Настоящее изобретение относится к профилегибочной машине для получения профилей, в частности металлических.
Специалистам в данной области техники известны профилегибочные машины, способные функционировать с разными комплектами пар профилегибочных головок в зависимости от типа изготавливаемого профиля.
При необходимости перейти от одного типа изготавливаемого профиля к другому обычно приходится останавливать работу машины и заменять одну за другой все пары профилегибочных головок, находящиеся на линии профилирования, то есть на пути, который должен пройти лист, подлежащий профилированию.
Такая замена требует очень длительного времени, что сильно сказывается на производительности машины.
Кроме того, для этой операции необходимо какое-либо подъемное оборудование типа кран-балки, что сопряжено с опасностью для персонала и чревато серьезными несчастными случаями.
Цель настоящего изобретения состоит в устранении указанных недостатков.
Эта цель достигается путем создания профилегибочной машины, способной работать с разными комплектами пар профилегибочных головок в зависимости от типа изготавливаемого профиля, которая отличается тем, что указанные пары головок установлены на каретках, выполненных с возможность скольжения в обоих направлениях вдоль линии, поперечной относительно линии профилирования, для упрощения замены одного комплекта пар на другой комплект пар.
Благодаря такому выполнению при установке нужного комплекта пар профилегибочных головок оказывается достаточным лишь переместить каретки, что позволяет значительно уменьшить время остановки машины и устранить опасности, возникающие в процессе подъема при использовании известных машин.
В соответствии с другими признаками изобретения
- профилегибочная машина имеет каретки, несущие множество пар профилегибочных головок, относящихся к отдельным комплектам;
- профилегибочная машина имеет отдельные группы кареток, несущие пары профилегибочных головок, относящиеся к отдельным комплектам;
- профилегибочная машина имеет первый и второй комплекты пар профилегибочных головок, установленные в ряд на первой группе кареток, а также третий и четвертый комплекты пар профилегибочных головок, установленные в ряд на второй группе кареток, не зависимой от первой группы;
- профилегибочная машина имеет, по меньшей мере, один силовой цилиндр двустороннего действия для перемещения каждой из указанных кареток;
- профилегибочная машина имеет установленные один напротив другого два силовых цилиндра двустороннего действия для перемещения каждой из указанных кареток, позволяющие избирательно устанавливать каретки указанной первой группы в одно из трех следующих положений: головки бездействуют, действует первый комплект головок, действует второй комплект головок и избирательно устанавливать каретки указанной второй группы в одно из трех следующих положений: головки бездействуют, действует третий комплект головок, действует четвертый комплект головок;
- один из двух указанных цилиндров длиннее другого, что сделано с учетом габаритов приводного двигателя, приводящего в движение пары профилегибочных головок, установленные на соответствующей каретке;
- профилегибочная машина снабжена средствами для предотвращения ее включения до того момента, когда каретки выровнены в линию, обеспечивая возможность использования одного из указанных комплектов;
- указанные средства включают в себя ряд отверстий, выполненных в каретках и размещенных таким образом, что они совмещаются по достижении указанного выравнивания в линию, и лазерный луч направлен таким образом, что он проходит через все указанные отверстия по достижении выравнивания;
- каретки установлены на роликах, имеющих возможность передвигаться по рельсам, причем рельсы имеют выемки, размещенные таким образом, что они позволяют фиксировать положения кареток, соответствующие использованию каждого из указанных комплектов;
- профилегибочная машина имеет портальные опоры, снабженные клиньями, обеспечивающими удержание кареток при расположении роликов в указанных выемках.
Остальные признаки и преимущества профилегибочной машины, выполненной согласно изобретению, следуют из нижеследующего подробного описания со ссылками на приложенные чертежи, где:
На фиг.1 изображена в аксонометрии часть профилегибочной машины согласно изобретению;
На фиг.1a и 1b представлены увеличенные изображения некоторых деталей согласно фиг.1;
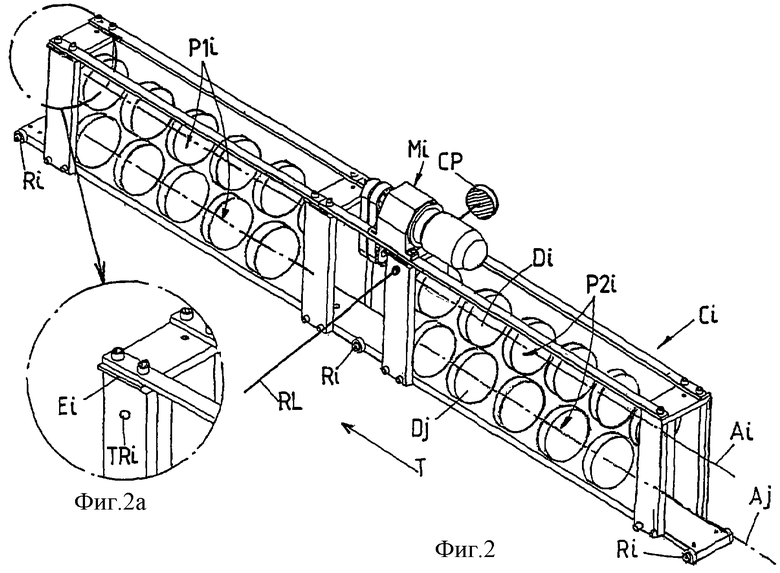
На фиг.2 изображена в аксонометрии одна из кареток профилегибочной машины, несущая первую и вторую пары профилегибочных головок, относящихся к соответствующим разным комплектам;
На фиг.2а представлено увеличенное изображение одной из деталей фиг.2;
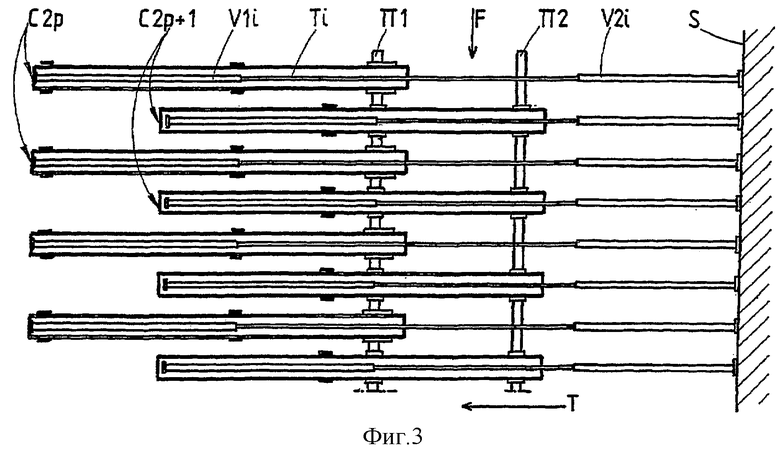
На фиг.3 изображен вид снизу части профилегибочной машины, изображенной на фиг.1;
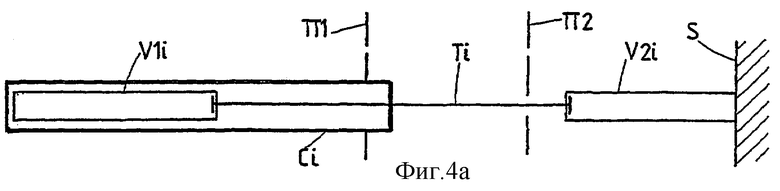
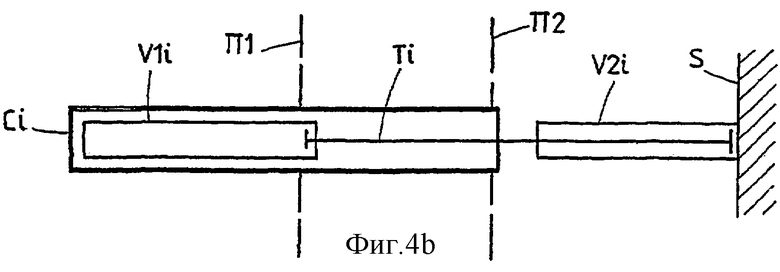
На фиг.4a, 4b и 4с представлены схематические изображения, иллюстрирующие три положения, которые может занимать каждая из кареток.
Как можно видеть на фиг.1, профилегибочная машина 1 согласно изобретению имеет множество кареток Ci, размещенных поперек линии профилирования, обозначенной стрелкой F.
Для специалиста в данной области понятно, что под выражением "линия профилирования" здесь понимают путь, который должен пройти каждый подлежащий профилированию лист, движущийся внутри машины 1 от ее входа 3 до выхода 5.
Следует заметить, что каретки Ci, для которых i - четное число (i=2p), смещены в поперечном направлении, то есть по стрелке Т, перпендикулярной стрелке F, относительно кареток Ci, для которых i - нечетное число (i=2p+1), что сделано по причинам, изложенным ниже.
В дальнейшем эти две группы кареток мы будем называть соответственно "группа четных кареток" и "группа нечетных кареток".
На фиг.2 можно видеть, что каждая каретка Ci имеет первую пару профилегибочных головок P1i и вторую пару профилегибочных головок P2i, установленных в ряд, то есть вдоль одной линии по направлению Т.
Следует иметь в виду, что под термином "профилегибочная головка" здесь понимают множество дисков Di, предпочтительно металлических, установленных на одном валу Ai, таким образом, каждая пара головок P1i, P2i образована двумя такими комплектами дисков Di, Dj, установленными на двух параллельных валах Ai, Aj.
На фиг.1 эти пары головок не показаны только из соображений простоты.
Комбинации пар P1i с четным i, P1i с нечетным i, P2i с четным i и P2i с нечетным i определяют соответственно четыре комплекта пар головок, каждый из которых обеспечивает получение профиля определенного типа.
Таким образом, должно быть очевидно, что термин "комплект пар головок" относится ко всем парам головок, установленным друг за другом в направлении F (см. фиг.1) и обеспечивающим получение профилей определенного типа.
Каждая каретка Ci снабжена приводным двигателем Mi, служащим для приведения в действие двух пар головок P1i и P2i. Его питание осуществляется по соответствующим электрическим цепям (не показаны).
Как известно из предыдущего уровня техники, диски Di, Dj каждой пары головок поворачиваются в противоположных направлениях, что позволяет постепенно придавать нужную форму металлическим листам, поступающим в машину 1.
Каждая каретка Ci имеет ролики Ri, обеспечивающие возможность скольжения каретки по соответствующим рельсам RAi (см. фиг.1).
Как можно видеть на детальном изображении 1а, рельсы RAi имеют выемки CRi для приемки роликов Ri.
Если вернуться теперь к рассмотрению фиг.1, можно видеть, что линия профилирования ограничена первой портальной опорой П1 и второй портальной опорой П2.
Как видно на детальном изображении 1b, на этих портальных опорах имеется множество клиньев CAi, выполненных с возможностью взаимодействия с имеющимися на каждой каретке Ci буртиками Ei (см. детальный вид 2а) при размещении роликов Ri в выемках CRi.
Следует также отметить (см. фиг.1), что между каждой кареткой Ci и закрепленной в полу неподвижной опорой S помещены силовые цилиндры Vi двустороннего действия.
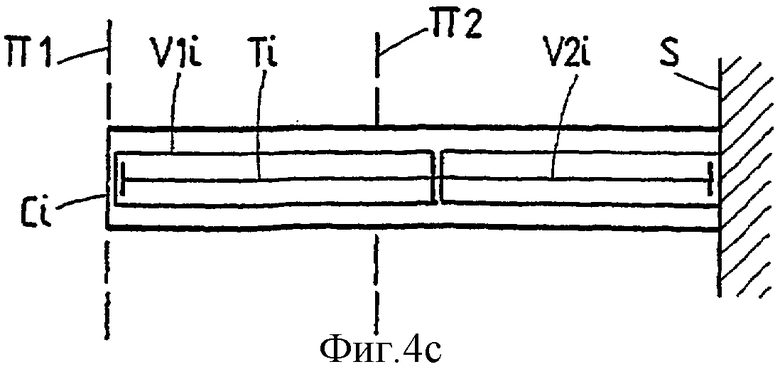
Обратимся теперь к фиг.3, 4а, 4b и 4с, из которых видно, что, по существу, каждая каретка Ci связана с неподвижной опорой S посредством силовых цилиндров V1i и V2i двустороннего действия, имеющих общий шток Ti.
Предпочтительно, чтобы силовой цилиндр V1i, соединенный с кареткой Ci, имел большую длину, чем силовой цилиндр V2i, соединенный с неподвижной опорой S.
Питание этих силовых цилиндров осуществляют по соответствующим гидравлическим контурам (не показаны).
При более детальном рассмотрении фиг.4а, 4b и 4с можно увидеть, что каждая каретка Ci может занимать три разных положения, соответствующие различным состояниям силовых цилиндров V1i и V2i
Положение, показанное на фиг.4а, соответствует такому состоянию силовых цилиндров V1i и V2i, при котором оба они выдвинуты.
Именно в этом положении находится группа четных кареток на фиг.1 и 3.
При этом каретки занимают самое дальнее из возможных положений относительно неподвижной опоры S, при этом пары головок P1i и пары головок P2i находятся вне зоны профилирования, расположенной между портальными опорами П1 и П2, то есть эти головки находятся в положении бездействия.
Положение, показанное на фиг.4b, соответствует такому состоянию, при котором силовой цилиндр V1i выдвинут, а силовой цилиндр V2i втянут.
Именно в этом положении находится группа нечетных кареток на фиг.1 и 3.
При этом пары головок P2i находятся в зоне профилирования, так что они оказываются действующими.
Положение, показанное на фиг.4с, соответствует такому состоянию, при котором силовые цилиндры V1i и V2i втянуты (на фиг.1 и 3 это положение не показано).
При этом пары головок P1i находятся в зоне профилирования и, следовательно, оказываются действующими.
Целесообразно снабдить профилегибочную машину 1 средствами для предотвращения ее включения до того момента, когда каретки Ci выровнены в линию, обеспечивая возможность использования нужного комплекта пар головок.
Как можно видеть на фиг.2 и 2а, эти средства могут включать в себя отверстия TRi, выполненные в каждой каретке Ci, и лазерный луч RL направлен таким образом, что он проходит через отверстия TRi всех кареток Ci после их выравнивания и освещает при этом фотоэлемент СР для выдачи разрешения на включение машины.
Функционирование и преимущества профилегибочной машины явно следуют из предшествующего описания.
При необходимости изготовления металлических профилей листы проката подают в направлении F от входа 3 к выходу 5 между портальными опорами П1 и П2 (см. фиг.1).
Когда каретки Ci находятся в положении, показанном на фиг.1 и 3, эти листы будут проходить между профилегибочными головками пар P2i с нечетным i.
При этом получают профили первого типа.
Для получения профилей такого типа, который соответствовал бы комплектам головок P1i с нечетным i, достаточно установить группу нечетных кареток в положение, показанное на фиг.4с, оставив группу четных кареток в положении, показанном на фиг.4а.
Для получения профилей такого типа, который соответствовал бы комплектам головок P2i с четным i, достаточно установить группу нечетных кареток в положение, показанное на фиг.4а, а группу четных кареток - в положение, показанное на фиг.4b.
Для получения профилей такого типа, который соответствовал бы комплектам головок P1i с четным i, достаточно установить группу нечетных кареток в положение, показанное на фиг, 4а, а группу четных кареток - в положение, показанное на фиг.4с.
Очевидно, что с помощью профилегибочной машины 1 можно изготавливать профили четырех разных типов, для чего достаточно лишь надлежащим образом сместить перед началом работы каретки Ci.
Таким образом, в отличие от известных систем теперь отпадает необходимость в подъеме кран-балкой каждой пары профилегибочных головок для их замены, благодаря чему, во-первых, существенно уменьшается время, на которое останавливается машина, и, во-вторых, устраняются все связанные с подъемными операциями опасности для персонала.
Следует также заметить, что благодаря выполнению силовых цилиндров V1i более длинными, чем силовые цилиндры V2i, удается обеспечить точное позиционирование каждой пары головок P1i, P2i между двумя портальными опорами П1 и П2, поскольку превышение длины силовых цилиндров V1i над длиной силовых цилиндров V2i практически соответствует осевой длине приводного двигателя Mi.
Если требуется перевести каретку Ci из положения, показанного на фиг.4с (действуют головки P1i), в положение, показанное на фиг.4b (действуют головки P2i), следует привести в действие более длинный силовой цилиндр V1i.
Если требуется перевести каретку Ci из положения, показанного на фиг.4b (действуют головки P2i) в положение, показанное на фиг.4а (головки бездействуют), следует привести в действие более короткий силовой цилиндр V2i.
Если требуется перевести каретку Ci непосредственно из положения, показанного на фиг.4с (действуют головки P1i) в положение, показанное на фиг.4а (головки бездействуют), можно одновременно привести в действие оба силовых цилиндра V1i и V2i.
Совершенно очевидно, для возврата каретки в исходное положение операции выполняются в очередности, обратной вышеописанной.
Выемки CRi, выполненные в рельсах RAi (см. фиг.1а), позволяют фиксировать различные возможные положения кареток Ci, что способствует еще большему повышению точности поперечной установки пар головок P1i, P2i.
Клинья CAi, взаимодействующие с буртиками Ei (см. фиг.1b и 2а), обеспечивают полную неподвижность каждой каретки Ci, как только ролики Ri окажутся в выемках CRi, соответствующих нужным положениям.
Наличие отверстий TRi и лазерного луча RL (см. фиг.2 и 2а) предотвращает включение профилегибочной машины до того момента, когда каретки Ci достигнут положения, соответствующего нужному типу изготавливаемого профиля.
Настоящее изобретение, разумеется, не ограничивается описанным выше и проиллюстрированным на чертежах вариантом его осуществления, который приведен лишь в качестве показательного примера.
Так, например, профилегибочная машина согласно изобретению может иметь всего одну группу кареток, на каждой из которых будет установлено множество пар профилегибочных головок, относящихся к отдельным комплектам.
Точно так же машина, выполненная согласно изобретению, может быть снабжена отдельными группами кареток, на каждой из которых будет установлена всего одна пара профилегибочных головок, относящихся к данному комплекту.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| ПОРТАЛЬНЫЙ РОБОТ | 1988 |
|
RU2022770C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ БЛЮМОВ И СЛЯБОВ | 1966 |
|
SU182659A1 |
| Способ магнитной записи и воспроизведения аналогового сигнала | 1988 |
|
SU1597899A1 |
| Многовалковая профилегибочная клеть | 1980 |
|
SU984558A1 |
Изобретение относится к обработке давлением, в частности к профилегибочным машинам, работающим с разными комплектами пар профилегибочных головок в зависимости от типа изготавливаемого профиля. Пары профилегибочных головок установлены на каретках, имеющих возможность скольжения в обоих направлениях вдоль линии, поперечной относительно линии профилирования. В результате обеспечивается упрощение замены одного комплекта пар профилегибочных головок на другой, повышается производительность машины, исключается необходимость использования подъемного оборудования. 10 з.п. ф-лы, 4 ил.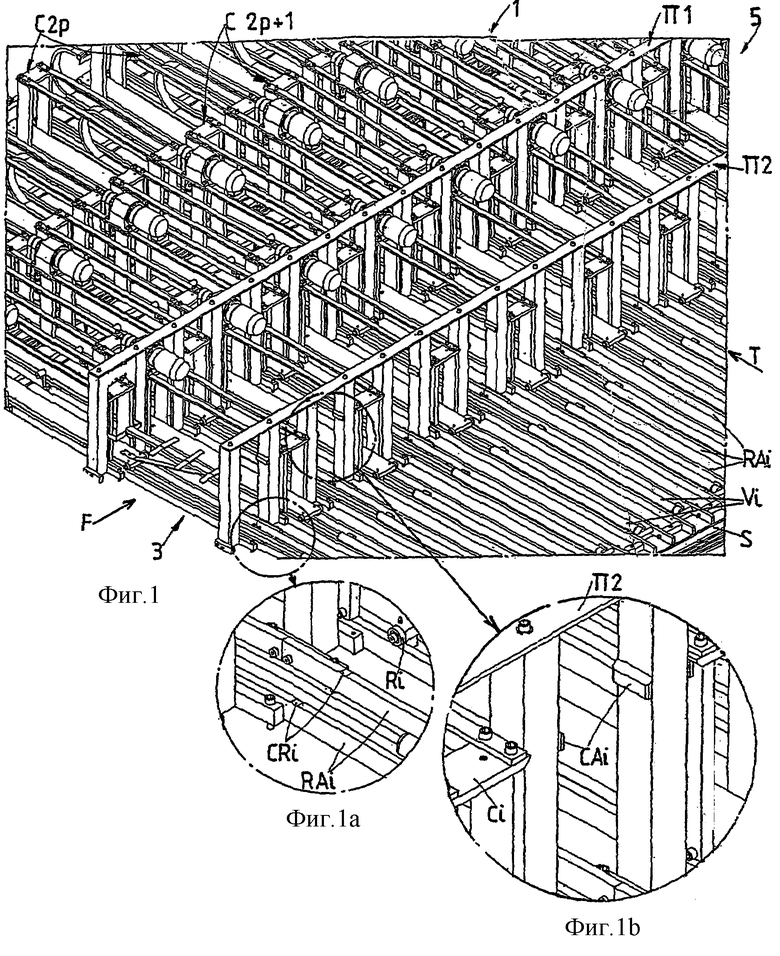
| US 3750446 A, 07.08.1973 | |||
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ РАБОЧИХ ВАЛКОВ | 1992 |
|
RU2013147C1 |
| Морская система безопасности | 2019 |
|
RU2732233C2 |
| СПОСОБЫ, СИСТЕМА И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ, ДИАГНОСТИКИ И ЛЕЧЕНИЯ НАРУШЕНИЙ БИОЛОГИЧЕСКОГО РИТМА | 2011 |
|
RU2556974C2 |

