Изобретение относится к способу сцепления отдельных слоев комбинированного материала из покрытого пластиком картона, в частности, для изготовления комбинированных упаковок для напитков или пищевых продуктов, причем комбинированный материал содержит при необходимости металлический слой и его в зоне отверстия будущей упаковки снова нагревают.
Такие многослойные комбинированные упаковки известны в разнообразных выполнениях, например в виде комбинированных упаковок с плоским верхом. Они находят применение главным образом в области упаковывания жидкостей в связи с холодным, холодно-стерильным, горячим и асептическим розливом.
Для улучшения обращения с описанными выше комбинированными упаковками и достижения, в частности, возможности их повторной укупорки все шире происходит переход к тому, чтобы снабжать комбинированные упаковки повторно закупориваемыми сливными элементами. Эти сливы могут быть выполнены цельными или составными и содержат, как правило, открывающий элемент и крышку. Сегодня на рынке имеются почти исключительно такие упаковки с повторно закупориваемыми сливными элементами.
Из ЕР 0580593 В1 известна, например, многослойная комбинированная упаковка, снабженная сливным элементом, который служит для первого вскрытия упаковки и для обеспечения возможности своего повторного закупоривания снабжен соответствующим укупорочным элементом. Здесь в зоне картонного и внешнего полиэтиленового слоев комбинированного материала упаковки предусмотрена насечка для ослабления материала верха, в которую для вскрытия упаковки в ее материал вдавливают соединенный за одно целое со сливным элементом открывающий элемент.
Другая известная многослойная комбинированная упаковка со сливным элементом описана в DE 19727996 С2. Этот известный сливной элемент содержит сливную трубку, которая одновременно служит в качестве открывающего элемента для пробивания стенки упаковки. Кроме того, известны также упаковки, снабженные сливными элементами с резьбовыми затворами.
Независимо от того, идет ли речь у используемых для этого сливов о резьбовых или откидных затворах, сначала открывающим элементом слива необходимо пробить стенку упаковки. Для облегчения этого рассматриваемые упаковки снабжены в зоне отверстия ослаблением материала, у которого часть комбинированного слоя, а именно картонный и внешний полиэтиленовый слои, разрушены перфорацией или просечкой в зоне желаемого контура отверстия.
Для пробивания стенки упаковки открывающий элемент слива должен тогда пробить еще оставшиеся слои, как правило, кислородно-защитный слой (алюминиевая фольга) и внутренний (со стороны продукта) полиэтиленовый слой. Для соединения по всей поверхности картонного слоя с алюминиевой фольгой служит промежуточный адгезионный слой. В то время как алюминиевая фольга при вскрытии разрывается относительно быстро, внутренний полиэтиленовый слой растягивается частично значительно, прежде чем произойдет желаемое разрушение. Поскольку открывающие элементы используемых сливов, однако, имеют лишь определенную глубину проникновения, предпринимались попытки решить эту проблему за счет того, что открывающие элементы были снабжены лезвиями и т.п., с тем чтобы можно было лучше пробить материал упаковки.
Кроме того, известно, что при повторном нагреве в зоне отверстия будущей упаковки происходит лучшее сцепление между внутренним полиэтиленовым слоем и картонным или слоем алюминиевой фольги. Этот повторный нагрев происходит в уровне техники за счет подачи к соответствующему участку горячего воздуха. Этот поток горячего воздуха вдувают, однако, в упаковку сверху более или менее целенаправленно, так что здесь не происходит равномерного и определенного активирования.
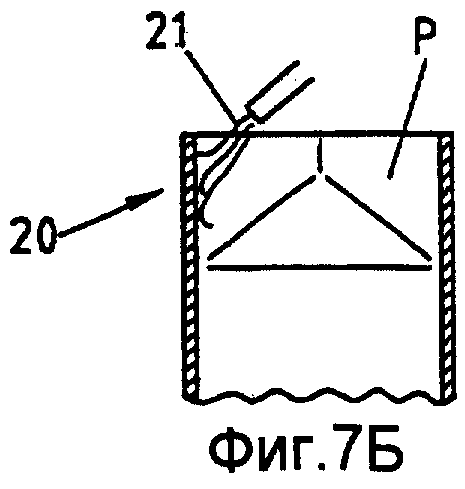
На фиг.7А для лучшего понимания зона отверстия упаковки показана схематично. При этом линия 20 ослабленной прочности показана посредством механического разрушения внешнего полиэтиленового слоя и материала-основы в зоне размещаемого сливного элемента. Для улучшения сцепления материал в этой зоне точечно нагружают горячим воздухом, как это видно на фиг.7В, где струя 21 горячего воздуха нагружает зону отверстия вокруг линии 20 ослабленной прочности горячим воздухом.
По самым разным причинам воспроизводимое хорошее активирование происходить таким образом не может. При равных условиях активирование происходит то слишком сильно, то слишком слабо, то на слишком большой поверхности, не в той зоне и т.п. Это приводит к тому, что в неактивированных или лишь недостаточно активированных зонах внутренний полиэтиленовый слой в разделительной зоне приподнимается от картонного слоя или слоя алюминиевой фольги и в процессе вскрытия может относительно сильно растягиваться, не разрываясь определенным образом.
В основу изобретения поставлена поэтому задача создания описанного выше способа с целью улучшения сцепления между отдельными слоями в зоне отверстия будущей упаковки настолько, чтобы при пользовании сливом происходило определенное разрушение при пробивании стенки упаковки.
Эта задача решается за счет того, что комбинированный материал путем определенного энергоподвода и последующего спрессовывания уплотняют, по меньшей мере, в зоне будущего слива. Степень этого спрессовывания при этом настолько высока, что это обеспечивает чистое пробивание стенки упаковки без чрезмерного растяжения внутреннего полиэтиленового слоя при вскрытии. Можно, следовательно, говорить больше о "ломке" материала, нежели о "разрыве".
Согласно изобретению целенаправленное и определенное активирование зоны отверстия будущей упаковки приводит к тому, что в зоне отверстия между картоном, адгезионным слоем, алюминиевой фольгой и внутренним полиэтиленовым слоем возникает интенсивное соединение. В местах соприкосновения за счет нагрева возникает повторное расплавление и тем самым лучшее сцепление. За счет прижимного устройства пластифицированный внутренний полиэтиленовый слой уплотняется и в зоне контура отверстия доводится до меньшей остаточной толщины. "Разрывной отрезок" полиэтиленового слоя уменьшен, следовательно, согласно изобретению до минимальной величины. Благодаря укороченному отрезку, на котором полиэтиленовый слой может растягиваться, это приводит к более быстрому (определенному) разрыву этого слоя.
Согласно изобретению, следовательно, обнаружено, что комбинированный материал в зоне отверстия будущей упаковки за счет определенного энергоподвода и последующего спрессовывания, по меньшей мере, в зоне будущего слива уплотняется (пластически деформируется) настолько, что это обеспечивает чистое пробивание стенки упаковки без чрезмерного растяжения внутреннего полиэтиленового слоя.
Согласно одному выполнению изобретения повторный нагрев имеющего еще форму полотна комбинированного материала осуществляют перед нанесением (кашированием) внутреннего полиэтиленового слоя. Для этого целесообразно, что заготовки расположены поперек полотна комбинированного материала и что нагрев происходит в зоне отверстия будущей упаковки полосами. Это особенно целесообразно, поскольку при нагреве всего полотна из-за более темперированного полиэтилена произошло бы ухудшение вкуса находящегося в комбинированной упаковке продукта.
Другое выполнение изобретения предусматривает, что повторный нагрев имеющего еще форму полотна комбинированного материала осуществляют после перфорирования/ослабления в зоне отверстия будущей упаковки. При этом особенно предпочтительно, если спрессовывание происходит только в зоне перфорированного контура/контура линии ослабленной прочности в зоне отверстия будущей упаковки.
Согласно изобретению возможно осуществление нагрева непрерывно или только отрезками. Для этого энергоподвод при нагреве может происходить периодически при согласовании со скоростью полотна и длиной нагрева.
В другом выполнении изобретения возможно также осуществление повторного нагрева после изготовления выкройки упаковки или даже после образования упаковки. В последнем случае нагрев может происходить также уже в разливочной машине или на колесе с оправками разливочной машины во время образования упаковки или же посредством отдельного активирующего блока непосредственно перед стерилизующим блоком разливочной машины.
Согласно одному выполнению изобретения нагрев комбинированного материала повышают на температуру ΔT 40-140°C, что благодаря ограниченному зоной отверстия будущей упаковки объему не приводит к ухудшению вкуса продукта. Значение фактически прикладываемой температуры зависит от различных факторов, например от данного места нагрева, вида и толщины последовательности слоев комбинированного материала, фактической температуры нагреваемой зоны комбинированного материала, скорости полотна, окружающей температуры и т.п. Если, например, у содержащего алюминиевую фольгу комбинированного материала адгезионный слой также состоит из полиэтилена, то при нагреве зоны вокруг будущего отверстия должна быть достигнута, по меньшей мере, температура плавления полиэтилена, составляющая около 110°С, с тем чтобы размягчить слои. Только так при последующем спрессовывании можно достичь пластической деформации.
В зависимости от того, содержит применяемый комбинированный материал металлический слой или нет, для нагрева в качестве альтернативы может быть использована высокочастотная катушка (только у металлсодержащих комбинированных материалов), ультразвуковой сварочный блок или инфракрасный блок (у не содержащих металл или металлсодержащих комбинированных материалов). Если для спрессовывания слоев не используются инструменты, так и так используемые при изготовлении комбинированного материала или комбинированной упаковки, согласно другому выполнению изобретения предусмотрен отдельный обрабатывающий блок как с устройствами для повторного нагрева, так и с устройствами для спрессовывания. Можно также снабдить имеющиеся ротационные инструменты, такие как рифленые инструменты или ротационные штампы, соответствующими прижимными устройствами, которые согласованы с контуром отверстия будущей упаковки.
Если нагрев и спрессовывание комбинированного материала происходят только в разливочной машине, т.е. периодически, то для этого может быть использована свободная при необходимости позиция на колесе с оправками или же это можно предусмотреть посредством отдельного обрабатывающего блока непосредственно перед стерилизующим блоком.
Изобретение более подробно поясняется ниже с помощью чертежа, изображающего предпочтительные примеры выполнения. На чертеже представляют:
- фиг.1: схематично в сечении первый пример выполнения изобретения;
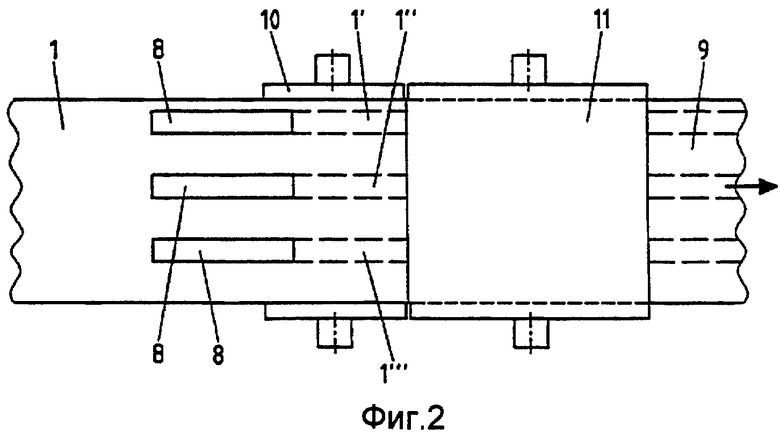
- фиг.2: схематично при виде сверху пример выполнения из фиг.1;
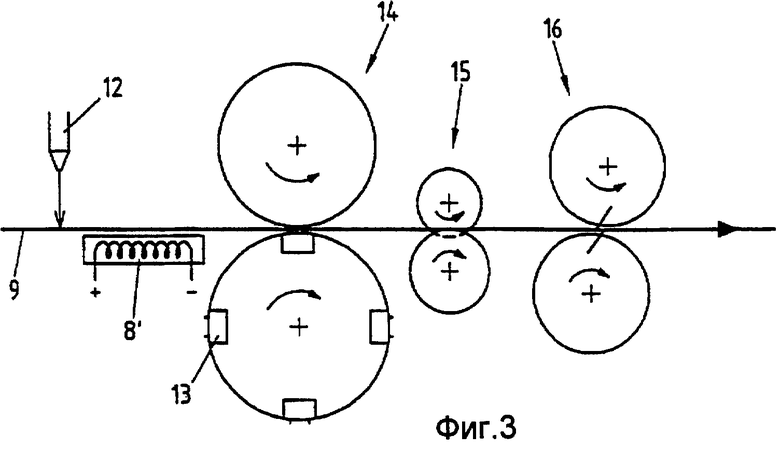
- фиг.3: схематично в сечении второй пример выполнения изобретения;
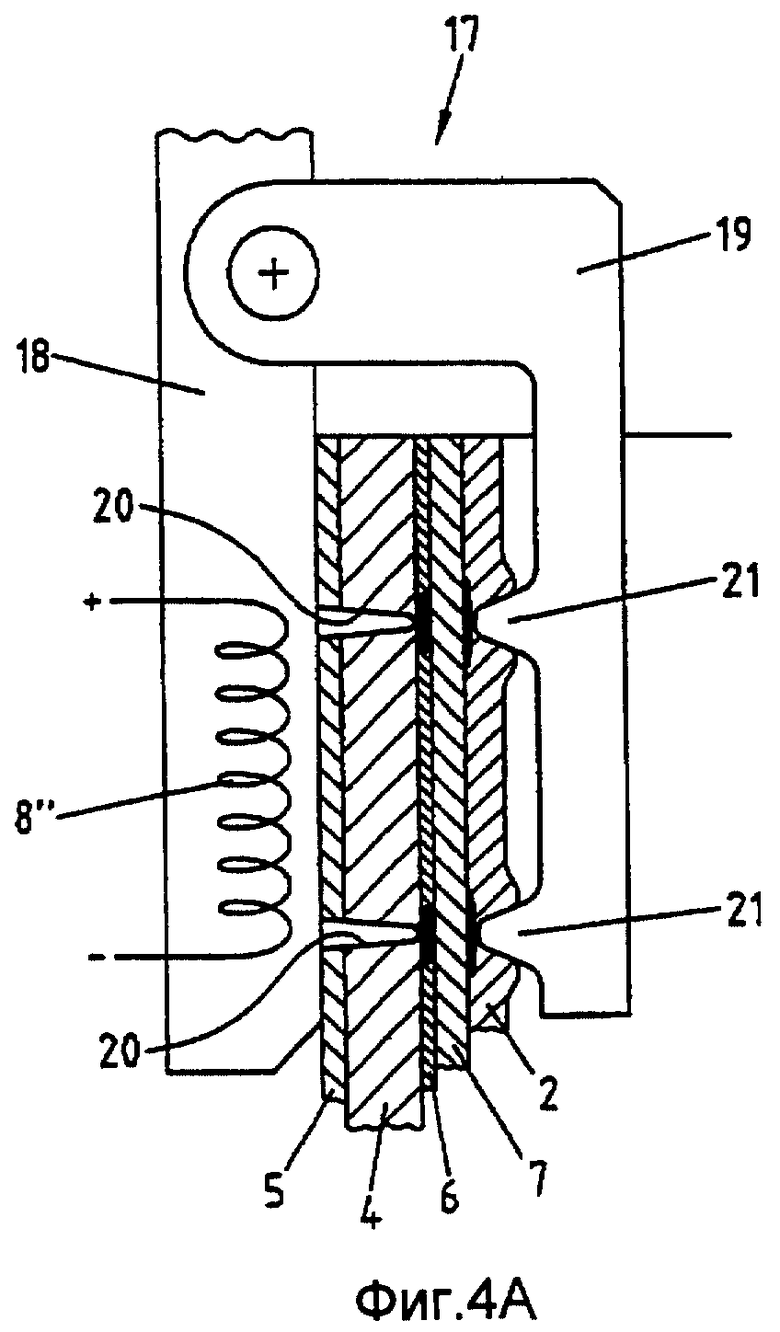
- фиг.4А: схематично в сечении другой пример выполнения изобретения;
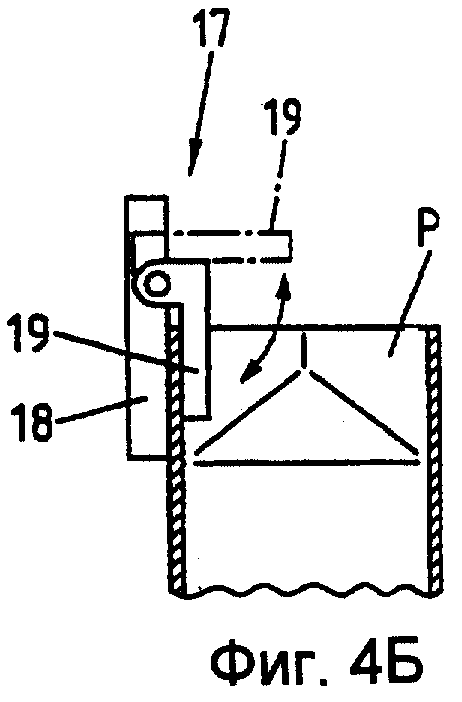
- фиг.4В: пример выполнения из фиг.4А в функциональном виде;
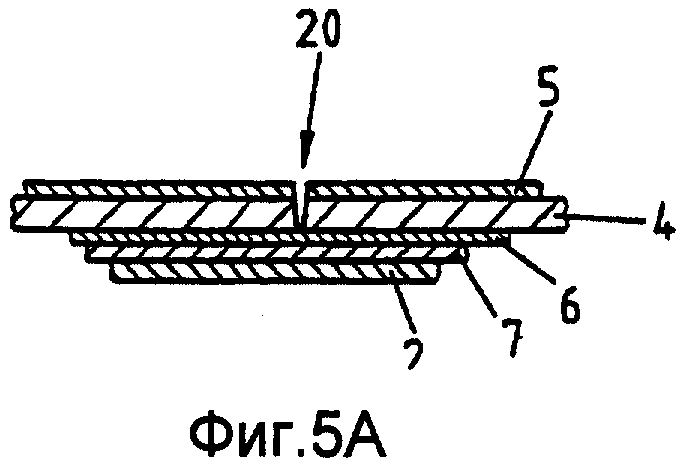
- фиг.5А: сечение традиционного комбинированного материала в зоне отверстия будущей упаковки;
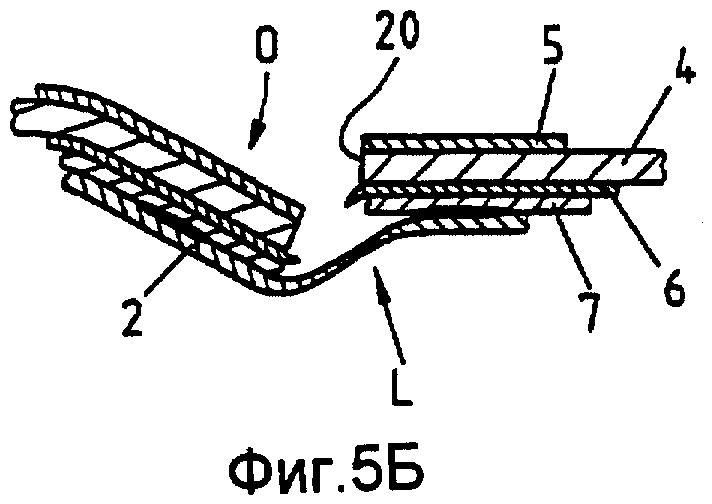
- фиг.5В: традиционный комбинированный материал из фиг.5А в открытом состоянии;
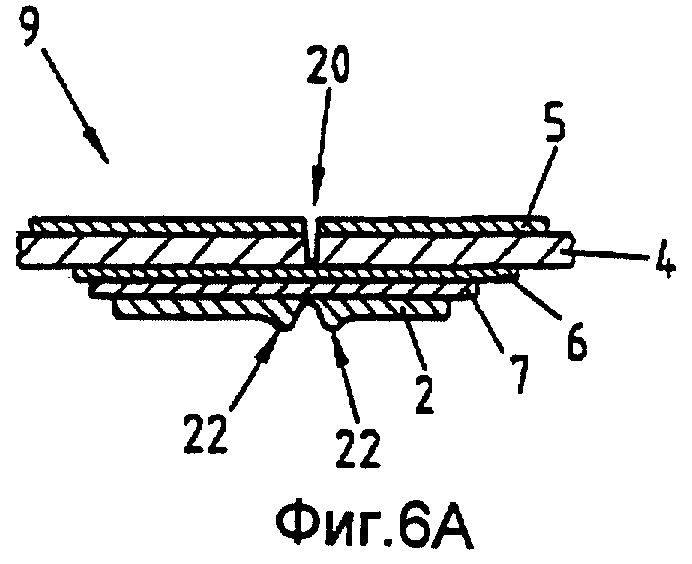
- фиг.6А: сечение комбинированного материала согласно изобретению в зоне отверстия будущей упаковки;
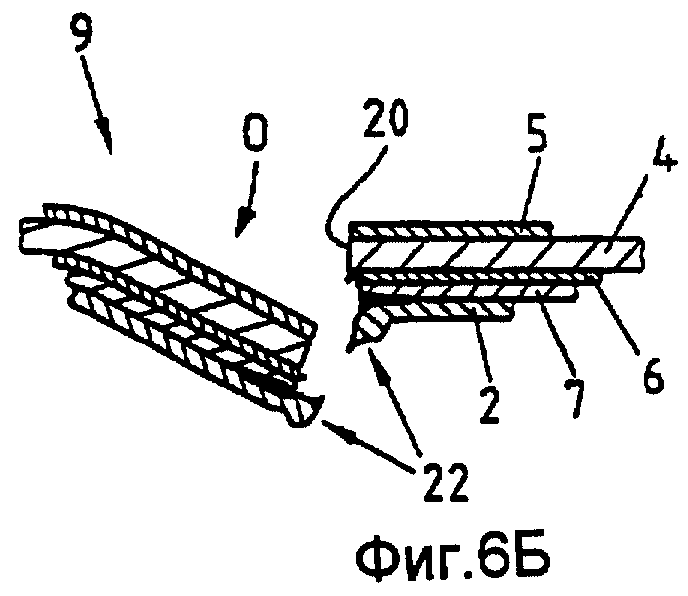
- фиг.6В: комбинированный материал согласно изобретению из фиг.6А в открытом состоянии;
- фиг.7А: в перспективе положение зоны отверстия будущей упаковки;
- фиг.7В: схематично в сечении традиционное расплавление зоны будущего отверстия.
У изображенного на фиг.1 первого примера выполнения изобретения повторный нагрев полотна 1 комбинированного материала происходит еще до нанесения внутреннего полиэтиленового слоя 2 посредством экструдера 3. Полотно 1 комбинированного материала состоит при этом из картонного слоя 4 в качестве материала-основы, на который уже кашированы внешний полиэтиленовый слой и в сочетании с адгезионным слоем 6 алюминиевая фольга 7. Материал 1 нагревают при этом посредством дополнительного активирующего блока в изображенном и предпочтительном примере выполнения посредством высокочастотной катушки 8 до более высокого температурного уровня. Это приводит сначала к размягчению находящегося между картонным слоем 4 и алюминиевой фольгой 7 адгезионного слоя 6 и имеет одновременно то преимущество, что на нагретом алюминии при последующем кашировании внутреннего полиэтиленового слоя 2 осаждается меньше пара А. Образования конденсирующегося пара А, В с обеих сторон еще жидкой полиэтиленовой пленки 2 никогда не удается полностью избежать. За счет подогрева посредством высокочастотной катушки 8 и обусловленного этим меньшего осаждения пара А происходит лучшее сцепление "готового" комбинированного материала 9.
Из фиг.2, на которой устройство изображено схематично при виде сверху, видны прижимной 10 и охлаждающий 11 валики без находящегося над ними экструдирующего блока. Из фиг.2 хорошо видно, что посредством трех в данном примере выполнения высокочастотных катушек 8 нагревается не все полотно 1 комбинированного материала, а только полосообразные отрезки 1', 1'', 1'''. Непоказанные заготовки будущей упаковки расположены на полотне 1 комбинированного материала поперек, а высокочастотные катушки 8 находятся в зоне будущих отверстий.
Другое возможное выполнение согласно изобретению изображено на фиг.3. У этого выполнения высокочастотные катушки 8' в зоне отверстия будущей упаковки под полотном 9 комбинированного материала только после перфорирования/ослабления. Выполнение линии ослабленной прочности может происходить, например, посредством лазера 12. У этого альтернативного выполнения заново нагретые полосообразные отрезки уплотняют посредством соответствующих прижимных элементов 13 в рифленом инструменте 14, который расположен перед устройствами 15, 16 соответственно продольной и поперечной резки. Прижимные элементы 13 могут при этом иметь форму, точно согласованную с будущим контура отверстия.
В то время как выше описаны непрерывные способы повторного нагрева, в настоящем изобретении рассматриваются также периодические способы. На фиг.4А, 4В показан способ, при котором повторный нагрев происходит только после образования упаковки, а именно в разливочной машине непосредственно перед стерилизующим блоком.
На фиг.4А показаны прессовочные клещи 17, в теле которых расположен активирующий блок, схематично изображенный в виде высокочастотной катушки 8''. Поворотно расположенный прессовочный хомут 19 согласован с будущим контуром отверстия так, что повторный нагрев и последующее уплотнение происходят точно по контуру в зоне линии 20 ослабленной прочности. Соответственно выполненные ребра 21 уплотняют при воздействии, в частности, внутренний полиэтиленовый слой 2 таким образом, что чрезмерное растяжение в будущем процессе вскрытия надежно исключено.
На фиг.4В схематично изображена функция прессовочных клещей 17. Их сверху или сбоку совмещают с зоной отверстия упаковки Р, причем затем происходит активирование этой зоны посредством высокочастотной катушки (не показана) и прессовочный хомут 19 поворачивают из его обозначенного штрихпунктиром исходного положения в изображенное прессующее положение.
Для лучшего пояснения изобретения на фиг.5 и 6 еще раз показано сравнение многослойного комбинированного материала согласно изобретению с традиционным.
На фиг.5А схематично изображено сечение традиционного комбинированного материала в зоне отверстия будущей упаковки, как это видно по линии 20 ослабленной прочности. Традиционный процесс вскрытия показан на фиг.5В. В зоне линии 20 ослабленной прочности при надавливании на комбинированный материал по стрелке О алюминиевый слой 7, правда, легко разрушается, однако полиэтиленовый слой 2 растягивается значительно, прежде чем произойдет разрушение. Недостаточное сцепление между алюминиевой фольгой 7 и внутренним полиэтиленовым слоем 2 приводит к отделению обоих слоев вблизи линии 20 ослабленной прочности в процессе вскрытия, как это обозначено стрелкой L. В крайнем случае это может привести к тому, что открывающий элемент слива (не показан) будет не в состоянии освободить достаточно большое сливное отверстие.
На фиг.6А изображен комбинированный материал 9, который в зоне отверстия упаковки был обработан способом, согласно изобретению. Хорошо видно, что внутренний полиэтиленовый слой 2 в зоне под линией 20 ослабленной прочности деформирован настолько, что образовались два утолщения 22. На фиг.6В, наконец, показано, что у комбинированного материала согласно изобретению происходит определенный разрыв всех слоев под линией 20 ослабленной прочности после приложения открывающего усилия O. Чрезмерное растяжение внутреннего полиэтиленового слоя 2 поэтому надежно исключено.

Способ сцепления отдельных слоев комбинированного материала из покрытого пластиком картона используется для изготовления комбинированных упаковок для напитков или пищевых продуктов. Комбинированный материал содержит при необходимости металлический слой и в зоне отверстия будущей упаковки его снова нагревают. Для улучшения сцепления между отдельными слоями в зоне отверстия будущей упаковки настолько, чтобы при пользовании сливом происходило определенное разрушение при пробивании стенки упаковки, комбинированный материал путем определенного энергоподвода и последующего прессования уплотняют, по меньшей мере, в зоне отверстия будущей упаковки. Энергоподвод может происходить при этом посредством высокочастотной катушки, инфракрасного блока или ультразвукового сварочного блока. 12 з.п. ф-лы, 11 ил.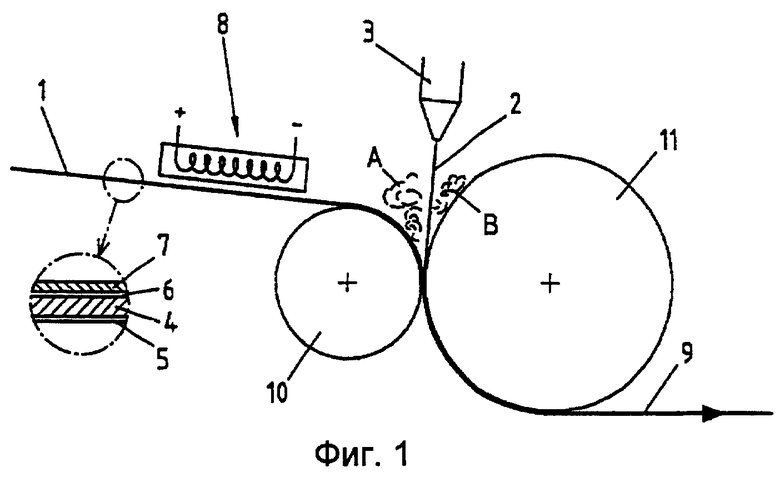
| DE 19727996 С2, 06.08.1998 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Актинометр | 1981 |
|
SU1013411A1 |
| Устройство для рентгенофлуоресцентного анализа | 1980 |
|
SU911265A1 |
| US 4266993 A, 12.05.1981 | |||
| Устройство для соединения двух термопластичных слоев упаковочного материала | 1984 |
|
SU1429928A3 |

