(54) МНОГОВАЛКОВАЯ ПРОФИЛЕГИБОЧНАЯ КЛЕТЬ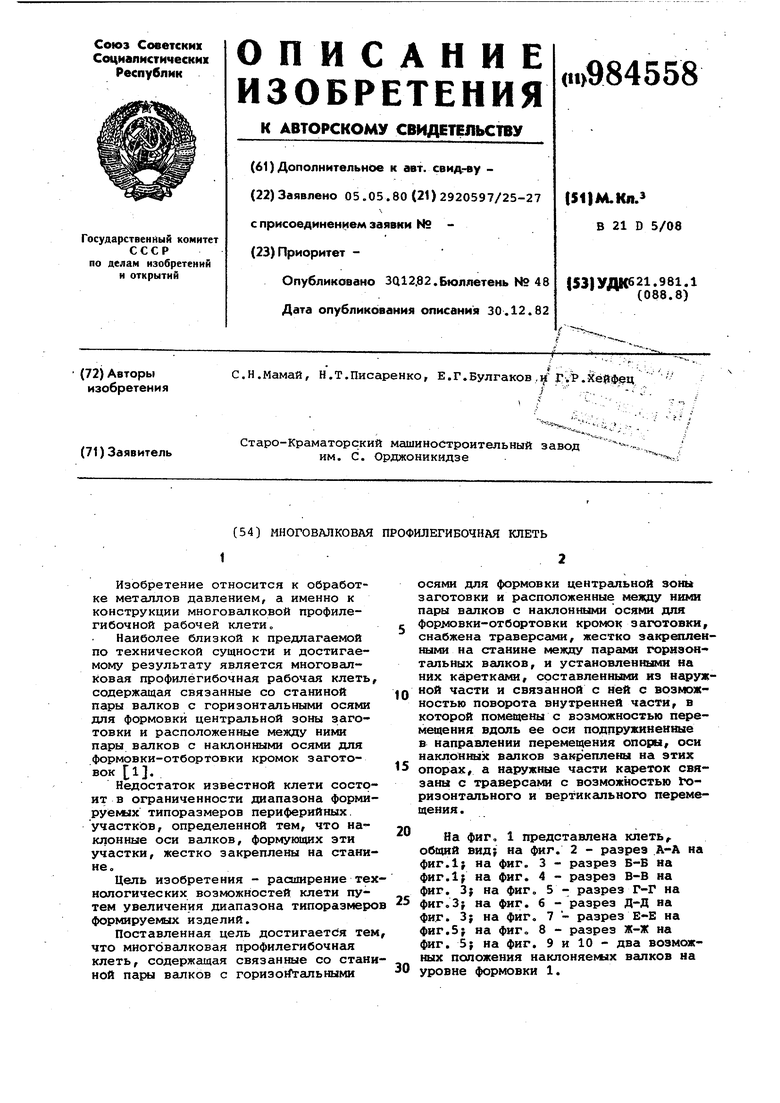

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2001 |
|
RU2228228C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Сварочная клеть для производства замкнутых гнутых профилей | 1980 |
|
SU1006132A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкции многовалковой профилегибочной рабочей клети„
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является многовалковая профилёгибочная рабочая клеть, содержащая связанные со станиной пары валков с горизонтальными осями для формовки центральной зоны заготовки и расположенные между ними пары валков с наклонными осями для формовки-отбортовки кромок заготовок 1.
Недостаток известной клети состоит в ограниченности диапазона формируемых типоразмеров периферийных, участков, определенной тем, что наклонные оси валков, формукицих эти участки, жестко закреплены на станине
Цель изобретения - расширение технологических возможностей клети путем увеличения диапазона типоразмеров формируемых изделий.
Поставленная цель достигается тем, что многовалковая профилёгибочная клеть, содержащая связанные со станиной пары валков с горизонтальными
осями для формовки центральной зоны заготовки и расположенные между ними пары валков с наклонными осями для форжэвки-отбортовки кромок заготовки, снабжена траверсами, жестко закрепленными на станине между парами горизонтальных валков, и установленными на них каретками, составленными из наружной части и связанной с ней с возмож10ностью поворота внутренней части, в которой помещены с возможностью перем«цения вдоль ее оси подпружиненные в направлении перемещения опоры, оси наклонных валков закреплены на этих
15 опорах, а наружные части кареток связаны с траверсами с возможностью Горизонтального и вертикального перемещения .
20
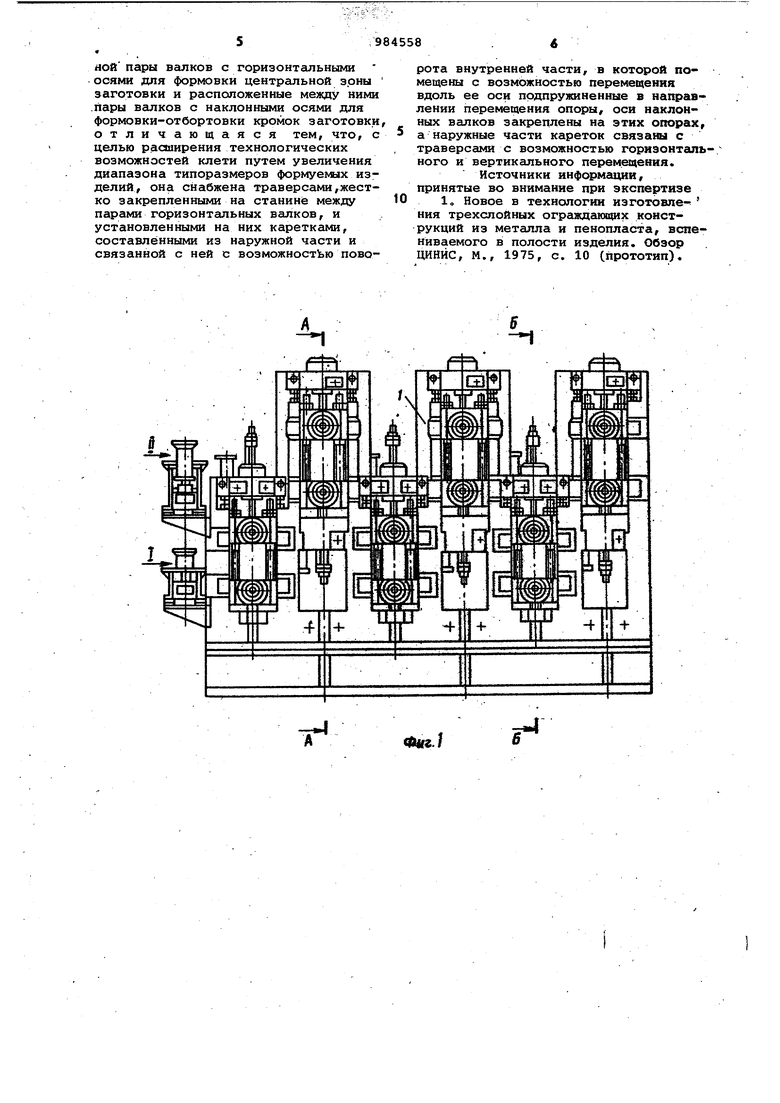
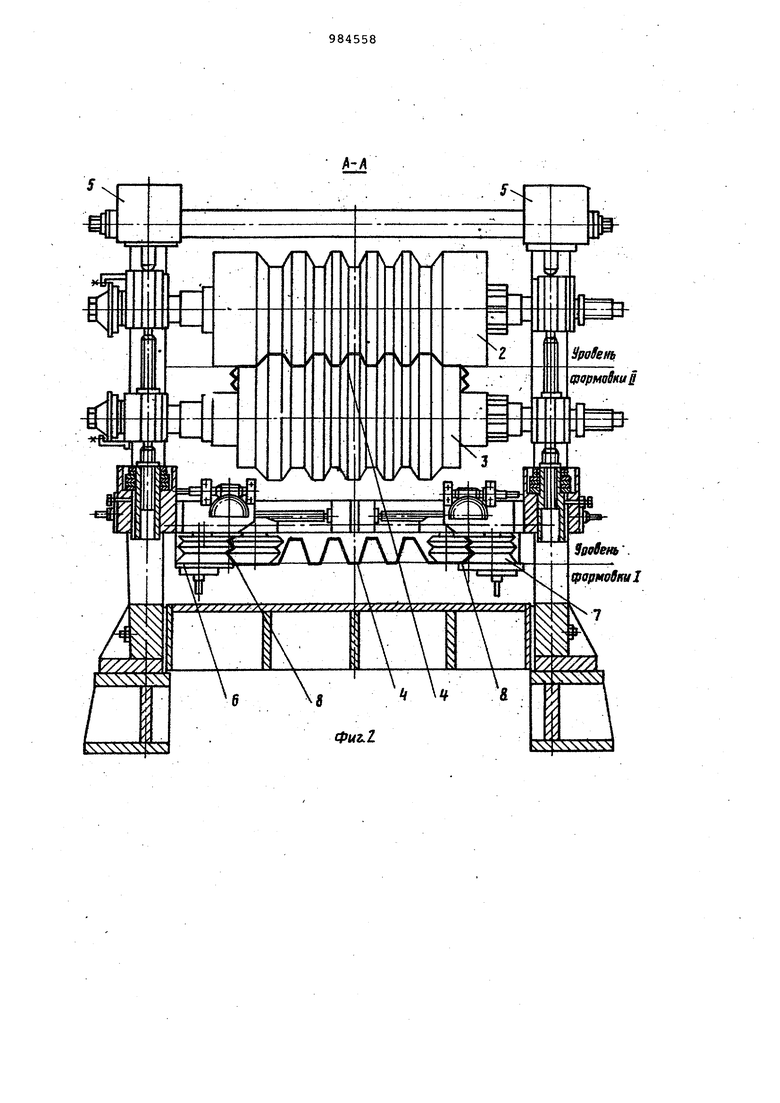
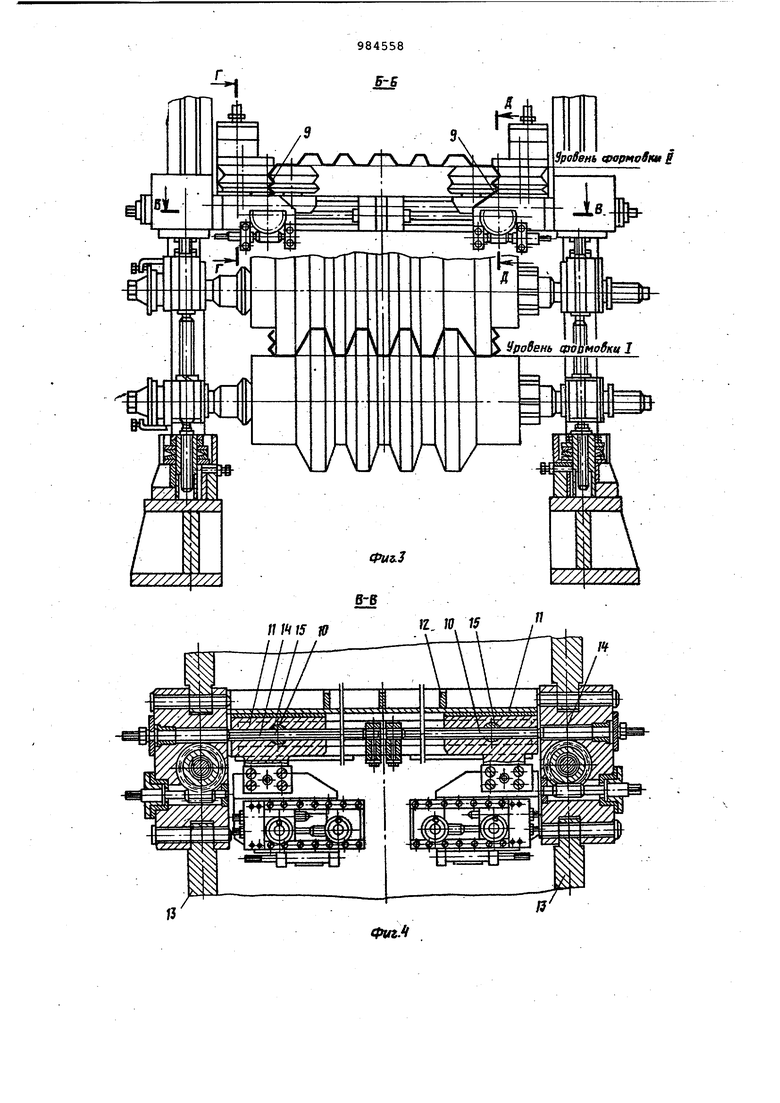
На фиг, 1 представлена клеть общий вид; на фиг. 2 - разрез А-А на фиг.1 на фиг. 3 - разрез Б-Б иа 4 - разрез В-В на
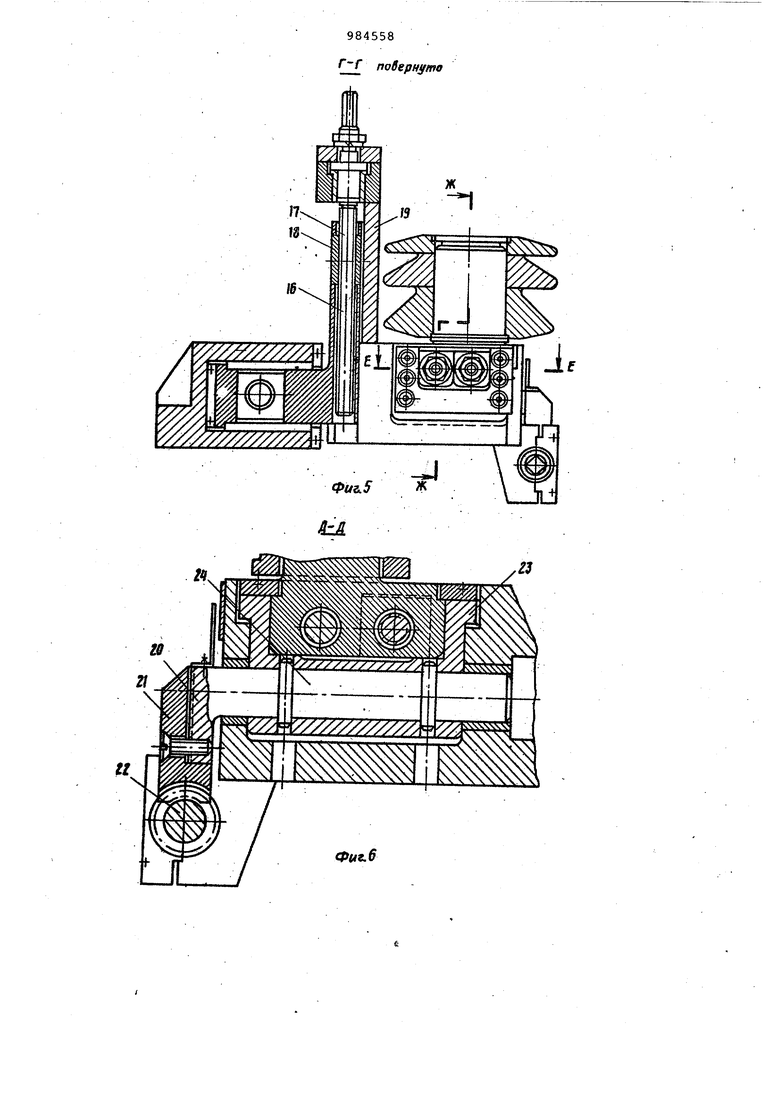
фиг.1; на фиг. 5 - разрез Г-Г на фиг. 3} на фиг.
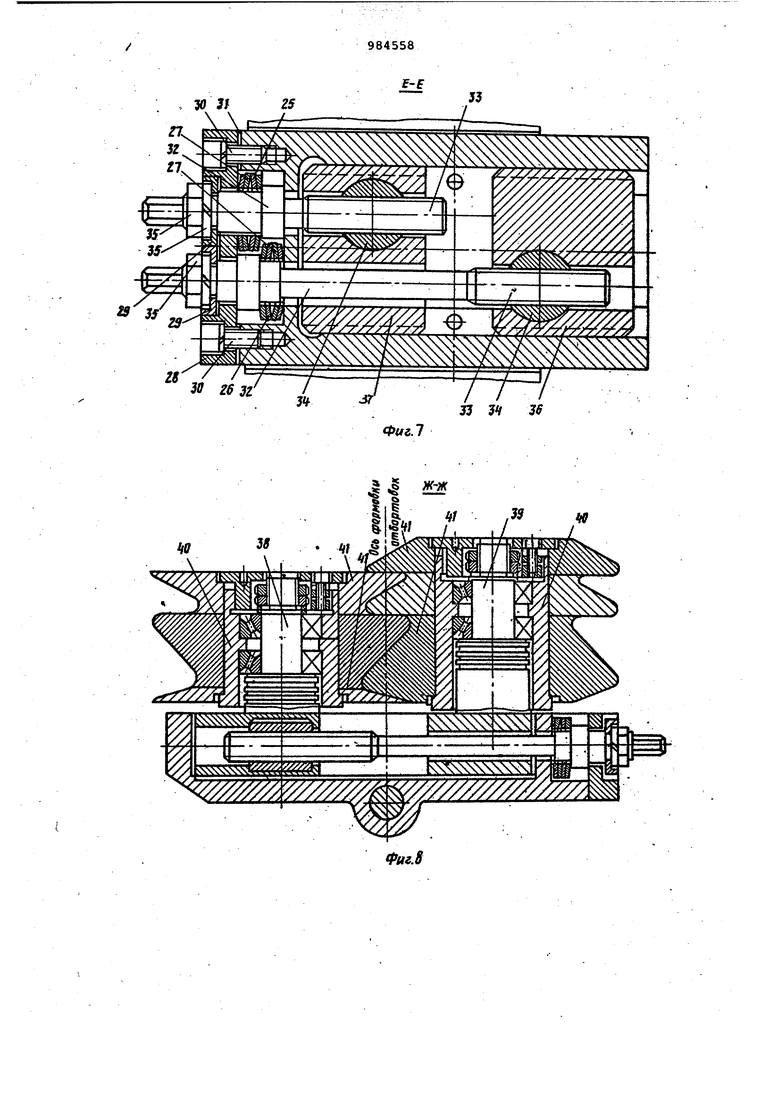
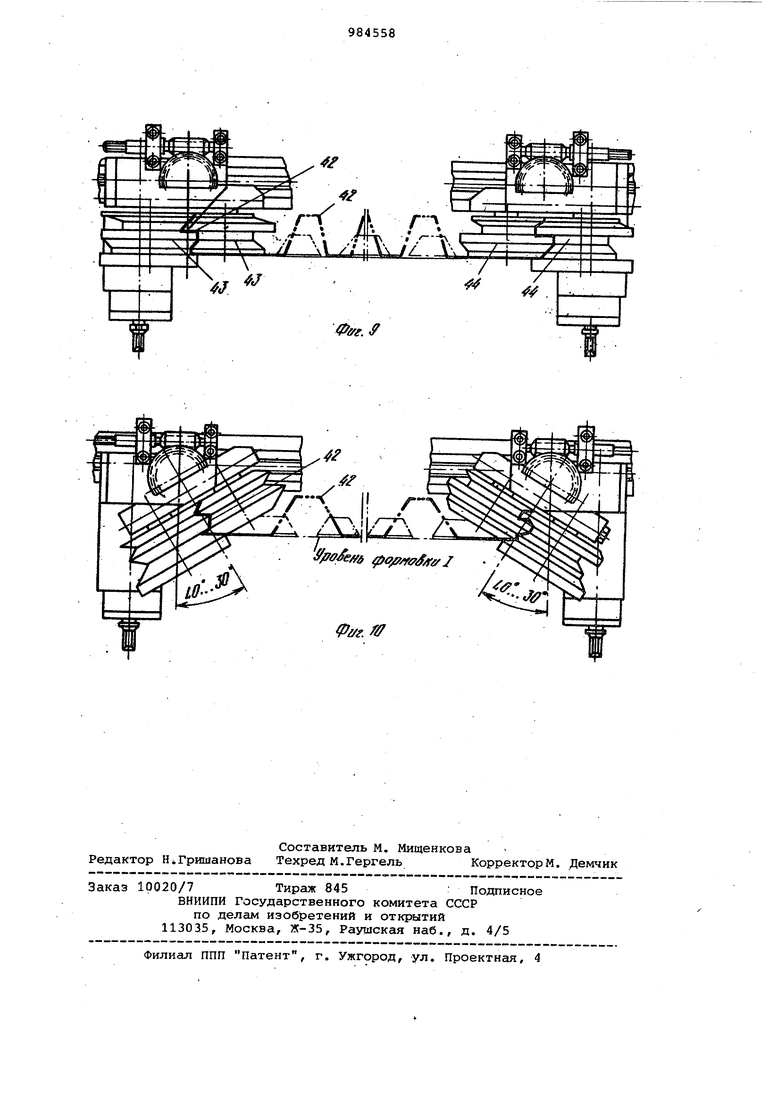
25 фиг.З; на фиг. б - разрез Д-Д иа фиг. 3| на фиг, 7 - разрез Е-Е на фиг.5; на фиго 8 - разрез Ж-Ж на фиг. 5; иа фиг. 9 и 10 - два возможных положения наклоняекых валков иа
30 уровне формовки 1. Многовалковая пррфилегибочная ра бочая клеть 1 содержит узел верхних 2 и нижних 3 горизонтальных валков, между которьами производится профили рование средней части листовой заготовки 4, механизм 5 регулировки положения горизонтальных валков, левые б и правые 7 .пары на.клоняемых валков в калибрах 8 которых производится формовка-отбортовка кромок 9 заготов ки. Каждая пара наклоняемых валков связана с механизмом 10 горизонтальной настройки, содержащим ползуны 11 перемещающиеся по траверсам 12, закрепленным на станине 13 между парам горизонтальных валковj ходовые винты 14, ходовые гайки 15, и механизмом 16 вертикальной настройки, содержащим настроечный винт 17 и гайку 18, с которыми взаимодействует наружная часть 19 каретки. Кроме того каждая пара наклоняемых валков связана с механизмом 20 угловой настройки , включающим червячный сектор 21, червяк 22, внутреннюю часть 23 каретки поворотную ось 24, амортизационные узлы 25 и 26 с комплектом упругих элементов 27, фланец 28, отдельные . прямоугольные крышки 29, специальную группу настроечных винтов 30 и набор регулируемых деталей 31, а каждый вадок в паре связан с механизмом 32 его продольной индивидуальной настро ки, состоящим из ходовых винтов 33, ходовых гаек 34, стопорных деталей35, подвижных опор 36 и 37, несущих оси 38 и 39, на которые одеты стаканы 40 с профильными шайбами 41. Для получения готовых профилей 32 требуе мой конфигурации левые 43 и правые 44 пары наклоняемых валков на последующих формообразующих переходах устанавливаются (наклоняются) под различными, отличными друг от друга углами-( 0 - 30°)« Устройство работает следующим образом.. Количество многовалковых профилегибочных рабочих клетей 1, участвующих в профилировании, и скоростной режим устанавливаются в зависимости от сложности формы и размеров профилей 42, а также количества их выпуска. В исходном положении, например, два переходных конца бесконечных листовых заготовок 4 на равные уров- ни задаются в предварительно настрое ные верхние 2 и нижние 3 горизонтальные и наклоняемые валки б и 7, снабженные профильными шайбами 41, соответствующими заданному техпроцессом маршруту формовки, и на запра вочной скорости перемещаются параллельно и однонаправленно через групп последовательно расположенных калибров горизонтальных 2 и 3 и наклоняемых 6 и 7 валков клети 1 (одной или нескольких) на соответствующих уровнях формовки. После выхода передних концов листовых заготовок 4 изпоследних задействованных, согласно заданного маршрута формовки конкретного профиля Т2, горизонтальных 2 и 3 и наклоняемых б и 7 валков, последней задействованной многовалковой рабочей клети 1, производится окончательная настройства калибров всех названных валков, при помощи соответствующих механизмов настройки. При этом верти- . кальная настройка пар наклоняемых валков производится механизмами 16, продольная настройка - механизмами 32 (механизм позволяет производить независимую настройку наклоняемых валков - отдельно левого и отдельно правого) , угловсш настройка механизмами 20, горизонтальная настройка поперек продольной оси клети - механизмами 10, После достижения заданных параметров выходящих из клети сформированных профилей 42 (полученных из исходных листовых заготовок 4),последние проходят дальнейшую технологическую операцию и многовалковая профилегибочная рабочая клеть переводится на рабочую технологическую скорость, процесс приобретает устойчивый характер и может продолжаться непрерывно, В последующем течение технологического процесса формовки бесконечного профиля, в клеть периодически поступают участки сшивки исходной заготовки, имеющие двойную толщину. При этом срабатывают амортизационные узлы 25 и 26, оси 38 наклоняемых валков симметрично раздвигаются создающимся увеличенным усилием формовки металла двойной толщины, а упругие элементы 27 устройства автоматически создают соответствующее (расчетное) уравновешивающее нажимное усилие наклоняемых валков на металл листовых заготовок 4. После прохождения через калибры 8 места сшивки заf-OTOBOK 4, оси 38 автоматически возвращаются в исходное положение. Таким образом, обеспечивается стабильность процесса формовки полосы, имеющей участки сшивок, .исключаются искажения форм профиля и поломка деталей клети и обеспечивается дальнейшее непрерывное течение процесса формовки. Для формовки другого типоразмера профиля требуется угловая перенастройка всех пар наклоняемых валков 6 и 7 (согласно нового заданного марирута формовки), а также вертикальней и горизонтальней настройки калибров горизонтальных 2 и 3 и наклоняемых 6 и 7 валков. Формула изобретения Многовалковая профилегибочная клеть, содержащая связанные со станиной пары валков с горизонтальными осями для формовки центральной зоны заготовки и расположенные между ними .пары валков с наклонными осями для формовки-отбортовки кромок заготовки отличающаяся тем, что, с целью Р|ася11ирения технологических возможностей клети путем увеличения диапазона типоразмеров формуегвлх изделий, она снабжена траверсами,жестко закрепленными на станине между парами горизонтальных валков, и установленными на них каретками, составленными из наружной части и связанной с ней с возможностью поворота внутренней части, в которой помещены с возможностью перемещения вдоль ее оси подпружиненные в направлении перемещения опоры, оси наклонных валков закреплены на этих опорах, а наружные части кареток связаны с траверсами с возможностью горизонтгшьного и вертикального перемещения.
Источники информсщии, принятые во внимание при экспертизе
1, Новое в технологии изготовления трехслойных ограждающих конструкций из металла и пенопласта, вспениваемого в полости изделия. Обзор ЦИНЙС, М., 1975, с. 10 (прототип).
Н
Фйг.1
А-А
tpapMoSKuj
ipapmffm/I фарповт § повернуто
21
13
гг v: / / /I / / ziT
Фаг. 7
Jl л j Jf JL Sr-A
/, /
Э II CSSSSSfaHHH
0a ff/fff /rffj
i/f.fff
г -.. С // // ; vJZ-. i 0lyf.
