Изобретение относится к способам получения провода контактного для электрифицированных железных дорог из термоупрочняемых медных сплавов.
Известно, что к проводу контактному для высокоскоростного железнодорожного транспорта в процессе эксплуатации предъявляется ряд основных требований к физико-механическим и эксплуатационным свойствам: высокая электропроводность - для уменьшения энергетических потерь; высокая прочность - для обеспечения повышенной силы натяжения провода и, соответственно, противодействия активному механическому волновому процессу при высокоскоростной эксплуатации; высокая термостабильность, обеспечивающая условия эксплуатации при кратковременном нагреве провода до 150°С, низкая скорость ползучести при температуре эксплуатации и повышенное сопротивление износу пары «провод-токосъемник», которые заметно влияют на эксплуатационную долговечность.
Известен способ производства контактных проводов (RU 2236918, МПК В21В 1/46, опубликовано 27.09.2004 г.), включающий получение расплава в печи с инертной атмосферой, рабочее пространство которой состоит из трех зон - зоны плавления, зоны легирования и зоны выдачи готового металла, его легирование элементами, имеющими гексагональную или тетрагональную кристаллическую решетку, и вытяжку из расплава литой заготовки требуемого сечения. Последующее формирование из нее профиля провода осуществляют в два этапа - получение прутка волочением со степенью деформации 15-50% и последующей прокаткой прутка со степенью деформации 50-70%. Однако этот метод используют преимущественно для получения катанки и дальнейшего передела - контактного провода из технически чистой меди или деформационно-упрочняемых медных сплавов с малой степенью легирования, например, из сплава Cu-0.2%Sn.
Недостатком такой технологии изготовления контактного провода из меди и деформационно-упрочняемых низколегированных медных сплавов является ограничение по достижению необходимых механических свойств. Как правило, предел прочности таких проводов не превышает 500 МПа, при относительной пластичности 3-5% и термостабильности 180-370°С. Такие показатели механических свойств не позволяют обеспечить высокий уровень эксплуатационных свойств, особенно в условиях высокоскоростного железнодорожного движения.
Известен способ обработки медных сплавов (RU 2610998, МПК C22F 1/08, опубликовано 17.02.2017 г.), который включает отжиг при температуре 850-980°С и выдержку от 0,5 до 2 ч с последующей закалкой, старение в интервале температур 350-650°С в течение от 2 до 8 ч, интенсивную пластическую деформацию методом непрерывного равноканального углового прессования в интервале температур 350-450°С до истинной степени деформации не более 2 с последующей прокаткой при комнатной температуре со степенью обжатия не менее 20%.
Недостатком данного способа является низкий уровень получаемых свойств: недостаточно высокая прочность (предел прочности составляет 330-350 МПа) и электропроводность (57-62% от электропроводности чистой меди).
Наиболее близким к предлагаемому является способ изготовления электроконтактного провода для высокоскоростного железнодорожного транспорта (RU 2685842, МПК В21С 23/08, C22F 1/08, опубликовано 23.04.2019), включающий подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, старение при 400-500°С, формирование профиля контактного провода. Закалку проводят непосредственно после кристаллизации с температуры 900-1000°С, деформацию на катанку осуществляют радиальным обжатием с суммарной накопленной степенью деформации не менее е=1,5, а формирование электроконтактного провода с фасонным профилем проводят при последовательном комбинировании в одной операции равноканального углового прессования по схеме «Конформ» и прессования при температуре не выше 500°С, причем старение проводят в качестве финишной операции.
Недостатком данного способа является получение проводов, обладающих недостаточно высокой стойкостью к контактному износу из-за формирующегося зеренно-субзеренного структурного состояния в объеме заготовок, обладающего высокой анизотропией механических свойств по сравнению с зеренным типом структуры. Другим недостатком является ограниченная производительность способа, связанная с техническими возможностями серийных ковочных машин.
Задачей изобретения является повышение технологичности и производительности способа, снижение затрат на изготовление провода контактного для электрифицированных железных дорог.
Технический результат заключается в повышении комплекса физико-механических и эксплуатационных свойств провода контактного для высокоскоростных железнодорожных магистралей.
Технический результат достигается способом изготовления провода контактного из термоупрочняемого сплава на основе меди по варианту 1, включающим подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, формирование провода контактного с фасонным профилем при последовательном комбинировании в одной операции равноканального углового прессования по схеме «Конформ» и прессования профиля провода при температуре не выше 500°С, старение при 400-500°С, в котором в отличие от прототипа деформацию на катанку проводят непрерывным циклом сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки не менее е=2.
Технический результат достигается также способом изготовления провода контактного из термоупрочняемого сплава на основе меди по варианту 2, включающим подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, формирование провода контактного с фасонным профилем, старение при 400-500°С, в котором в отличие от прототипа деформацию на катанку проводят непрерывным циклом сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки не менее е=2, а формирование провода с фасонным профилем в условиях непрерывной обработки осуществляют профильными приводными валками.
Решение поставленной задачи и достижение технического результата обусловлено следующим. За счет последовательного применения деформационных методов, таких как редукционная прокатка, многоцикловой знакопеременный изгиб и равноканальное угловое прессование (РКУП), комбинированное в одной операции с формообразованием фасонного профиля провода, обеспечивается повышение прочности и износостойкости контактного провода, что приводит к снижению эксплуатационных расходов.
Повышенные физико-механические свойства термоупрочняемых сплавов традиционно обеспечиваются за счет последовательного использования операций закалки на твердый раствор и последующей термической обработки (старения) при фиксированной температуре. Причем, в процессе старения происходит распад пересыщенного твердого раствора с выделением частиц вторых фаз. Этот процесс приводит к упрочнению и повышению электропроводимости сплава за счет мелкодисперсных выделений и очищения матрицы, т.е. кристаллической решетки меди, от легирующих примесей. Дополнительное применение холодной деформации после закалки, как правило, приводит к интенсификации выделения вторых фаз и формированию более мелкозернистой структуры.
Предложенный способ изготовления проводов из термоупрочняемых сплавов на основе меди благодаря последовательному осуществлению операций закалки на твердый раствор, холодной пластической деформации прокаткой и знакопеременным изгибом, интенсивным пластическим прессованием провода фасонной формы и финишной термической обработки старением при накоплении высокой степени деформации, как правило е≥2, при температуре ниже температуры рекристаллизации способствует проявлению ряда важных физических эффектов, а именно:
- глубокому измельчению исходной структуры и повышению прочности и твердости за счет накопления высокого уровня деформации согласно закона Петча-Холла (Carlton С.Е., Ferreira P.J. «What is behind the inverse Hall-Petch effect in nanocrystalline materials?)) // Acta Materialia. 2007. V. 55. P. 3749-3756);
- формированию ультрамелкой структуры зеренного типа, термически более устойчивой за счет реализации немонотонного характера деформации в процессе ее накопления в объеме провода, и особенно в периферийных слоях провода, за счет использования знакопеременной немонотонной деформации изгибом (Деформационные методы получения и обработки ультрамелкозернистых и наноструктурных материалов [Текст] / Ф.З, Утяшев, Г.И. Рааб; Акад. наук Республики Башкортостан, Отд-ние физ.-мат. и технических наук. - Уфа: Гилем, 2013. - 375 с.: ил., табл.; 21 см.; ISBN 978-5-88185-115-6);
- эффекта деформационного инициирования выделения вторых фаз (старения) при накоплении больших деформаций (Роль фазовых превращений в эволюцию дисперсных частиц в хромовых бронзах при равноканальном угловом прессовании/ И.А. Фаизов, Г.И. Рааб, С.Н. Фаизова, Н.Г. Зарипов, Д.А. Аксенов // Письма о материалах. -2016. - Т. 6, №2. -С. 132-137.);
- наноструктурные выделения вторых фаз (упрочняющих частиц), преимущественно на границах ультрамелких зерен, обеспечивая более частое их распределением в объеме и более высокий уровень упрочнения. (Валиев Р.З. Объемные наноструктурные материалы: фундаментальные основы и применения: пер. с англ. / Р.З. Валиев, А.П. Жиляев, Т.Дж. Лэнгдон. - СПб.: Эко-Вектор, 2017. - 479 с.).
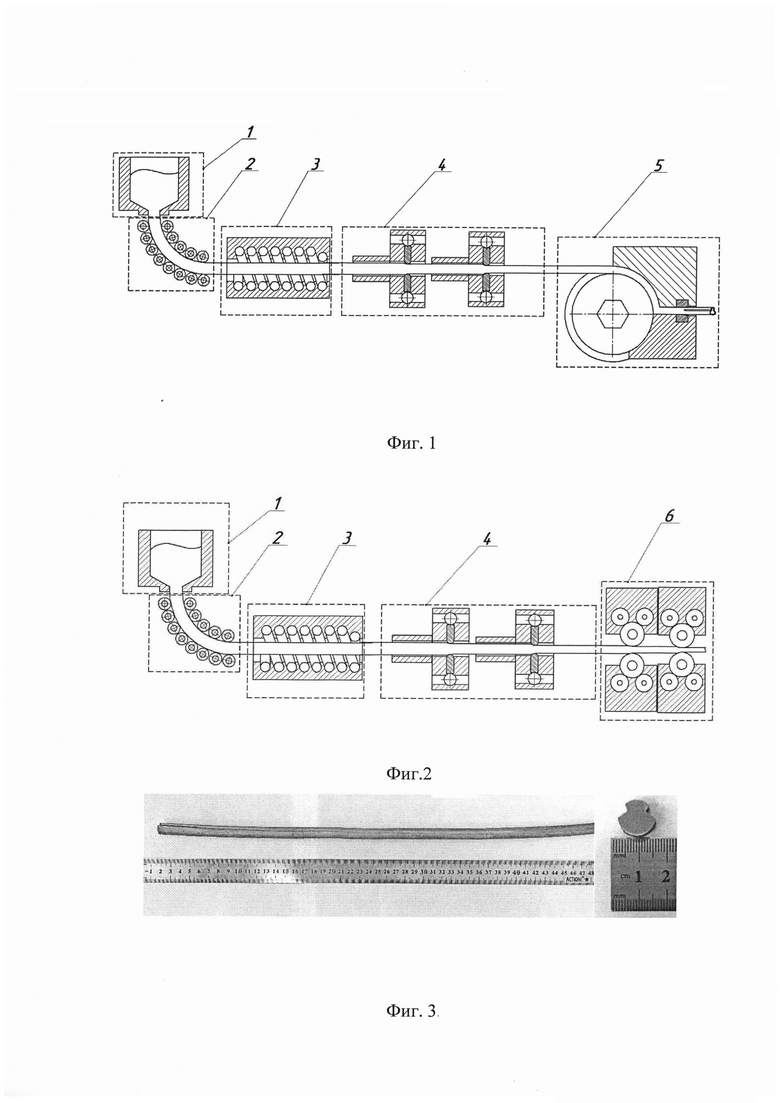
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена принципиальная схема технологического процесса получения провода контактного по варианту 1 изобретения, на фиг. 2 - по варианту 2 изобретения, на фиг. 3 - фрагмент провода контактного.
На чертежах обозначено: 1 - печь плавильная, 2 - кристаллизатор, 3 - прокатный блок для получения катанки, 4 - блок изгиба катанки, 5 - блок РКУП «Конформ», 6 - блок приводных профильных валков.
Способ осуществляют следующим образом.
По варианту 1.
Сплав на основе меди подают из плавильной печи 1 в кристаллизатор 2 (фиг. 1) для формирования исходной непрерывной заготовки, далее заготовка поступает в прокатный блок 3 с последовательным редукционным обжатием заготовки на катанку, в следующем блоке 4 изгиба катанка подвергается пластической деформации многостадийным знакопеременным изгибом в условиях непрерывной обработки и подается в блок РКУП «Конформ» 5 для формирования прессованием фасонного провода. Финишная операция термической обработки провода проводится в отдельной печи.
По варианту 2.
Сплав на основе меди подают из плавильной печи 1 в кристаллизатор 2 (фиг. 2) для формирования исходной непрерывной заготовки, далее заготовка поступает в прокатный блок 3 с последовательным редукционным обжатием заготовки на катанку, в следующем блоке 4 изгиба катанка подвергается пластической деформации многостадийным знакопеременным изгибом в условиях непрерывной обработки и подается в блок приводных профильных валков 6 для формирования фасонного профиля провода. Финишная операция термической обработки провода проводится в отдельной печи.
Примеры осуществления изобретения.
Вариант 1. В качестве исходного материала была взята термоупрочняемая бронза, легированная хромом, Cu-0,5%Cr. В расплав меди при температуре не ниже 1250°С вводили лигатуру медь-хром, далее расплав подавали в кристаллизатор для формирования исходной заготовки и прокатывали с интенсивным охлаждением катанки до температуры 300°С и накопления деформации е=2-2,2. Затем многоцикловым знакопеременным изгибом проводили деформацию, преимущественно периферийных областей с уровнем накопленной деформации е=2. После знакопеременного изгиба заготовку при температуре 350°С помещали в экструдер для равноканального углового прессования по схеме «Конформ» и деформировали до получения конечного провода с фасонным профилем площадью 100 мм. Температура провода на выходе составляла 450-480°С. Затем в течение одного часа при температуре 450°С проводили старение провода с фасонным профилем в электропечи. В результате обработки получали контактный провод с фасонным профилем (фиг. 3).
Вариант 2. В качестве исходного материала была взята термоупрочняемая бронза, легированная хромом, Cu-0,5%Cr. В расплав меди при температуре не ниже 1250°С вводили лигатуру медь-хром, далее расплав подавали в кристаллизатор для формирования исходной заготовки (фиг. 2) и прокатывали с интенсивным охлаждением катанки до температуры 300°С и накопления деформации е=2-2,2. Затем многоцикловым знакопеременным изгибом проводили деформацию, преимущественно периферийных областей с уровнем накопленной деформации е=2. После знакопеременного изгиба заготовку при температуре 350°С прокатывали в блоке с приводными профильными валками для формирования фасонного профиля провода площадью 120 мм. Температура провода на выходе составляла не более 400°С. Затем в течение одного часа при температуре 450°С проводили старение провода с фасонным профилем в электропечи. Образец провода - на фиг. 3.
Металлографическими исследованиями установлено, что при использовании обоих вариантов обработки тип структуры центральной и периферийной областей поперечного сечения провода отличается. Центральная область провода имеет зеренно-субзеренный тип структуры со средним размером фрагментов ~1 мкм, при этом средний размер фрагментов в периферийной области составляет 200-300 нм, а размер выпавших частиц (вторых фаз), расположенных преимущественно по границам фрагментов, составляет 10-100 нм.
Также были проведены сравнительные исследования физико-механических свойств и износостойкости полученных по обоим вариантам изобретения образцов контактного провода, которые представлены в таблице.
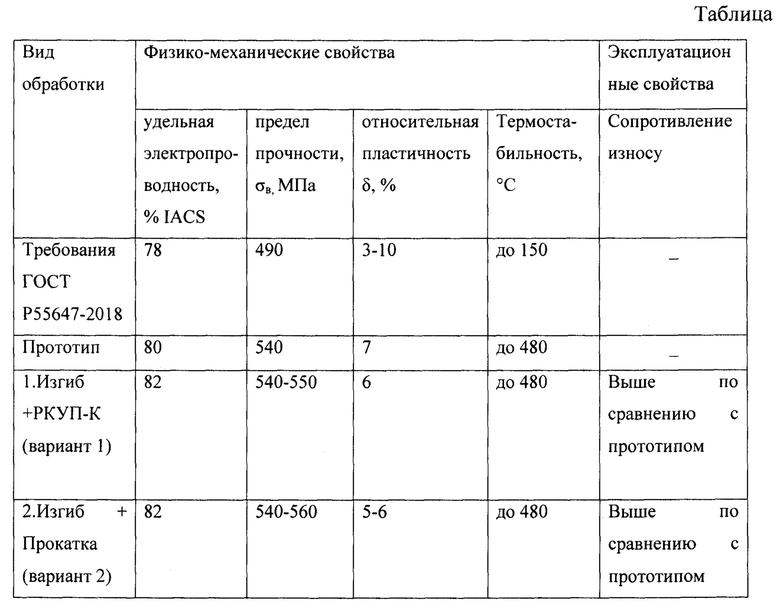
Из таблицы видно, что в результате изготовления провода по обоим вариантам предложенного способа получены высокие физико-механические свойства, такие как предел прочности - σв, относительная пластичность - δ%, удельная электропроводность - % IACS, причем износостойкость повышается, что обеспечивает и более высокий комплекс физико-механических и эксплуатационных свойств.
Таким образом, достигаются повышенные характеристики прочности и износостойкости провода контактного, что обеспечивает увеличение срока работы до замены на электрифицированных железнодорожных магистралях и, соответственно, снижение эксплуатационных расходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электроконтактного провода для высокоскоростного железнодорожного транспорта | 2018 |
|
RU2685842C1 |
| Способ изготовления контактного провода для высокоскоростного железнодорожного транспорта | 2021 |
|
RU2801137C2 |
| Способ изготовления высокопрочного провода из медного сплава | 2024 |
|
RU2841399C1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ДЛЯ СКОРОСТНЫХ ЖЕЛЕЗНЫХ ДОРОГ | 2019 |
|
RU2726547C1 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| Способ деформационно-термической обработки низколегированных медных сплавов | 2018 |
|
RU2688005C1 |
| Способ термомеханической обработки перспективных медных сплавов | 2021 |
|
RU2778130C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ МЕДНЫЙ СПЛАВ СИСТЕМЫ Cu-Cr И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2484175C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2478136C2 |
Изобретение относится к способам получения провода контактного для электрифицированных железных дорог из термоупрочняемых медных сплавов. Способ изготовления провода контактного из термоупрочняемого сплава на основе меди включает подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, формирование провода контактного с фасонным профилем при последовательном комбинировании в одной операции равноканального углового прессования по схеме Конформ и прессования профиля провода при температуре не выше 500°С, старение при 400-500°С, при этом деформацию на катанку проводят в непрерывном цикле сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки е≥2. По второму варианту способ включает подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию заготовки на катанку, закалку, формирование провода контактного с фасонным профилем, старение при 400-500°С, при этом деформацию на катанку проводят в непрерывном цикле сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки е≥2, а формирование провода с фасонным профилем в условиях непрерывной обработки осуществляют профильными приводными валками. Изобретение обеспечивает достижение повышенных характеристик прочности и износостойкости контактного провода, что обеспечивает увеличение срока работы до замены на железнодорожных магистралях и, соответственно, снижение эксплуатационных расходов. 2 н.п. ф-лы., 2 пр., 1 табл., 3 ил.
1. Способ изготовления провода контактного из термоупрочняемого сплава на основе меди, включающий подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, формирование провода контактного с фасонным профилем при последовательном комбинировании в одной операции равноканального углового прессования по схеме Конформ и прессования профиля провода при температуре не выше 500°С, старение при 400-500°С, отличающийся тем, что деформацию на катанку проводят в непрерывном цикле сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки е≥2.
2. Способ изготовления провода контактного из термоупрочняемого сплава на основе меди, включающий подачу сплава в кристаллизатор, кристаллизацию сплава в виде непрерывнолитой заготовки, деформацию упомянутой заготовки на катанку, закалку, формирование провода контактного с фасонным профилем, старение при 400-500°С, отличающийся тем, что деформацию на катанку проводят в непрерывном цикле сначала прокаткой со снижением температуры до 300°С и последующим многостадийным знакопеременным изгибом в роликах при температуре 300-400°С с суммарной накопленной степенью деформации поверхностных слоев катанки е≥2, а формирование провода с фасонным профилем в условиях непрерывной обработки осуществляют профильными приводными валками.
| Способ изготовления электроконтактного провода для высокоскоростного железнодорожного транспорта | 2018 |
|
RU2685842C1 |
| СПОСОБ ОБРАБОТКИ НИЗКОЛЕГИРОВАННЫХ МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2585606C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ МЕДНЫЙ СПЛАВ СИСТЕМЫ Cu-Cr И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2484175C1 |
| Способ термомеханической обработки медных сплавов | 2015 |
|
RU2610998C1 |
| CN 0101760663 A, 30.06.2011. | |||

