Изобретение относится к области металлообработки и может быть использовано при электромеханической обработке резьбы.
Известен инструментальный блок для электромеханического упрочнения винтовых поверхностей (Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой. - М.: Машиностроение, 1989 - с.111-113), состоящий из двух шарнирно-соединенных между собой и изолированных скоб, на которых установлены инструментальные ролики. Такая конструкция блока позволяет получать твердый и износостойкий поверхностный слой резьбы на детали.
Недостатком конструкции блока являются: невозможность компенсации наклона роликов на угол подъема витков резьбы.
Известен инструментальный узел для электромеханической обработки резьбы (Патент RU 2243080 С2, бюл. №36, 27.12.2004), содержащий корпус, в котором размещена ось, с установленным на ней инструментальным роликом, непосредственно подпружиненным в торцовых отверстиях корпуса и ролика.
Однако в данном узле используется только один инструментальный ролик, что не позволяет повысить производительность обработки резьбы. Кроме того, подвод электрического тока производится через деталь и инструментальный ролик.
Для выполнения процесса электромеханической обработки резьбы необходимо повысить производительность обработки резьбы и уменьшить коробление детали за счет подвода электрического тока на инструментальные ролики.
Указанный результат достигается тем, что для уменьшения коробления детали и повышения производительности обработки используются два инструментальных ролика, выставленные по профилю резьбы, на длине, кратной шагу, с возможностью регулировки погрешности настройки навинчиванием изоляционной стяжной муфты, имеющей левую и правую резьбу стяжек, а концы стяжек шарнирно размещены с зазором в торцовых поверхностях инструментальных роликов и имеют возможность поворачиваться относительно них, а по усилию поджатая обеспечивается независимое регулирование каждого инструментального ролика.
На чертеже изображена конструкция (общий вид) инструментального узла. Узел состоит из инструментальных роликов 1 и 2, изоляционной стяжной муфты 3 с правой и левой резьбой, двух стяжек 4 и 5. С одной стороны инструментальных роликов предусмотрены сферические отверстия, в которые установлены стяжки. Для настройки инструментального узла по шагу резьбы детали муфта имеет возможность навинчиваться на резьбу стяжек. Межцентровое расстояние между инструментальными роликами выбирается таким образом, чтобы обеспечить обработку резьбы на всей длине без перекрытия витков.
Инструментальный узел работает следующим образом: инструментальные ролики устанавливаются в приспособления с независимым усилием поджатия Q. Резьбовую деталь устанавливают в патроне станка или в центровых отверстиях. Обеспечивают надежный контакт между инструментальными роликами и резьбой детали. От электрической установки через силовые токоподводящие кабели 6 и 7 на инструментальные ролики подводится электрический ток. В результате протекания через зону контакта тока большой силы поверхностный слой детали мгновенно разогревается, пластически деформируется и упрочняется. При вращении детали со скоростью V и осевом перемещении инструментальных роликов по резьбе последние от усилия подачи станка занимают положения, самоустанавливающиеся по профилю и углу подъема винтовой линии. Такая конструкция узла обеспечивает также компенсацию погрешности настройки при обработке резьбы с переменным шагом.
Таким образом, использование предлагаемого технического решения для электромеханической обработки резьбы обеспечивает технические характеристики обработки при высокой эффективности и надежности конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ РЕЗЬБЫ | 2002 |
|
RU2243080C2 |
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2383422C2 |
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2231435C2 |
| Способ крепления досок при изготовлении полов, стен, потолков | 2001 |
|
RU2221121C2 |
| Предохранительная муфта | 1990 |
|
SU1742549A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Способ укрепления горной породы шахтной крепью | 2023 |
|
RU2818646C1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
| Портальный металлорежущий станок и способ его сборки | 1990 |
|
SU1808602A1 |
Изобретение относится к области металлообработки и может быть использовано при электромеханической обработке резьбы. Устройство содержит два инструментальных ролика с плоскопараллельными торцами и рабочим профилем при вершине и изоляционную стяжную муфту с левой и правой резьбой. Инструментальные ролики выставлены в соответствии с профилем обрабатываемой резьбы на расстоянии, кратном шагу резьбы. Изоляционная стяжная муфта выполнена с возможностью навинчивания на стяжки для регулировки погрешности настройки роликов. Концы стяжек шарнирно размещены с зазором в торцовых поверхностях инструментальных роликов и имеют возможность поворачиваться относительно них. При этом ролики установлены из условия независимого регулирования их поджатия к заготовке. В результате повышается эффективность и надежность процесса электромеханической обработки. 1 ил.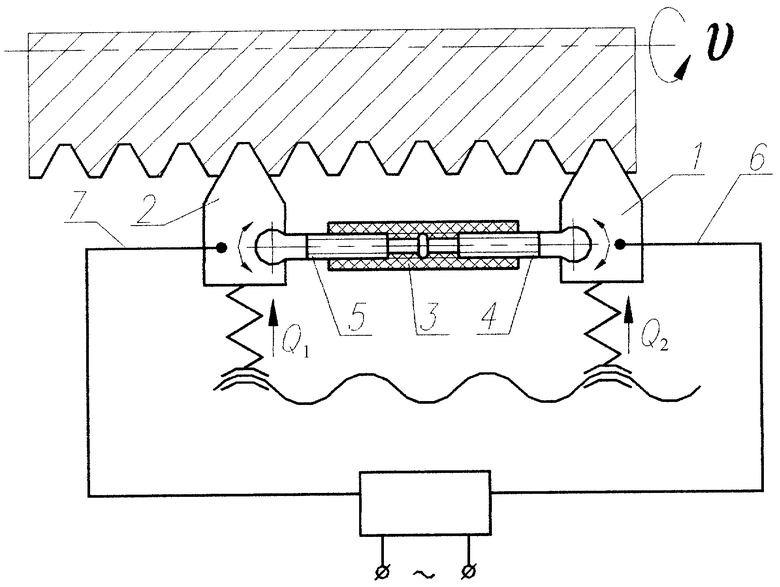
Инструментальный узел для электромеханической обработки резьбы, содержащий инструментальные ролики с плоскопараллельными торцами и рабочим профилем при вершине, отличающийся тем, что он содержит два инструментальных ролика, выставленных в соответствии с профилем обрабатываемой резьбы на длине, кратной шагу резьбы, с возможностью регулировки погрешности настройки путем навинчивания изоляционной стяжной муфты с левой и правой резьбой на стяжки, при этом концы стяжек шарнирно размещены с зазором в торцовых поверхностях инструментальных роликов и возможностью поворота относительно них, а инструментальные ролики установлены с возможностью обеспечения независимого регулирования усилия поджатия каждого из них к резьбе.
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ РЕЗЬБЫ | 2002 |
|
RU2243080C2 |
| ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1997 |
|
RU2117566C1 |
| Устройство для электромеханического упрочнения деталей | 1975 |
|
SU531708A1 |
| Устройство для электромеханического упрочнения деталей | 1990 |
|
SU1756128A1 |
| Устройство для обкатки | 1981 |
|
SU996045A1 |
| JP 59042265 A, 08.03.1984. | |||

