Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов в слитки слябового сечения.
Наиболее близким по технической сущности является ролик для установок непрерывной разливки металлов, содержащий тело ролика, на котором расположены последовательно надетые с натягом на тело ролика кольцевые бандажи. Между торцами бандажей установлены промежуточные втулки, расположенные с зазором с телом ролика (см. ж-л "Сталь", 1990, 7, с.49-51).
Недостатком известного ролика является его низкая долговечность. Это объясняется тем, что бандажи крепятся на теле ролика только при помощи натяга, создаваемого при горячей посадке бандажей на тело ролика. В этих условиях вследствие неравномерного одностороннего нагрева бандажей по длине тела ролика в процессе непрерывной разливки, а также прогиба ролика под действием нагрузок от сляба и термических напряжений из-за неравномерного распределения температурного поля по сечению тела ролика происходит ослабление или полное исчезновение натяга у отдельных или всех бандажей. В результате отдельные или все бандажи преобретают возможность свободного прокручивания относительно тела ролика независимо от его вращательного движения. В этом случае происходит раскатывание отдельных бандажей, уменьшение их толщины и выступание относительно других колец бандажей. Это приводит к образованию продольных вмятин на поверхности непрерывнолитых слябов и их отбраковке по качеству поверхности. В этом случае ролик подлежит демонтажу.
Технический эффект при использовании изобретения заключается в повышении долговечности роликов и улучшении качества поверхности непрерывнолитых слябов.
Указанный технический эффект достигается тем, что ролик для установок непрерывной разливки металлов содержит тело ролика, на котором расположены последовательно надетые с натягом на тело ролика кольцевые бандажи.
С торцов бандажей выполнены проточки, оси которых расположены с эксентриситетом относительно оси тела ролика. Проточки бандажей входят друг в друга до упора их торцов. Величина эксцентриситета составляет 0,004-0,008 внешнего диаметра бандажей.
Возможно выполнение с одного торца бандажа проточки в виде выступа, а с другого торца выполнение проточки в виде углубления. Возможно также выполнение на бандажах с обоих торцов поочередно проточек в виде выступов или в виде углублений.
Повышение долговечности роликов будет происходить вследствие устранения возможности прокручивания отдельных бандажей относительно друг друга из-за наличия на их торцах проточек, выполненных с эксентриситетом относительно тела ролика. В этих условиях прокручивание бандажей относительно тела ролика становится возможным только при исчезновении натяга у всех бандажей одновременно.
Улучшение качества поверхности непрерывнолитых слябов будет происходить вследствие устранения возможности прокручивания и выступания отдельных колец бандажей относительно других в процессе непрерывной разливки, что устраняет образование отдельных продольных вмятин на поверхности непрерывнолитых слябов.
Диапазон значений величины эксентриоитета в пределах 0,004-0,008 внешнего диаметра бандажей объясняется физико-механическими закономерностями взаимодействия бандажей друг с другом в процессе эксплуатации роликов, а также с телом роликов. При меньших значениях не будет обеспечиваться необходимое сцепление бандажей друг с другом и долговечность роликов. При больших значениях толщина бандажей в районе расположения проточек будет ниже допустимых значений.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого ролика для установок непрерывной разливки с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертежи, на котором показано:
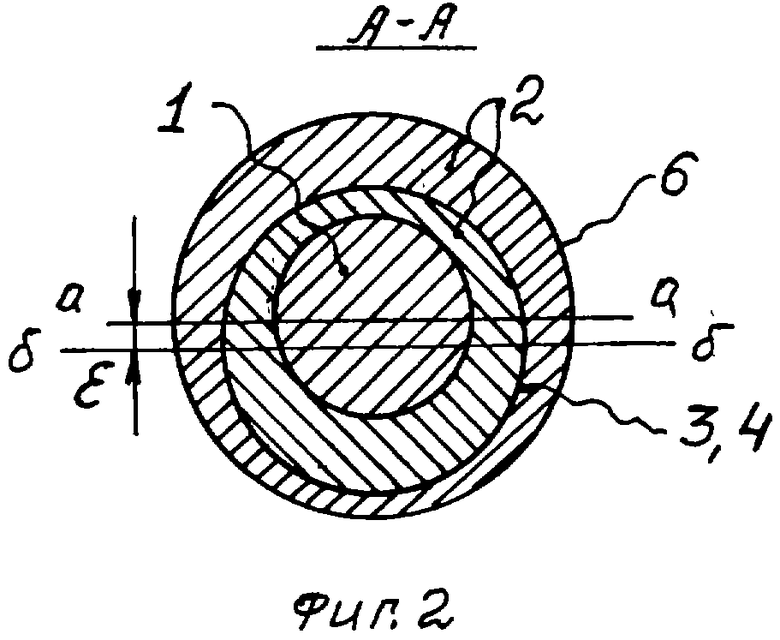
фиг. 1 - схема ролика для установок непрерывной разливки металлов, продольный разрез;
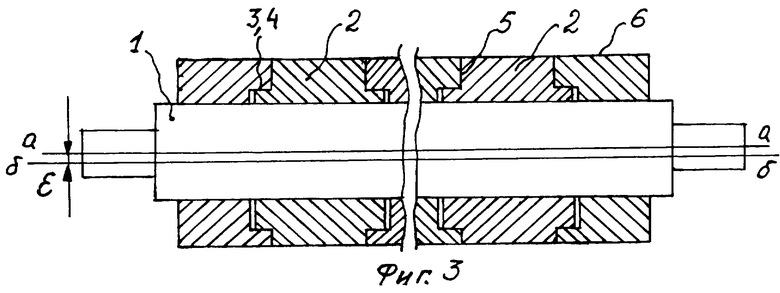
фиг.2 - то же, разрез А-А;
фиг.3 - схема ролика с бандажами, снабженными с двух торцов проточками в виде выступов иди углублений, продольный разрез.
Ролик для установок непрерывной разливки металлов состоит из тела 1 ролика, бандажей 2, проточек 3 и 4, торцов 5, поверхности бандажа 6. Позициями а-а обозначена ось тела ролика, б-б - ось проточек, ε - эксцентриситет, Д - внешний диаметр бандажа, d - внешний диаметр тела ролика.
Ролик для установок непрерывной разливки металлов работает следующим образом.
Пример. На установке непрерывной разливки с криволинейной технологической осью разливается сталь марки ст.3 в слитки слябового сечения 200-300•1000-2000 мм. Под кристаллизатором в зоне вторичного охлаждения сляб поддерживается и направляется роликами. Ролик содержит тело 1 ролика, на котором расположены последовательно надетые с натягом на тело 1 ролика кольцевые бандажи 2. Диаметр Д бочек бандажей 2 на криволинейном участке и на участке разгиба сляба составляет 400-600 мм. Диаметр d тела 1 ролика составляет 350-520 мм. Тело 1 ролика и бандажи 2 выполнены из стали марки 25ХМ1Ф. Бандажи 2 смонтированы на теле 1 ролика с натягом при помощи горячей посадки. Слябы вытягиваются из кристаллизатора со скоростью 0,8-1,2 м/мин.
С торцов бандажей 2 выполнены проточки 3 и 4, ось которых б-б расположена с эксентриситетом ε относительно оси а-а тела 1 ролика. Проточки 3 и 4 бандажей 2 входят друг в друга до упора их торцов 5. Длина проточек 3 и 4 составляет 8-15 мм. Ширина поверхности 6 бочек бандажей 2 составляет 80-120 мм. Величина эксцентриситета ε составляет 0,004-0,008 внешнего диаметра Д бандажей 2.
С одного торца бандажа 2 выполнена проточка 3 в виде выступа, а с другого торца проточка 4 выполнена в виде углубления (фиг.1). В другом варианте (фиг.3) на теле 1 ролика поочередно расположены бандажи 2, на обоих торцах 5 которых выполнены проточки 3 в виде выступов или проточки 4 в виде углублений.
При такой конструкции ролика исключается поворот одних бандажей 2 относительно других. При этом наличие эксцентриситета ε служит "стопором" относительно поворота бандажей 2. В этих условиях в случае потери натяга в одном или нескольких бандажах устраняется их поворот за счет наличия натяга в других бандажах. В этом случае увеличивается срок эксплуатации ролика за счет использования натяга во всех бандажах.
При потере натяга во всех бандажах 2 и их одновременном повороте относительно тела 1 ролика последний демонтируется, производится удаление бандажей с тела ролика и монтаж на него новых бандажей при помощи горячей посадки.
В таблице приведены примеры использования роликов с различными конструктивными параметрами.
В первом примере вследствие малой величины эксцентриситета не будет обеспечиваться необходимое сцепление бандажей друг с другом.
В пятом примере вследствие большой величины эксцентриситета прочность кольца бандажа в районе расположения проточек будет ниже допустимых пределов.
В оптимальных примерах 2-4 вследствие соблюдения необходимых значений эксцентриситета обеспечивается достаточное сцепление бандажей друг с другом и длительная эксплуатация бандажированных роликов.
Применение изобретения позволяет повысить долговечность бандажированных роликов на 20-30% и уменьшить отбраковку непрерывнолитых слябов по качеству поверхности на 8-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2218238C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2223162C1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2005 |
|
RU2292984C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1992 |
|
RU2038189C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |

Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов в слитки слябового сечения. Технический результат - повышение долговечности роликов и улучшение качества поверхности непрерывнолитых слябов. Ролик для установок непрерывной разливки металлов содержит тело ролика, на котором расположены последовательно надетые на него с натягом кольцевые бандажи. С торцов бандажей выполнены проточки, оси которых расположены с эксцентриситетом относительно оси тела ролика. Проточки бандажей входят друг в друга до упора их торцов. Величина эксцентриситета составляет 0,004-0,008 внешнего диаметра бандажей. Возможно выполнение с одного торца бандажа проточки в виде выступа, а с другого торца выполнение проточки в виде углубления. Возможно также выполнение на бандажах с обоих торцов поочередно проточек в виде выступов или в виде углублений. 2 з.п.ф-лы, 3 ил., 1 табл.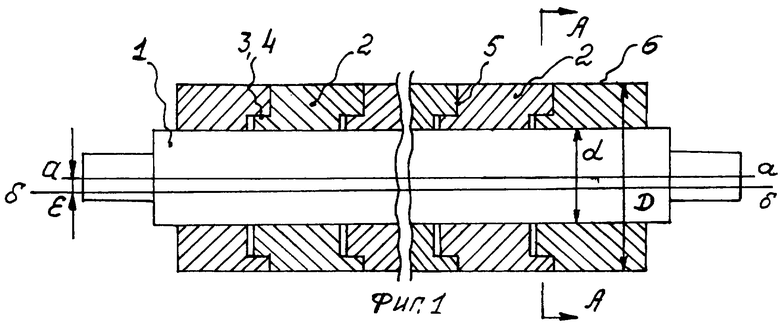
| Сталь | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Ролик зоны вторичного охлаждения | 1986 |
|
SU1379081A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1196117A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| JP 59107757 A1, 22.06.1984 | |||
| US 4462456, 31.07.1984. | |||

