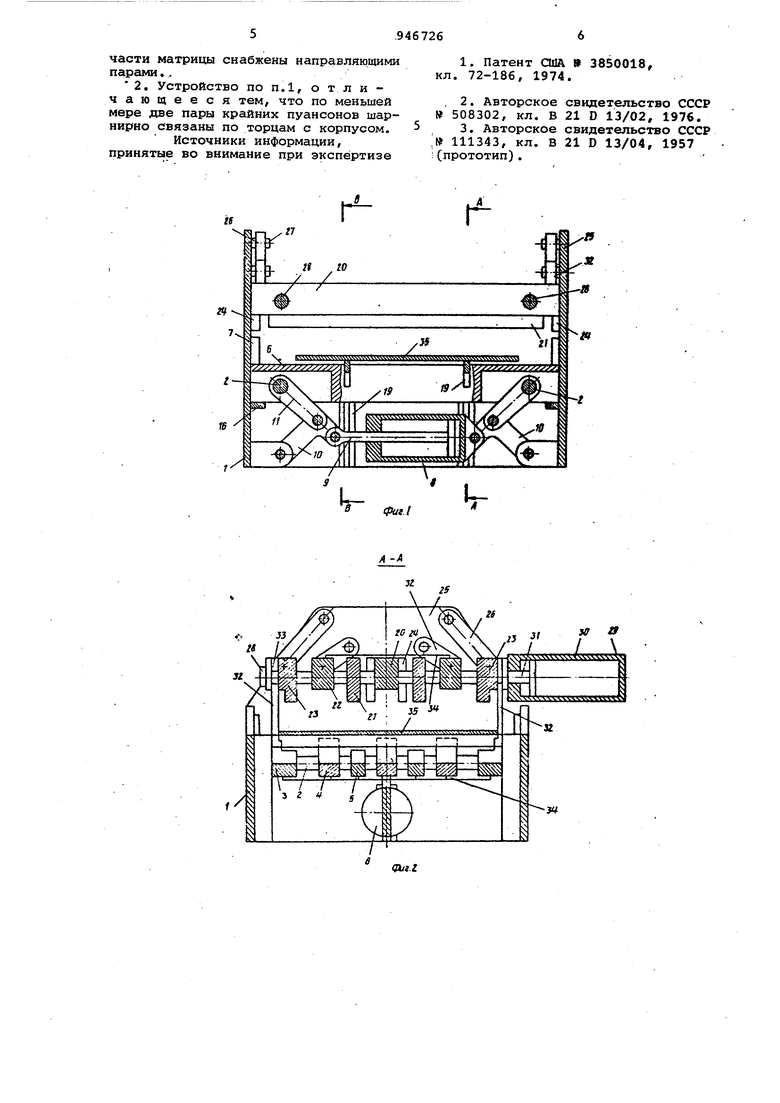
Изобретение относится к Обработке металлов давлением, в частности к оборудованию для гофрирования листового материала. Известно устройство для изготовле ния гофрированных изделий из листово го материала, содержащее установленный на основании механизм гофрирования, выполненный в виде двух зубча тых барабанов l. Недостатком данного устройства является то, что на нем нельзя изготовлять изделия с глубокими гофрами. Известно также устройство для изготовления гофрированных изделий, включающее матрицу в виде зубчатой плиты, набор пуансонов и устройство для сближения пуансонов и матрицы, выполненное в виде барабана с копира ми, установленного на приводном валу 2. Недостаток данного устройства состоит в низкой производительности гофрирования, так как копиры приводного вала взаимодействуют с пуансонами последовательно один за другим, по мере того как предыдущий пуансон выполнит гофр, вступает в работу следующий пуансон. Наиболее близким к пpeдлaгaeмo y является устройство для изготовления гофрированных изделий, содержащее составную матрицу и пуансоны, при этом элементы матрицы и пуансоны установлены на осях с возможностью сближения и расстановки на шаг гофрирования зЗ. Однако в известном устройстве не предусмотрен механизм съема изделий, что при наличии самопроизвольно раздвигающихся после окончания гофрирования матриц может приводить к искажению формы гофров. Кроме того, в нем отсутствует механизм, ориентирующий пуансоны относительно матрицы, что может приводить к появлению асимметрии гофров. Цель изобретения - повышение качества изделий за счет улучшения условий съема и повышения точности установки инструментов один относчтельно другого. Для достижения поставленной цели устройство для изготовления гофрированных изделий, содержащее составную матрицу и пуансоны, установленные с возможностью сближения и расстановки на шаг гофрирования, снабжено съемником в виде пластин раз-. мещенных на корпусе вдоль матрицы, на рабочей поверхности матрицы выпол нены соответствующие пластинам пазы матрица установлена с возможностью перемещения навстречу пуансонам, а крайние пуансоны и крайние составные части матрицы снабжены направляющими парами. По меньшей Мере две пары крайних пуансонов шарнирно связаны по торцам с корпусом. На фиг. 1 изображено предлагаемое устройство в исходном положении, продольный разрезJ на фиг. 2 - разрез А-А на фиг. i; на фиг. 3 - устройство в конце рабочего процесса, продольный разрез; на фиг. 4 - разрез Б-Б на фиг. З; на фиг. 5 - разрез В-В на фиг. 1 (устройство изображено в положении, когда гофрированное изделие извлекается из матрицы) на фиг. 6 - разрезГ-Г на фиг.З Устройство для изготовления гофри рованных изделий состоит из корпуса 1, содержащего основание, в котором закреплена матрица, состоящая из установленных на осях 2 частей 3-6, выполненных в виде балок, при этом элемент б, расположенный посередине, зафиксирован от перемещения- вдоль осей 2 при помощи направляющих 7. Матрица имеет механизм вертикального перемещения в виде гидроцилиндра 8 со штоком 9, шарнирно связанным с рычагами 10 и 11. Последние установлены неповоротно на осях 2. С ося ми 2 жестко связаны рычаги 12, концы которых взаимодействуют со звенья ми 13 и таким образом повышают нагру зочную способность осей 2. На крицах осей 2 закреплены ползуны 14, установленные в .направляющих 15. Нижнее положение матрицы фиксируется верхней плоскостью упоров 16 через рычаги 10. На корпусе между планками 17 уста новлены П-образные пластины 18 выталкивателя. В матрице выполнены про рези 19, соответствующие пластинам 1 Над матрицей расположен набор пуансонов, выполненных в виде балок 20-23, при эхом средний пуансон 20 расположен в направляющих 24, размещенных на стойках 25 корпуса 1, и поэтому является неподвижным относительно корпуса. Концы крайних пуансо нов 23 связаны шарнирно со стержнями 26, которые шарнирами 27 связаны со стойками 25 корпуса 1. Вса пуансоны собраны на двух осях 28 и имеют механизм сближения в виде гидроцилиндров 29, корпуса 30 которых жёстко связаны с одним из крайних пуансонов 23, а штоки 31 с осями 28, которые,неподвижно закреплены в другом крайнем пуансоне 2 При недостаточной жесткости осей 28 и другие пуансоны могут быть связаны направляющими стержнями 3i со стойками 25 корпуса 1, а сама ось 28 может быть выполнена за одно целое со штойом 31 гидроцилиндра 29. Крайние пуансоны 23 также связаны с крайними частями 3 матрицы благодаря наличию на последних направляющих стержней 32, входящих в пазы 33 пуансонов 23. Все смежные пуансоны и части матрицы связаны друг с другом звеньями 34, которые выполнены в виде цепи иди троса. Устройство работает следующим образом. .Заготовку 35 размещают между пуансонами и матрицей на пластинах 18. Подачей давления в подпоршневую полость гидроцилиндра 8 перемещают поршень вместе со штоком 9 влево, а корпус гидроцилиндра 8 вправо. Посредством рычагов 10-12, а также звеньев 13 матрица поднимается, при этом ее крайние части 3, взаимодействуя с крайними пуансонами 23, изгибают края заготовки 35, фиксируя ее положение перед гофрированием. Подачей давления в.штоковую полость гидроцилиндра 29 смещают крайние пуансоны 23, вследствие чего поворачиваются стержни 26 и 32, опуст кая оси 28 с пу-ансонами, сближая последние, а через заготовку и части матрицы. При этом формуются на заготовке гофры. После окончания формовки части матрицы и пуансоны расходятся в исходные положения, а изделие остается на пластинах 18, с которых затем удаляется. Наличие механизма съема и механизма, ориентирующего пуансоны относительно матрицы, позволяет получать правильной формы гофры, повышая тем самым качество изделий. Формула изобретения 1. Устройство для изготовления гофрированных изделий, содержащее составную матрицу и пуансоны, установленные с возможностью сближения и расстановки на шаг гофрирования. отличающееся тем, что, с целью повышения качества изделий за счет улучшения условий съема и повышения точности установки инструментов один относительно другого, оно снабжено съемником в виде пластин, размещенных на корпусе вдоль матрицы, на рабочей поверхности матрицы выполнены соответствующие пластинам пазы, матрица установлена с возможностью перемещения, навстречу пуансонам, а крайние пуансоны и крайние составные
части матрицы снабжены направляющими парами..
Источники информации, принятые во внимание при экспертизе
. 2. Авторское свидетельство СССР 508302, кл. В 21 D 13/02, 1976.
