Изобретение относится к области обработки металлов давлением и может быть использовано при производстве горячекатаных полос на широкополосовых и штрипсовых станах.
При производстве полос на станах горячей прокатки, не смотря на строгое регламентирование стабильности температуры по длине полосы на всех этапах обработки металла, начиная с его нагрева перед прокаткой и заканчивая сматыванием готовой полосы, имеет место неодинаковое охлаждение различных витков рулона. Скорость охлаждения наружных и внутренних внешних групп витков различна и значительно выше скорости охлаждения витков средней части остывающего рулона.
Это приводит к нарушению равномерности распределения значений физико-механических свойств по длине готовых горячекатаных полос. Кроме того, процесс охлаждения горячекатаной полосы в рулоне затягивается до 3...8 суток из-за незначительности активных тепловыводящих площадей рулона (только его основания), что требует больших складских площадей, специально оборудованных под остывающие рулоны.
Известен способ охлаждения рулонов горячекатаных полос, включающий отвод тепла охладителем непосредственно от оснований рулона (RU №2022030 C1, C 21 D 1/02, 30.10.1994 г.).
Известно также устройство для охлаждения рулона горячекатаной полосы, содержащее емкость, контактирующую с основанием рулона (RU №35741 U1, B 21 B 45/02, 10.02.2004 г.).
Основными недостатками известных способа и устройства являются - наличие непосредственного контакта охлаждающей воды с охлаждаемым горячим металлом, что не безопасно при реализации данного способа в производстве и обслуживании такого устройства, а прямой длительный контакт воды или ее паров с поверхностью горячего металла приводит к образованию на ней дефектов в виде пятен коррозии или солевых отложений.
Кроме того, отсутствует возможность охлаждения таким способом верхнего основания рулона, а управление скоростью охлаждения различных витков по сечению рулона ограничено, так как условия теплоотвода по всей поверхности соприкосновения охлаждающей жидкости с металлом одинаковы.
Вместе с тем, обтекаемые конвективными потоками воздуха, внешние и прилегающие к ним витки рулона охлаждаются с большей интенсивностью, чем внутренние и приближенные к ним витки, находящиеся в центре теплового поля рулона.
Располагаясь в различных температурно-скоростных условиях, металл различных участков полосы проходит по-разному структурные преобразования и, как следствие, приобретает различия в физико-механических свойствах по длине готовой горячекатаной полосы.
Технический результат настоящего изобретения заключается в сохранении качества поверхности горячекатаной полосы в рулоне и сокращении времени охлаждения этого рулона с возможностью выравнивания физико-механических свойств по длине готовой полосы.
Указанный технический результат достигается тем, что в известном способе охлаждения рулона горячекатаной полосы, включающем отвод тепла от основания рулона, отвод тепла охладителем организуют с помощью прокладки, контактирующей с основанием рулона, причем прокладка имеет теплопроводность не ниже, чем материал полосы в рулоне. При этом прокладка может устанавливаться к обоим основаниям рулона, а подача охладителя на прокладку по радиальному сечению рулона может осуществляться не менее чем тремя раздельными потоками с различной интенсивностью теплоотвода.
Устройство для осуществления способа содержит емкость для подведения охладителя, которая выполнена в виде замкнутого пространства для циркуляции охладителя, а одно из оснований емкости, являющееся прокладкой между рулоном и охладителем, изготовлено из материала, имеющего теплопроводность не ниже, чем у материала охлаждаемой полосы.
На прокладке расположен центрирующий усеченный конус для фиксации положения охлаждаемого рулона. Замкнутое пространство емкости снабжено патрубками для впуска и выпуска охладителя, которые разделены перегородкой, организующей циркуляцию охладителя в емкости.
Вместе с тем, замкнутое пространство для циркуляции охладителя может быть разделено, как минимум, на три кольцевых канала, пропускающих охладитель с различной интенсивностью теплоотвода от расположенных над ними или под ними витков рулона, для этого каждый канал имеет свой впускной и выпускной патрубки, разделенные перегородкой для циркуляции охладителя в них.
После окончания горячей деформации и формирования равномерной по длине полосы зеренной структуры на отводящем рольганге горячекатаную полосу сматывают в рулон при температуре намотки 750...500°С, в зависимости от марки стали.
Последующее остывание рулона характеризуется большой неравномерностью скорости охлаждения различных витков по его радиальному сечению, не одинаковыми процессами завершения структурных и субструктурных преобразований в металле и, как следствие, разными значениями физико-механических свойств по длине готовой горячекатаной полосы.
Рулон горячекатаной полосы, как объект выделяющий тепло, из-за своей слоистой структуры имеет не одинаковые свойства теплоотдачи от различных тепловыделяющих поверхностей. Коэффициент теплопроводности рулона в радиальном направлении (λрад.) на порядок меньше, чем теплопроводность рулона в осевом направлении (λверт.). Различное теплосопротивление металла и межвитковых промежутков приводит к тому, что 80% тепла, содержащегося в рулоне, выделяется из него через поверхность оснований и только 20% - через внешние цилиндрические поверхности рулона. Поэтому для сокращения общего времени охлаждения рулона и выравнивания скорости охлаждения различных его витков в известном способе используют непосредственную подачу охладителя (воды) на поверхность нижнего основания рулона.
Соприкосновение жидкости с горячим металлов накладывает много технических ограничений на реализацию известного способа охлаждения рулона как с точки зрения техники безопасности самого процесса охлаждения, так и из-за отрицательного воздействия охладителя и его паров на качество поверхности готовой горячекатаной полосы.
Для устранения этих недостатков известного способа предлагают рулон горячекатаной полосы устанавливать на прокладку, материал которой обладает не меньшей теплопроводностью, чем металл полосы, из которой намотан рулон, от расположенных над ними или под ними групп витков рулона, то есть λпрокладки ≥ λрулона. Охладитель же подают на противоположную поверхность прокладки, которая, обладая хорошей теплопроводностью, не оказывает заметного сопротивления тепловому потоку от рулона к охладителю, и тепло снимается охладителем с той же скоростью, как это происходит при их непосредственном контакте, но без вышеуказанных негативных явлений.
На фиг.1 графически представлена реализация предложенного способа охлаждения рулона (1), металл которого имеет коэффициент теплопроводности λрулона такой же или меньше, чем материал прокладки (2), на которую он установлен, - λпрокладки. Охладитель (3), контактируя с поверхностью прокладки, при неизменных значениях характеристик теплопереноса, отводит от рулона, практически, такое же количество тепла, как если бы он контактировал непосредственно с материалом полосы.
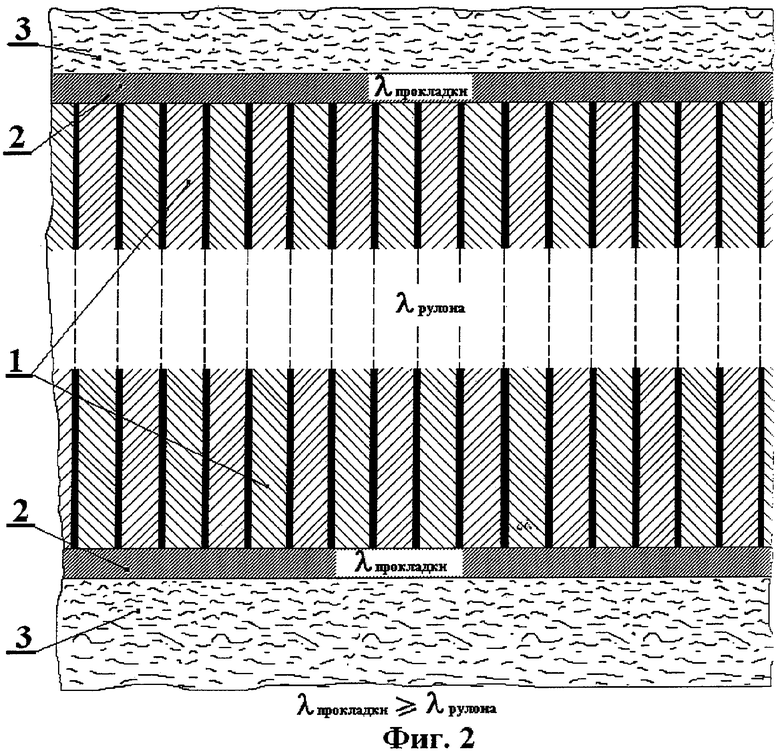
Увеличить эффективность предлагаемого способа охлаждения рулона горячекатаной полосы без повышения уровня теплоотводящих свойств охладителя (3) возможно, используя его таким образом, как показано на фиг.2. Прокладку (2) из того же материала, что и под нижним основанием (λпрокладки), укладывают на верхнее основание рулона (1) и на ее поверхности организуют прохождение охладителя (3) с аналогичными нижнему варианту(см. фиг.1) свойствами теплопереноса. Благодаря увеличению площади тепловыделения, из рулона удаляют значительно больше тепла за одинаковый промежуток времени. Сокращается общий период охлаждения рулона до необходимой температуры.
Исходя из основ теплообмена, скорость охлаждения рулона горячекатаной полосы зависит от коэффициента теплоотдачи (α) между основаниями рулона и используемым охладителем. Величина α зависит от многих факторов и, в основном, от характера и параметров используемого охладителя. Наличие прокладки, не препятствующей тепловому потоку от рулона к охладителю (λпрокладки≥λрулона), снимает все ограничения на характеристики охладителя (агрессивность вещества, повышенное давление и т.п.) и тем самым еще более расширяет диапазон изменения скоростей охлаждения витков рулона.
Так как скорость охлаждения различных витков по намотке не одинакова, то для ее выравнивания необходимо изменять α, варьируя параметрами охладителя. Условия охлаждения внешних наружных витков рулона отличаются от этих же условий у внешних внутренних витков. В свою очередь, скорость охлаждения средних по намотке витков рулона значительно меньше, чем у тех и других внешних витков.
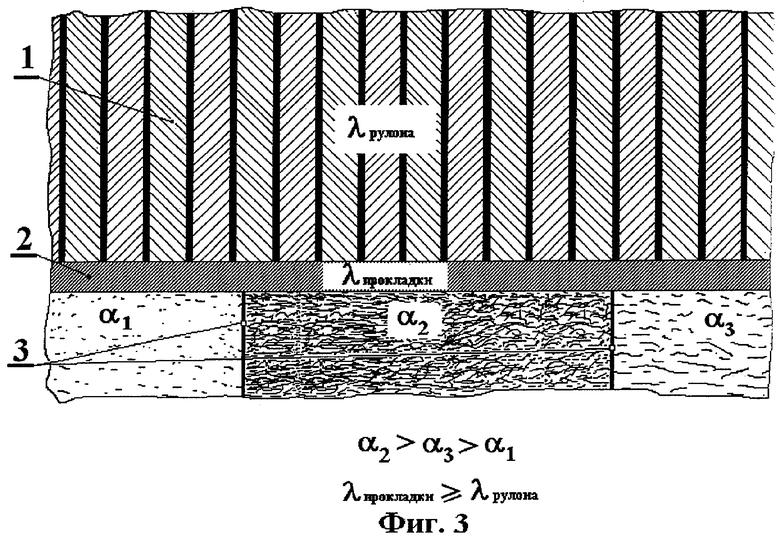
Разделенное на разные каналы пространство для циркуляции охладителя, фиг.3, позволяет изменять коэффициент теплоотдачи в различных зонах основания рулона, варьируя параметрами охладителя и, тем самым, изменяя в нужном направлении значения скорости охлаждения различных витков.
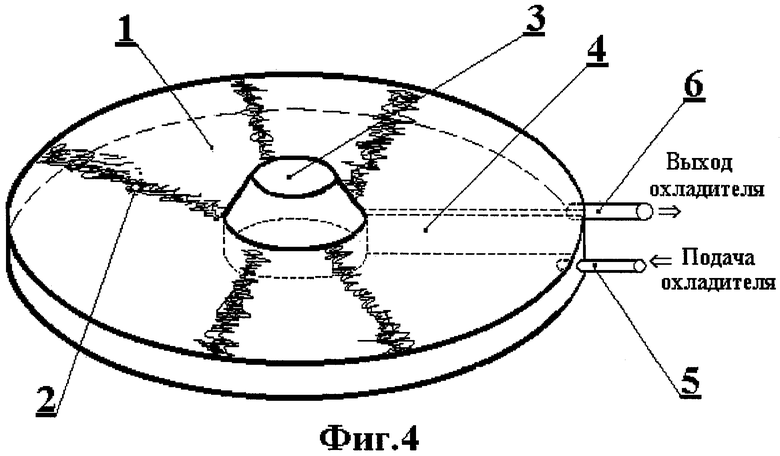
На фиг.4 показано устройство для реализации способа охлаждения рулона, представленного на фиг.1 и 2. Устройство состоит из закрытой емкости для охладителя (1), одна из сторон которой является прокладкой (2), изготовленной из материала, теплопроводность которого одинакова или выше теплопроводности материала полосы, охлаждаемой в рулоне. На поверхности прокладки 2 установлен конус (3), служащий для центрирования рулона в определенном положении на емкости 1. Для организации движения охладителя в емкости она разделена перегородкой (4), с противоположных сторон которой установлены впускной (5) и выпускной (6) патрубки для подачи и выпуска охладителя.
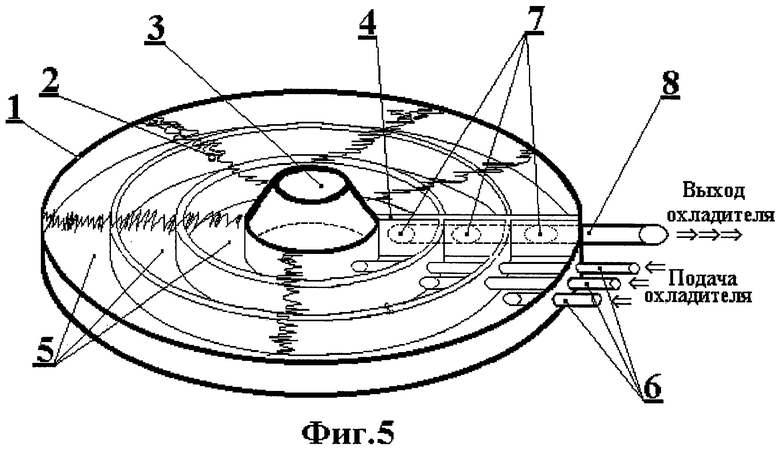
На фиг.5 показано устройство для реализации способа охлаждения рулона, представленного на фиг.3. Устройство также состоит из закрытой емкости для охладителя (1), одна из сторон которой является прокладкой (2), изготовленной из материала, теплопроводность которого одинакова или выше материала полосы охлаждаемого рулона. На поверхности прокладки 2 установлен конус (3) для центрирования рулона в определенном положении на емкости 1. Замкнутое пространство емкости 1 разделено перегородкой (4), организующей циркуляцию охладителя в емкости. Кроме того, емкость разделена, как минимум, на три кольцевых канала (5), пропускающих охладитель с различной интенсивностью теплоотвода от расположенных над ними или под ними групп витков рулона. Для создания таких раздельных потоков каждый канал имеет отдельный входной патрубок для подачи охладителя (6), а выход охладителя, на противоположной стороне перегородки 4, производится через выпускные патрубки (7) с возможным объединением их в один выходной патрубок (8).
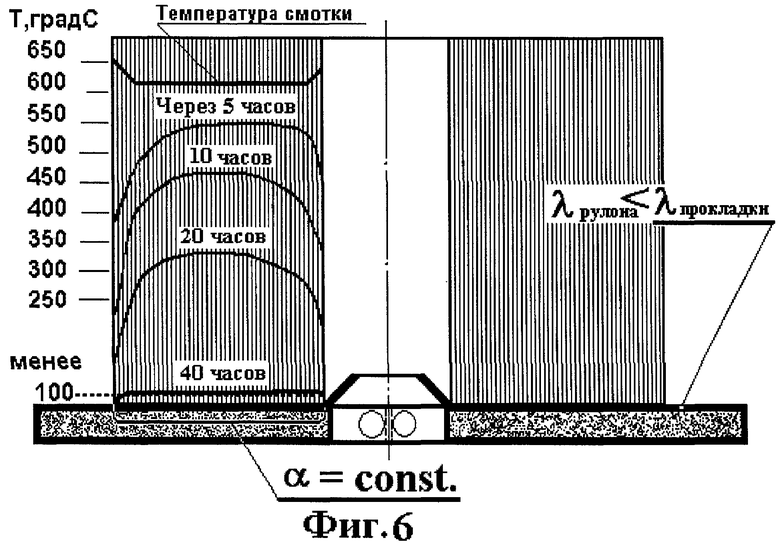
Примеры осуществления охлаждения рулона горячекатаной полосы по способу, показанному на фиг 1, 2, 3, с помощью устройства, показанного на фиг.4, 5, приведены на фиг.6, 7, 8.
На фиг.6 графически представлена динамика распределения температуры по виткам рулона во времени, при охлаждении по схеме, изображенной на фиг.1, устройством, приведенным на фиг.4. Рулон массой 31 т, из стали 10Г2ФБЮ  установлен на основание емкости, изготовленное из низкоуглеродистой стали марки 08пс
установлен на основание емкости, изготовленное из низкоуглеродистой стали марки 08пс  Внутри емкости, как в известном способе, в качестве охладителя циркулирует вода с параметрами: ρ=1,013 бар, t=30°С.
Внутри емкости, как в известном способе, в качестве охладителя циркулирует вода с параметрами: ρ=1,013 бар, t=30°С.
Так как теплопроводность прокладки, на которой установлен рулон, не увеличивает термическое сопротивление тепловому потоку от рулона, то отвод его по всему основанию рулона сохраняется на том же уровне, что и при непосредственном контакте охладителя с металлом рулона, как это происходило в известном способе. При этом качество поверхности готовой полосы остается высоким (отсутствуют солевые пятна и следы коррозии). Общее время ускоренного охлаждения рулона до 100°С остается на уровне 40 часов, и разница в текущем значении температуры различных витков рулона (Δt) сохраняется на уровне 200°С.
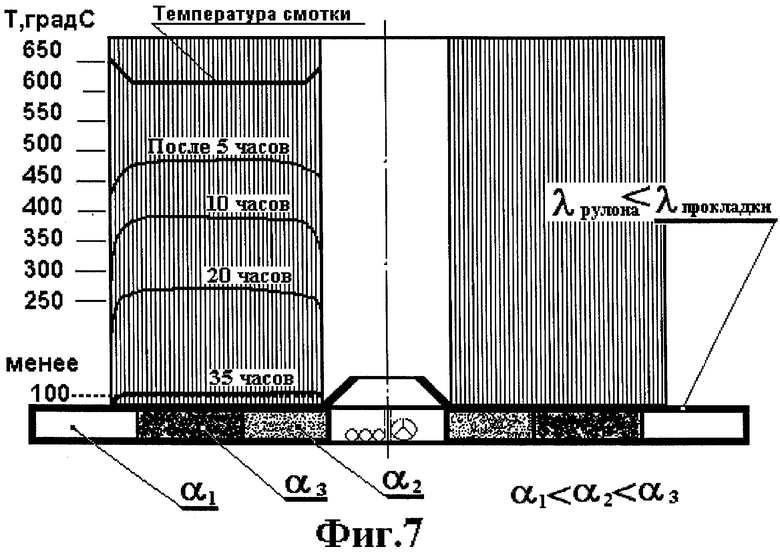
Вариант охлаждения рулона с теми же габаритами и физическими характеристиками по схеме, изображенной на фиг.3, устройством, вариант которого изображен на фиг.3, представлен на фиг.7. Тепловой поток, проходящий через основание (прокладку) емкости для охлаждения, не изменился, а сама емкость разделена перегородками на три канала, через которые пропускается охладитель с различной теплоотводящей способностью:
α1 - воздух, ρ=1,0 кг/м3, t=80°; α2 - вода, ρ=1,013 бар, t=20°С; α3 - вода, ρ=3,0 бар, t=20°С. Соотношение значений α приведено на фиг.7, т.е. тепло от средних по намотке витков рулона, через α его нижнее основание, отводится более интенсивно, чем от внутренних внешних и, тем более, чем от внешних наружных витков. Поэтому кроме сохранения качества поверхности готовой полосы, при не большем сокращении общего времени охлаждения, выравниваются скорости охлаждения различных витков по намотке (максимальный градиент температуры между витками не превышает 50°С), что приводит к более равномерному распределению значений физико-механических свойств по длине готовых горячекатаных полос.
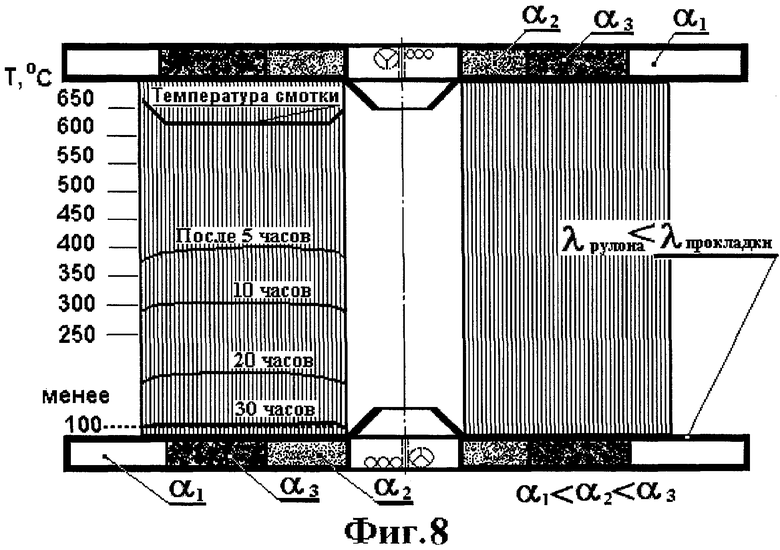
На фиг.8 представлен вариант охлаждения такого же рулона, как и в предыдущих вариантах, по схеме, изображенной на фиг.2 и 3, устройством, приведенным на фиг.5. Физические характеристики устройств на нижнем и верхнем основаниях одинаковы, и тепловой поток из рулона увеличивается из-за повышения тепловыделения, теперь и через верхнее основание. Особенно увеличение теплового потока заметно от средних по намотке витков рулона. Это приводит к еще большему сокращению времени охлаждения рулона (до 30 часов), к, практическому, устранению градиента температуры различных по намотке витков охлаждаемого рулона и, как следствие, равномерному распределению свойств металла полосы по всей ее длине.
Технические результаты охлаждения горячекатаной полосы в рулоне по известному способу и вариантам предлагаемого способа представлены в таблице.
Результаты охлаждения рулона горячекатаной полосы из стали 10Г2ФБЮ, сечением 8×1835 мм, массой 31 т, по известному способу и по предлагаемому на фиг.6, 7, 8.
охлаждения рулона
охлаждения
рулона,
τ, час
полосы:
температуре
витков за первые 10 ч
охлаждения рулона, Δt, °C
длине
полосы значений
ударной вязкости,
ΔKCV60, 
48
пятнах и коррозии
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ В РУЛОНАХ ПРИ ТРАНСПОРТИРОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2286859C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС В РУЛОНАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292402C2 |
| СПОСОБ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2391417C1 |
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1772182A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ С ОДНОВРЕМЕННОЙ ТЕРМООБРАБОТКОЙ ВНЕШНИХ ВИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2384631C1 |
| СПОСОБ ПОДГОТОВКИ К ОХЛАЖДЕНИЮ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2243048C1 |
| СПОСОБ УСКОРЕННОГО ОХЛАЖДЕНИЯ РУЛОННОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2243271C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ВНЕШНИХ ПОВЕРХНОСТЕЙ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2345858C2 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1763494A1 |
Изобретение относится к прокатному производству, в частности к охлаждению рулонов горячекатаных полос. Для сохранения качества поверхности полосы, сокращения времени охлаждения и выравнивания физико-механических свойств по длине готовой полосы отвод тепла осуществляют через прокладку, контактирующую с основанием рулона, с теплопроводностью не ниже материала полосы в рулоне. Прокладка может устанавливаться к обоим основаниям рулона, а подача охладителя на прокладки по радиальному сечению рулона может осуществляться не менее чем тремя раздельными потоками с различной интенсивностью теплоотвода. Устройство содержит емкость с замкнутым пространством, одно из оснований емкости, контактирующее с основанием рулона, изготовлено из материала, имеющего теплопроводность не ниже, чем у материала охлаждаемой полосы. На основании располагают центрирующий конус для фиксации положения охлаждаемого рулона. Емкость имеет патрубки для впуска и выпуска охладителя, которые разделены перегородкой для циркуляции охладителя. Емкость разделена на три кольцевых канала, пропускающих охладитель с различной интенсивностью теплоотвода от расположенных над ними или под ними витков рулона. Каждый канал имеет свой впускной и выпускной патрубки, разделенные перегородкой для циркуляции охладителя в них. 2 н. и 3 з.п. ф-лы, 1 табл., 8 ил.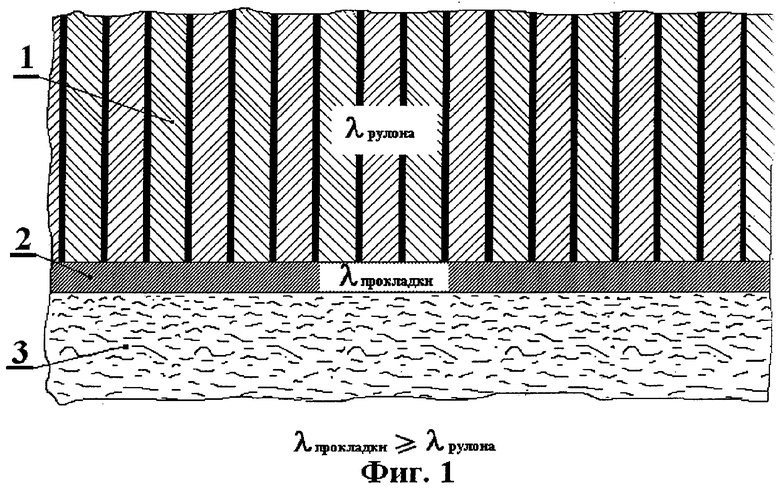
| СПОСОБ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1990 |
|
RU2022030C1 |
| Съемная шпора для ведущего тракторного колеса | 1928 |
|
SU35741A1 |
| RU 2075359 C1, 20.03.1997 | |||
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1772182A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1996 |
|
RU2100449C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 1993 |
|
RU2061062C1 |

