Изобретение относится к области строительства, а именно к способам изготовления строительных конструкций, преимущественно пустотных плит, с использованием экструдера.
Из уровня техники известны строительные конструкции и способ изготовления строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, включающей опалубку с поддоном и экструдер с бункером для твердеющего материала и рабочим органом (см. ЕР 0152166 А1, 21.08.1985, В 28 В 7/30).
Из уровня техники известны строительные конструкции и способ изготовления данных строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, содержащей, по крайней мере, экструдер с бункером для твердеющего материала и опалубку в виде поддона (см. RU 2013205 С1, 23.08.1985, В 28 В 5/02).
Недостатками известных способов и соответственно конструкций является пониженное качество экструдирования бетона в изделие и невысокая производительность подачи бетона на единицу мощности экструдера при недостаточной плотности и прочности бетона в изготовленной конструкции вследствие нерациональной для экструзионной системы подачи и укладки бетона, в которой отсутствует продольная осевая виброобработка бетона на выходе из экструдера.
Задачей, на решение которой направлено настоящее изобретение, является повышение производительности способа и качества изготавливаемых изделий.
Поставленная задача решается за счет того, что в способе изготовления строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, включающей опалубку с поддоном и экструдер с бункером для твердеющего материала и рабочим органом, согласно изобретению способ предусматривает установку арматуры на поддон опалубки, загрузку твердеющего материала в бункер и подачу его на поддон опалубки с уплотнением и формованием, причем для уплотнения и формования твердеющего материала используют рабочий орган экструдера, состоящий, по меньшей мере, из одного рабочего элемента, содержащего корпус, установленные соосно направляющему стержню пустотообразователь, полые лопастной шнек, внешний и внутренний шпиндели, причем один из шпинделей вращают, а на второй шпиндель передают осевую вибрацию, при этом вращаемый шпиндель передает вращение на другой посредством приспособления, обеспечивающего при этом свободное перемещение шпинделей друг относительно друга в осевом направлении, причем шпиндель, на который передают осевую вибрацию, а также вращение, жестко соединен со шнеком, а шнек свободным концом шарнирно соединен с пустотообразователем, закрепленным на стержне с возможностью только осевых колебаний.
Во время экструзии твердеющего материала экструдер может перемещаться над опалубкой за счет отталкивания от уплотненного твердеющего материала.
Могут вращать внешний шпиндель, а на внутренний передавать вибрацию, причем от внешнего шпинделя передавать вращение внутреннему посредством приспособления, например, в виде зуба на одном шпинделе, входящего в удлиненный в осевом направлении паз другого шпинделя, или посредством шпонки, установленной в удлиненные в осевом направлении пазы шпинделей.
Шнек может быть жестко прикреплен к внутреннему шпинделю.
Могут вращать внутренний шпиндель, а на внешний передавать вибрацию, причем от внутреннего шпинделя передают вращение внешнему посредством приспособления, например в виде зуба на одном шпинделе, входящего в удлиненный в осевом направлении паз другого шпинделя, или посредством шпонки, установленной в удлиненные в осевом направлении пазы шпинделей.
При этом предпочтительно, чтобы шнек был жестко прикреплен к внешнему шпинделю.
В качестве твердеющего материала могут использовать тяжелый бетон.
На технологической линии могут изготавливать преднапряженные строительные конструкции, для чего перед экструзией твердеющего материала арматуру напрягают.
Могут использовать пустотообразователь толщиной меньшей толщины формуемой строительной конструкции.
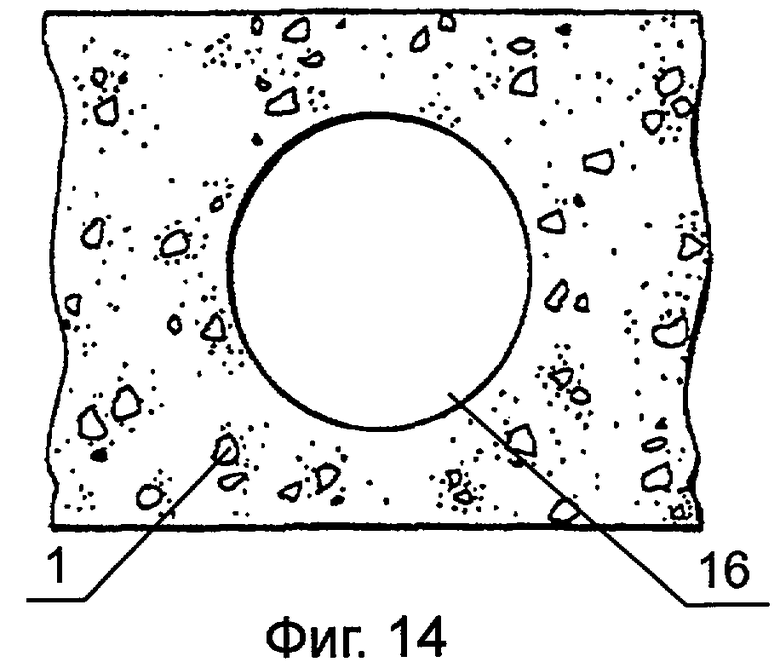
На технологической линии могут изготавливать строительные конструкции в виде пустотных плит с, преимущественно, круглыми или овальными в поперечном сечении пустотами, для чего используют круглый или овальный в поперечном сечении пустотообразователь.
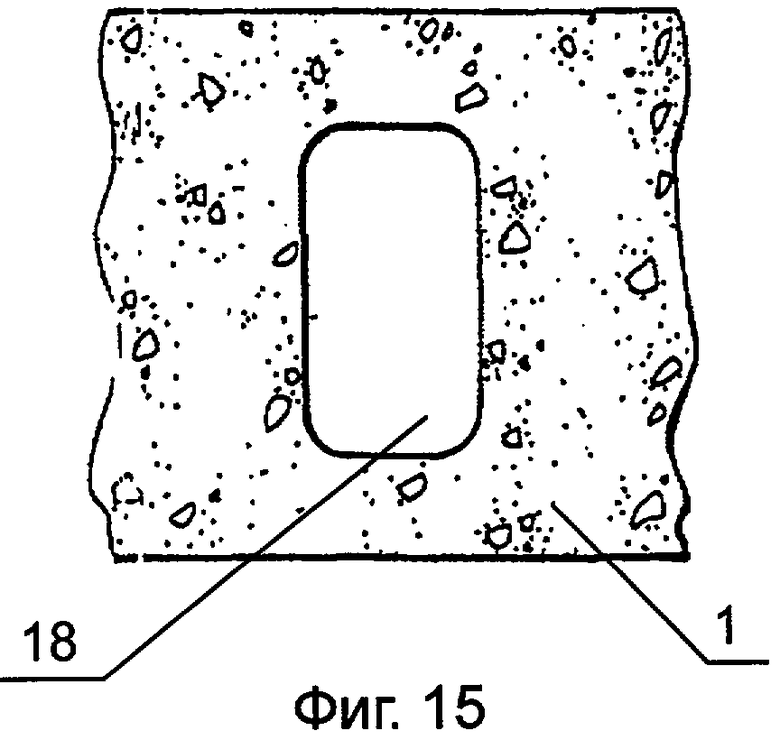
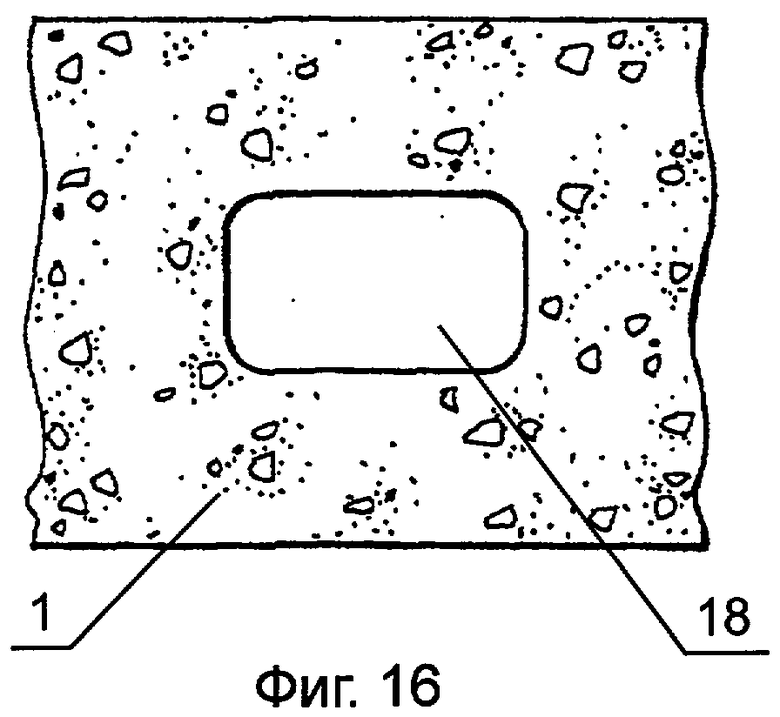
На технологической линии могут изготавливать строительные конструкции в виде пустотных плит с пустотами в поперечном сечении в виде прямоугольника, треугольника или звезды со скругленными углами, для чего используют пустотообразователь, имеющий поперечное сечение в виде прямоугольника, треугольника или звезды со скругленными углами.
Могут использовать пустотообразователь толщиной, не меньшей толщины формуемой строительной конструкции.
На технологической линии могут изготавливать протяженные строительные конструкции, например двутавровые балки.
Могут использовать рабочий орган экструдера, состоящий, по меньшей мере, из двух рабочих элементов, причем лопасть шнека каждого соседнего рабочего элемента имеет противоположное направление вращения.
Вышеописанным способом изготавливают строительную конструкцию, являющуюся вторым независимым объектом изобретения.
Технический результат, достигаемый изобретением, заключается в обеспечении более высокого качества сформованных железобетонных изделий, повышении плотности и прочности бетона в изделии за счет также повышения пластичности и снижения фрикционных свойств подаваемой бетонной смеси непосредственно на границах раздела бетонной смеси и контактирующих с ней рабочих поверхностей пустотообразователей и спиральной лопасти шнека экструдера.
Сущность изобретения поясняется чертежами, где
на фиг.1 изображен экструдер, продольный разрез;
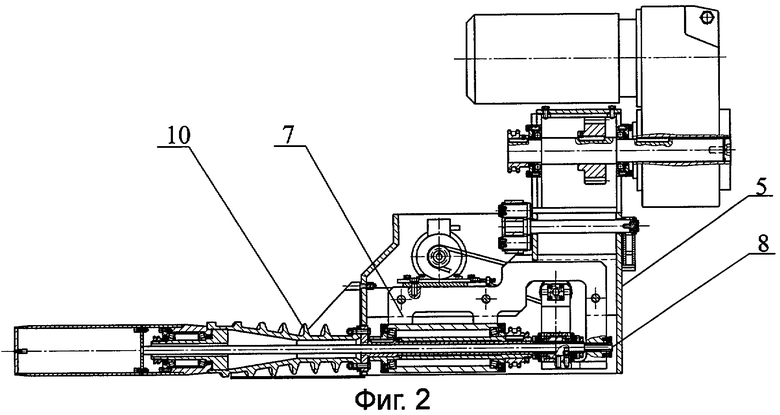
на фиг.2 - фрагмент рабочего органа экструдера, вид сбоку с частичным вырезом;
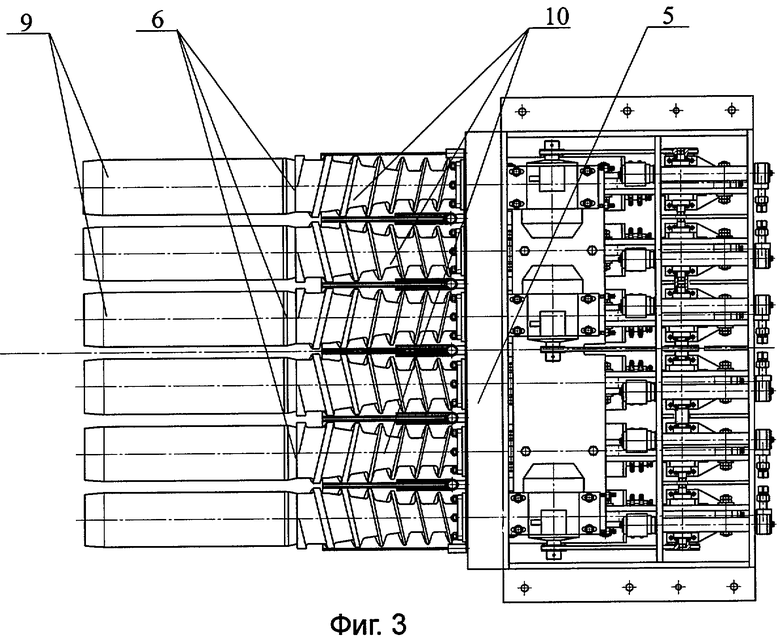
на фиг.3 - фрагмент рабочего органа, вид сверху;
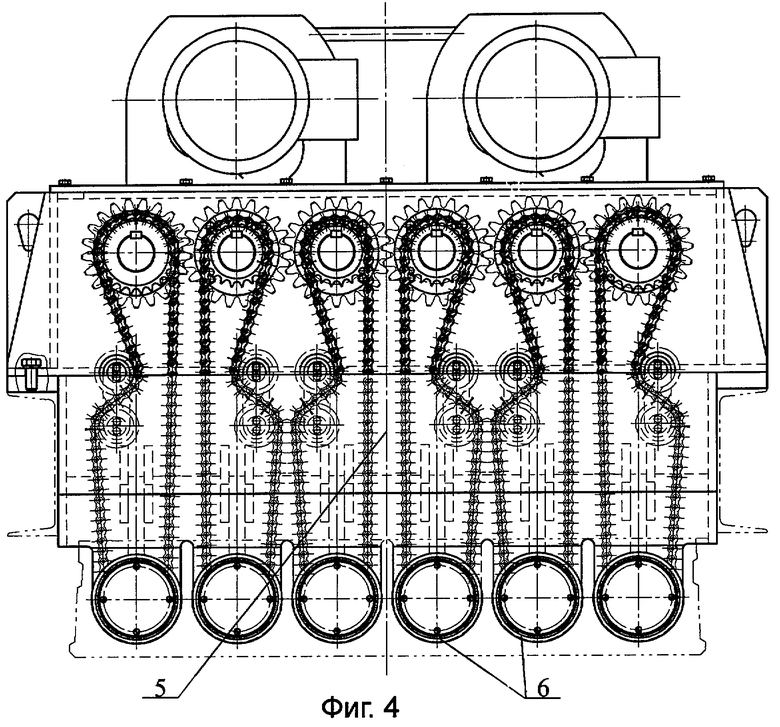
на фиг.4 - поперечный разрез экструдера в районе цепной передачи;
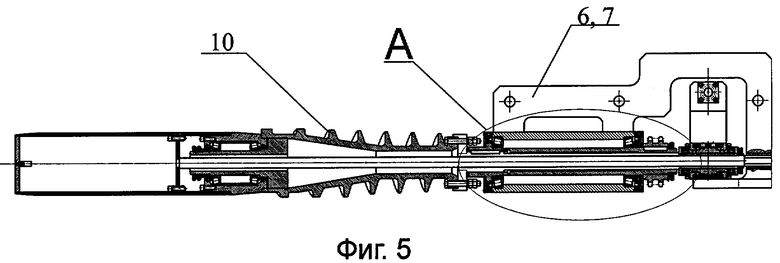
на фиг.5 - рабочий элемент, вид сбоку с частичным разрезом;
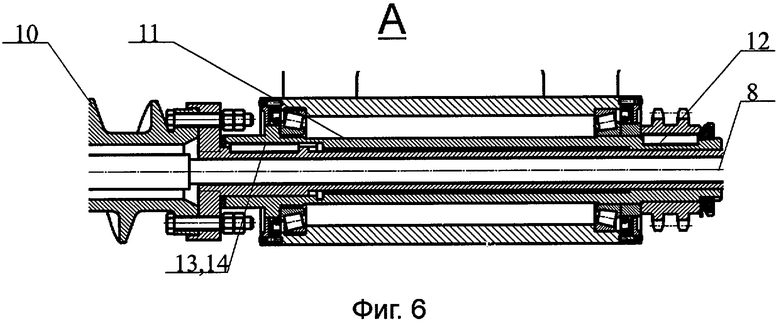
на фиг.6 - узел А на фиг.5;
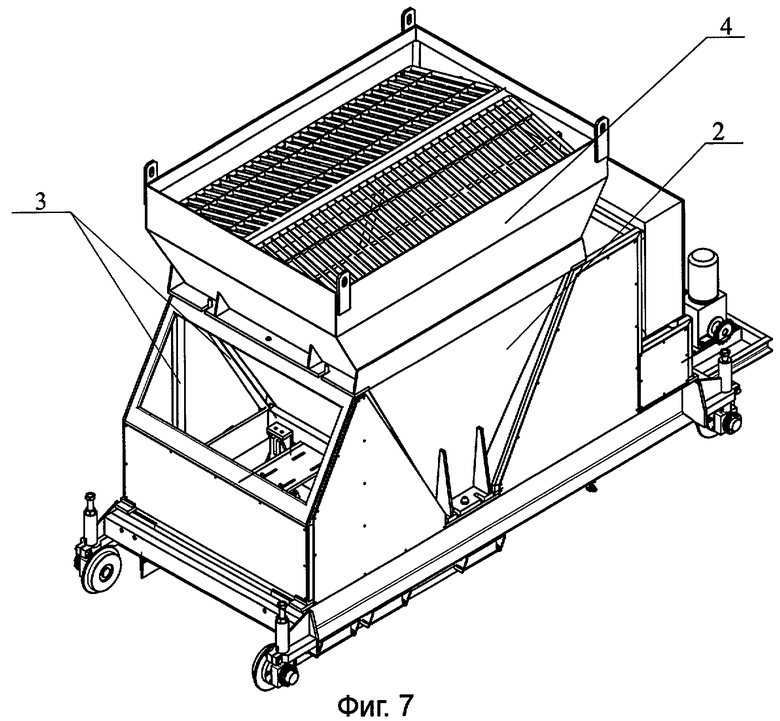
на фиг.7 - экструдер, выполненный по другому - второму варианту, вид в аксонометрии;
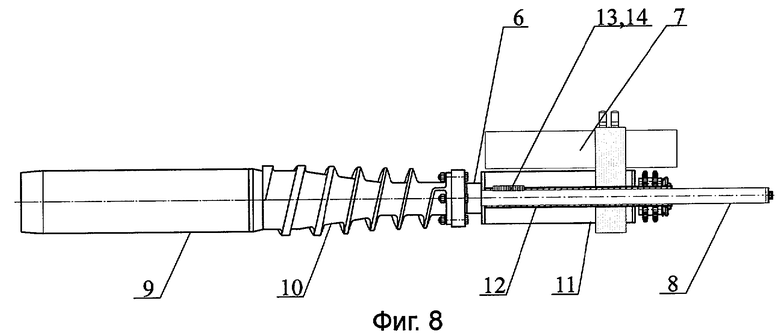
на фиг.8 - фрагмент рабочего органа экструдера по второму варианту, вид сбоку с частичным вырезом;
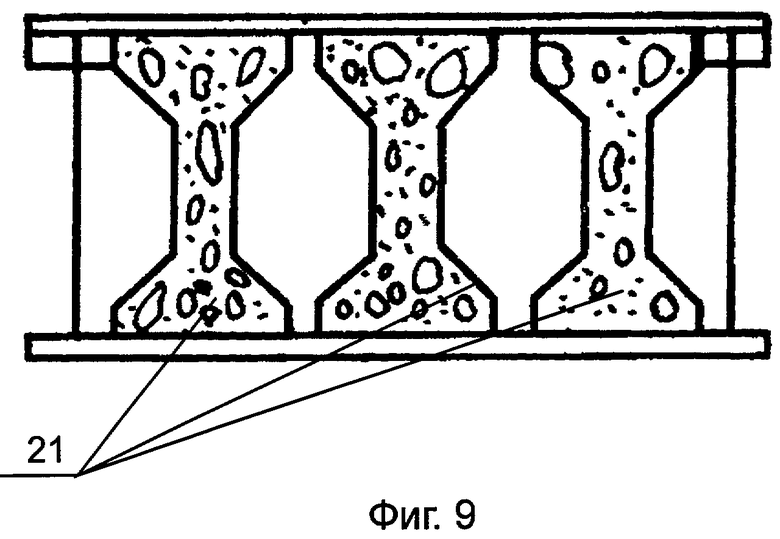
на фиг.9 - изготавливаемые на технологической линии протяженные строительные конструкции - двутавровые балки, поперечный разрез;
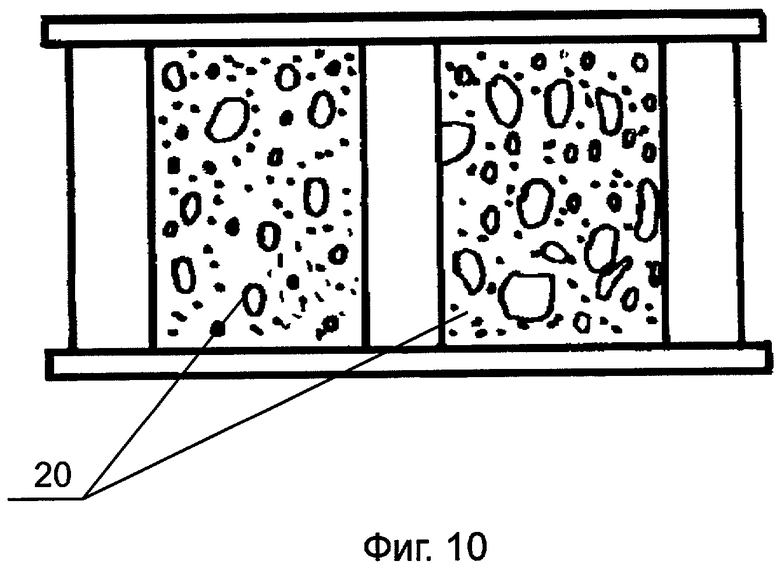
на фиг.10 - изготавливаемые на технологической линии протяженные строительные конструкции - балки, поперечный разрез;
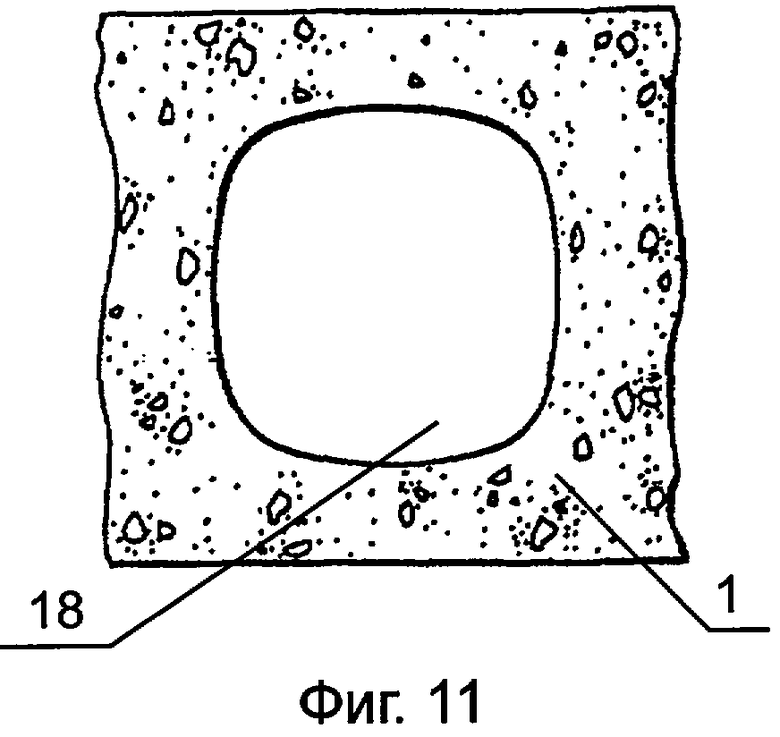
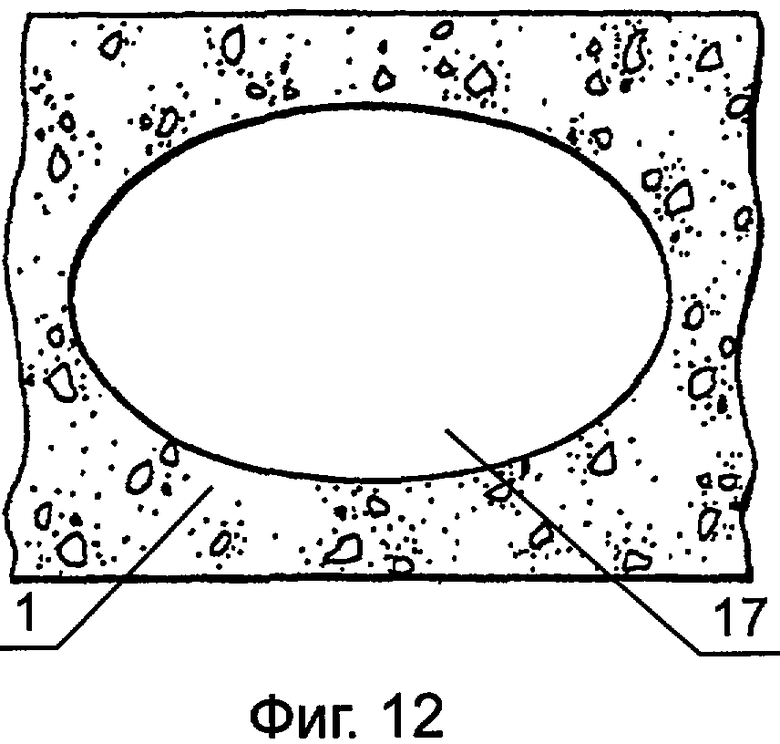
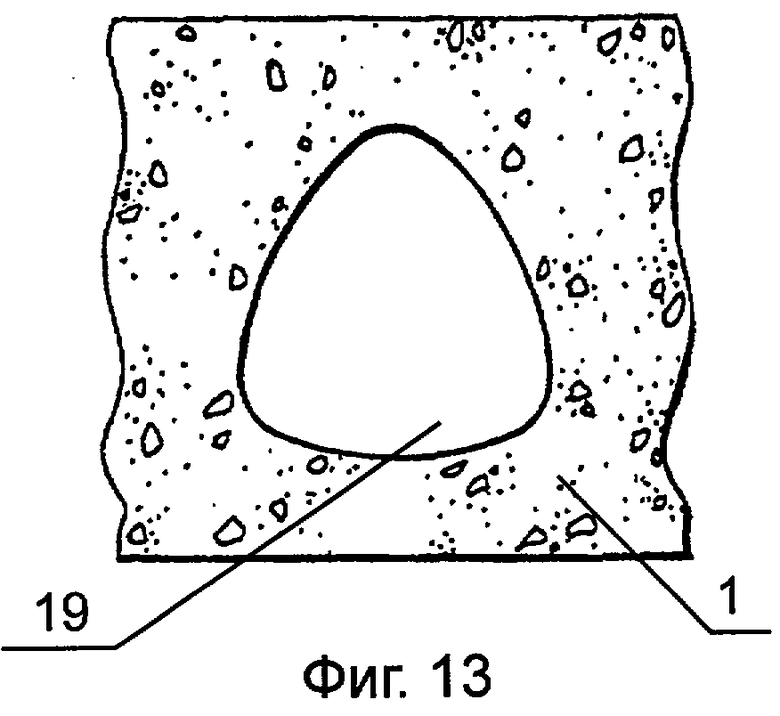
на фиг.11-16 - фрагменты, изготавливаемые на технологической линии строительных конструкций в виде пустотных плит с различными в поперечном сечении пустотами.
Способ изготовления строительных конструкций 1 экструзией на технологической линии (на чертежах не показано), включающей опалубку (не показано) с поддоном (не показано) и экструдер 2, включающий смонтированные на несущей раме 3 бункер 4 для твердеющего материала, например тяжелого бетона, и рабочий орган 5, состоящий из одного рабочего элемента 6, содержащего корпус 7, установленные соосно направляющему стержню 8, пустотообразователь 9, полые лопастной шнек 10, внешний и внутренний шпиндели соответственно 11 и 12. Способ предусматривает установку арматуры (на чертежах не показано) на поддон (не показано) опалубки (не показано), загрузку твердеющего материала в бункер 4 и подачу его на поддон (не показано) опалубки с уплотнением и формованием. Для уплотнения и формования твердеющего материала используют рабочий орган 5 экструдера 2, состоящий, по меньшей мере, из одного рабочего элемента 7, содержащего корпус 8, установленные соосно направляющему стержню 8 пустотообразователь 9, полые лопастной шнек 10, внешний 11 и внутренний шпиндели 12. Один из шпинделей, например внешний 11, вращают, а на второй, внутренний, шпиндель 12 передают осевую вибрацию. При этом вращаемый внешний шпиндель 11 передает вращение на внутренний шпиндель 12 посредством приспособления, обеспечивающего при этом свободное перемещение шпинделей друг относительно друга в осевом направлении, например, посредством шпонки 13, установленной в удлиненные в осевом направлении пазы 14 шпинделей 11 и 12.
Внутренний шпиндель 12, на который передают осевую вибрацию, а также вращение, жестко соединен с лопастным шнеком 10, а шнек 10 свободным концом шарнирно соединен с пустотообразователем 9, закрепленным на стержне 8 с возможностью только осевых колебаний.
Или используют экструдер, в котором внутренний шпиндель 12 вращают, а на второй - внешний шпиндель 11 передают осевую вибрацию. При этом вращаемый внутренний шпиндель 12 передает вращение на внешний шпиндель 11 посредством приспособления, обеспечивающего при этом свободное перемещение шпинделей друг относительно друга в осевом направлении, например, или посредством шпонки 13, установленной в удлиненные в осевом направлении пазы 14 шпинделей 11 и 12.
Внешний шпиндель 11, на который передают осевую вибрацию, а также вращение, жестко соединен с лопастным шнеком 10, а шнек 10 свободным концом шарнирно соединен с пустотообразователем 9, закрепленным на стержне 8 с возможностью только осевых колебаний.
Используют рабочий орган 5 экструдера 2, состоящий из шести рабочих элементов 6, причем лопасть шнека 10 каждого соседнего рабочего элемента 6 имеет противоположное направление вращения.
Во время экструзии твердеющего материала экструдер перемещается над опалубкой за счет отталкивания от уплотненного твердеющего материала.
На технологической линии изготавливают преднапряженные строительные конструкции 1, для чего перед экструзией твердеющего материала арматуру напрягают.
Могут использовать пустотообразователь 9 толщиной, меньшей толщины формуемой строительной конструкции 1.
На технологической линии изготавливают строительные конструкции 1 в виде пустотных плит 15 с, преимущественно, круглыми 16 или овальными 17 в поперечном сечении пустотами, для чего используют круглый или овальный (на чертежах не показано) в поперечном сечении пустотообразователь 9.
Или на технологической линии (на чертежах не показано) изготавливают строительные конструкции в виде пустотных плит 15 с пустотами в поперечном сечении в виде прямоугольника 18, треугольника 19 или звезды со скругленными углами (на чертежах не показано), для чего используют пустотообразователь, имеющий поперечное сечение в виде прямоугольника, треугольника или звезды со скругленными углами (на чертежах не показано).
Или могут использовать пустотообразователь толщиной, не меньшей толщины формуемой строительной конструкции 1.
На технологической линии изготавливают протяженные строительные конструкции, например балки 20, в том числе двутавровые балки 21.
Экструдер при осуществлении способа работает, например, следующим образом.
От двигателя через приспособление для вращения внешнего шпинделя, выполненное в виде звездочки для цепной передачи, на внешний шпиндель передается вращение.
Гидравлическая система, включающая гидравлическую станцию (на чертежах не показана), через распределитель посредством вращения ротора (на чертежах не показано) подает давление гидравлической жидкости на шток-поршень и производит осевую вибрацию, передающуюся на внутренний шпиндель.
Вращение ротора (на чертежах не показан) распределителя гидравлической системы (на чертежах не показана) производят при помощи ременной передачи от двигателя на закрепленный для вращательного движения шкив (на чертежах не показан).
От внешнего шпинделя внутреннему посредством приспособления передается вращение. Приспособление выполнено в виде зуба (на чертежах не показан) на одном шпинделе, входящего в удлиненный в осевом направлении паз другого шпинделя, и обеспечивает свободное перемещение шпинделей друг относительно друга в осевом направлении.
Внутренний шпиндель соединен со шнеком, а шнек шарнирно соединен с пустотообразователем, который имеет степень свободы относительно корпуса рабочего элемента в направлении своей оси.
Вращение и осевая вибрация внутреннего шпинделя передается лопастному шнеку, а пустотообразователь совершает осевые колебания на стержне, который в месте крепления к нему пустотообразователя имеет квадратное сечение, дающее возможность осевых перемещений, передаваемых пустотообразователю от шнека, и предотвращающую вращение пустотообразователя.
Бетон из бункера подается на шнек и уплотняется рабочим органом. Во время экструзии твердеющего материала экструдер перемещается над опалубкой за счет отталкивания от уплотненного твердеющего материала.
Таким образом, на технологической линии изготавливают строительные конструкции 1, например пустотные плиты, с образованием необходимого числа пустот необходимой формы в готовом изделии, а также протяженные строительные конструкции, например балки 20, в том числе двутавровые балки 21.
Могут использовать пустотообразователь 9 толщиной, меньшей толщины формуемой строительной конструкции 1.
На технологической линии изготавливают строительные конструкции 1 в виде пустотных плит 15 с, преимущественно, круглыми 16 или овальными 17 в поперечном сечении пустотами, для чего используют круглый или овальный (на чертежах не показано) в поперечном сечении пустотообразователь 9.
Или на технологической линии (на чертежах не показано) изготавливают строительные конструкции в виде пустотных плит 15 с пустотами в поперечном сечении в виде прямоугольника 18, треугольника 19 или звезды со скругленными углами (на чертежах не показано), для чего используют пустотообразователь, имеющий поперечное сечение в виде прямоугольника, треугольника или звезды со скругленными углами (на чертежах не показано).
Или могут использовать пустотообразователь толщиной, не меньшей толщины формуемой строительной конструкции 1, и тогда на технологической линии изготавливают протяженные строительные конструкции, например балки 20, в том числе двутавровые балки 21.
Также при осуществлении способа экструдер может работать следующим образом. От двигателя, установленного на экструдере, через приспособление для вращения внутреннего шпинделя на него передается вращение.
Внешний шпиндель посредством приспособления, передающего вращение от внутреннего внешнему, также приводится в движение, при этом обеспечивается свободное их перемещение друг относительно друга в осевом направлении, а при помощи устройства для передачи на внешний шпиндель осевой вибрации ему также придается возвратно-поступательное движение.
Внешний шпиндель передает вращение и осевую вибрацию на шнек, а шнек шарнирно соединен с пустотообразователем, который имеет степень свободы относительно корпуса рабочего элемента в направлении своей оси и производит возвратно-поступательные движения.
Бетон из бункера подается на шнек и уплотняется рабочим органом с образованием необходимого числа пустот в готовом изделии.
Бетон из бункера подается на шнек и уплотняется рабочим органом. Во время экструзии твердеющего материала экструдер перемещается над опалубкой за счет отталкивания от уплотненного твердеющего материала.
Таким образом, на технологической линии изготавливают строительные конструкции 1, например пустотные плиты, с образованием необходимого числа пустот необходимой формы в готовом изделии, а также протяженные строительные конструкции, например балки 20, в том числе двутавровые балки 21.
Могут использовать пустотообразователь 9 толщиной, меньшей толщины формуемой строительной конструкции 1.
На технологической линии изготавливают строительные конструкции 1 в виде пустотных плит 15 с, преимущественно, круглыми 16 или овальными 17 в поперечном сечении пустотами, для чего используют круглый или овальный (на чертежах не показано) в поперечном сечении пустотообразователь 9.
Или на технологической линии (на чертежах не показано) изготавливают строительные конструкции в виде пустотных плит 15 с пустотами в поперечном сечении в виде прямоугольника 18, треугольника 19 или звезды со скругленными углами (на чертежах не показано), для чего используют пустотообразователь, имеющий поперечное сечение в виде прямоугольника, треугольника или звезды со скругленными углами (на чертежах не показано).
Или могут использовать пустотообразователь толщиной, не меньшей толщины формуемой строительной конструкции 1, и тогда на технологической линии изготавливают протяженные строительные конструкции, например балки 20, в том числе двутавровые балки 21.
Изготавливая строительные конструкции описанным способом достигается высокое качество сформованных железобетонных изделий, повышение плотности и прочности бетона в изделии за счет также повышения пластичности и снижения фрикционных свойств подаваемой бетонной смеси непосредственно на границах раздела бетонной смеси и контактирующих с ней рабочих поверхностей пустотообразователей и спиральной лопасти шнека экструдера.
Изобретение относится к области строительства, а именно к способам изготовления строительных конструкций, преимущественно пустотных плит, с использованием экструдера. Технический результат, достигаемый изобретением, заключается в обеспечении более высокого качества сформованных железобетонных изделий, повышение плотности и прочности бетона в изделии за счет повышения пластичности и снижения фрикционных свойств подаваемой бетонной смеси непосредственно на границах раздела бетонной смеси и контактирующих с ней рабочих поверхностей пустотообразователей и спиральной лопасти шнека экструдера. Способ изготовления строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, включающей опалубку с поддоном и экструдер с бункером для твердеющего материала и рабочим органом. Способ предусматривает установку арматуры на поддон опалубки, загрузку твердеющего материала в бункер и подачу его на поддон опалубки с уплотнением и формованием. Причем для уплотнения и формования твердеющего материала используют рабочий орган экструдера, который состоит, по меньшей мере, из одного рабочего элемента, содержащего корпус, установленные соосно направляющему стержню пустотообразователь, полые лопастной шнек, внешний и внутренний шпиндели. Один из шпинделей вращают, а на второй шпиндель передают осевую вибрацию. При этом вращаемый шпиндель передает вращение на другой посредством приспособления, обеспечивающего при этом свободное перемещение шпинделей друг относительно друга в осевом направлении. Шпиндель, на который передают осевую вибрацию, а также вращение, жестко соединен со шнеком, который свободным концом шарнирно соединен с пустотообразователем, закрепленным на стержне с возможностью только осевых колебаний. Строительные конструкции выполняют вышеописанным способом. 2 н. и 13 з.п. ф-лы, 16 ил.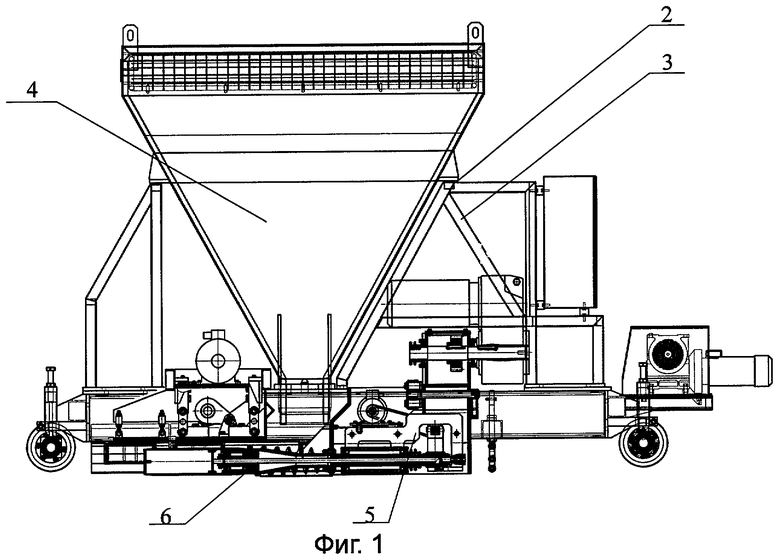
| ЭКСТРУДЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ПЛИТ | 1985 |
|
RU2013205C1 |
| Устройство для изготовления трубчатых изделий | 1974 |
|
SU580120A1 |
| Экструдер для формования полых бетонных плит | 1986 |
|
SU1809803A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С ЦИЛИНДРИЧЕСКИМИ | 0 |
|
SU288983A1 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |
| US 2004051193 A1, 18.03.2004 | |||
| EP 1332851 A2, 06.08.2003 | |||
| EP 1332850 A2, 06.08.2003 | |||
| US 2002081344 A1, 27.06.2002 | |||
| Газораспределительное устройство (тарелка) для многоступенчато- противоточных аппаратов | 1956 |
|
SU110616A2 |
| КОЛОДЗИЙ И.И | |||
| Машинист бетоноукладчика и формовочного оборудования | |||
| - М.: Высшая школа, 1970. | |||

