1
Изобретение относится к машинам для производства керамических изделий, преимущественно кирпича и камней, и может найти применение на заводах, производящих кирпичи и подобные им стеновые материалы.
Известна поточная линия для производства кирпича, в которой параллельно друг другу по ходу технологического .процесса установлено несколько технологических потоков, каждый из которых содержит; формующий пресс автомат - укладчик кирпича на сушильные вагонетки, механизмы транспортирования сушильных вагонеток с поворотным кругом, автомат - разгрузчик сушильных вагонеток, автомат - садчик на печные вагонетки и электропередаточные тележки 1.
Известен также завод керамических стеновых материалов, в котором установлены три самостоятельные технологические линии со своими автоматами - разгрузчиками и автоматами садчиками 2. Т.е. в известных устройствах заложены принципы, когда пара.ллельно друг другу на участках формования, разрезки и садки кирпича на обжиговые вагонетки, устанавливаются самостоятельные технологические
потоки (линии), в которых формующие пресса обеспечиваются своим автоматом - укладчиком, своим автоматом - разгрузчиком и своим автоматом - садчиком, которые работают на один блок сушил и одну обжиговую печь.
Такая практика соединения дорогостоящих автоматов в самостоятельные
0 потоки сужает возможности производства, так как при простое какой-либо одной машины в линии простаивает вся линия, что приводит к снижению производительности к низкому коэффици5енту использования дорогостоящего оборудов ания.
Целью настоящего изобретения является создание поточной линии, в которой наряду с параллельными тех0нологическими потоками обеспечивается возможность перекрестной работы основных машин: прессов, автоматов разгрузчиков, автоматов - укладчиков и автоматов - садчиков кирпича
5 на обжиговые вагонетки.
Поставленная цель достигается тем, что поточная линия для изготовления кирпича, содержащая, по крайней мере, два параллельно расположенных пото0ка, в которых по технологическому V
процессу расположены формующие прессы, автоматы - укладчики кирпича на сушильные вагонетки, механизмы транспортирования сушильных вагонеток с поворотными кругами, сушила, автоматы - разгрузчики кирпича с сушильных вагонеток, конвейеры подачи кирпича, автоматы - сещчики кирпича на обжиговые вагонетки, механизмы транспортирования обжиговых вагонеток и печь, снабжена толкателями двухстороннего действия, расположенными до автоматов - укладчиков, поперек движения потоков, а между конвейерами подачи кирпича до автоматов-садчиков смонтировано поперечно установленное передаточное устройство, с размещенным над ним сталкивателем двухстороннего Действия.
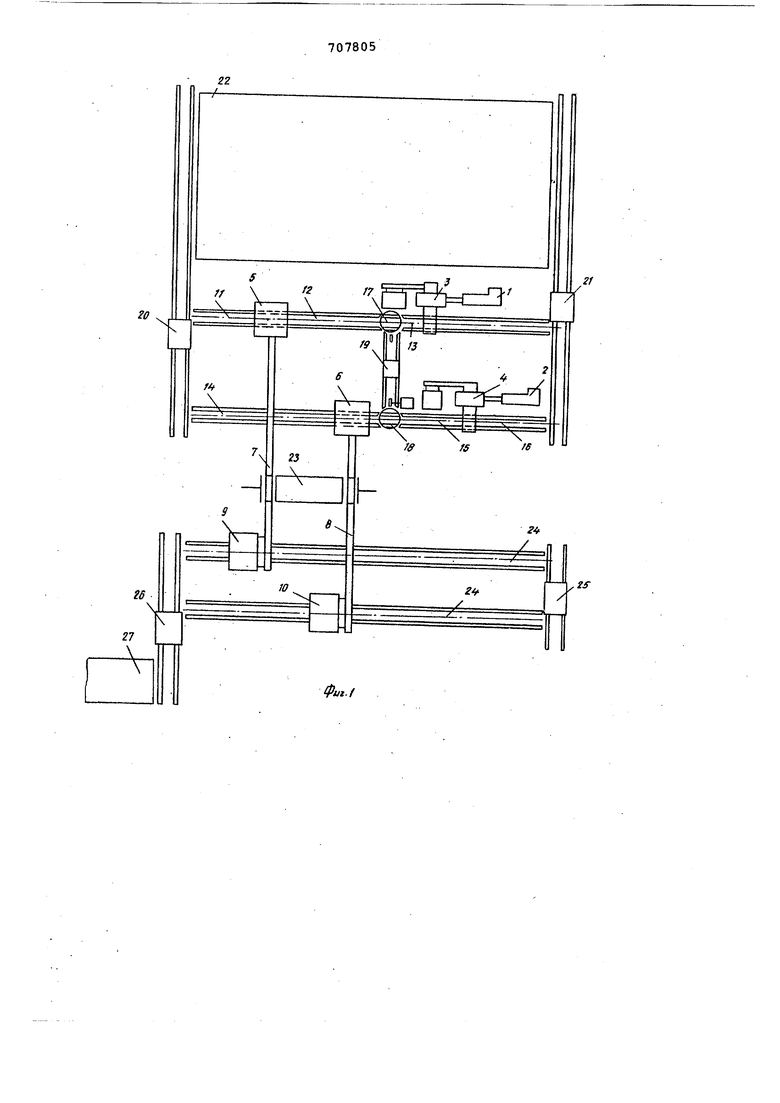
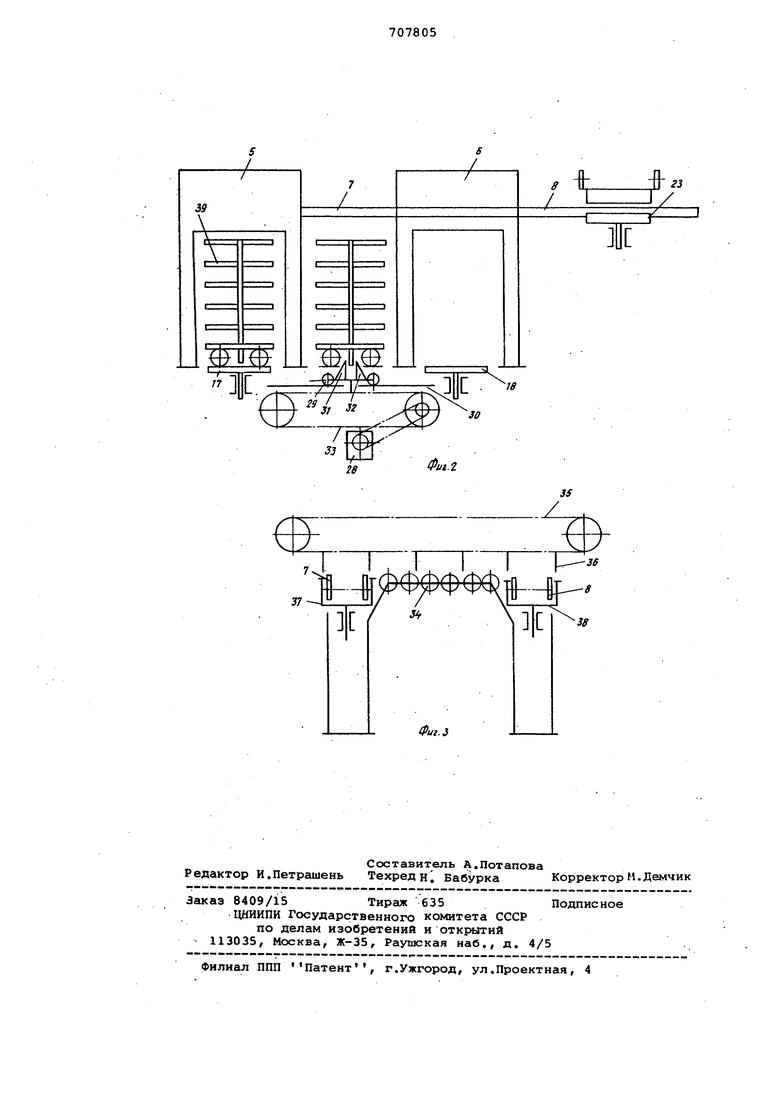
На фиг. 1 схематично изображена поточная линия в плане; на фиг, 2 поперечный толкатель двустороннего действия, вид сбоку; на фиг, 3 - поперечный конвейер - накопитель изделий, вид с торца.
Линия состоит ИЗ формующих прессов 1 и 2, автоматов 3 и 4 - укладчиков кирпича на сушильные вагонетки, автоматов 5 и 6 - разгрузчиков кирпича с сушильных вагонеток установленных в одну линию с автоматаидаукладчиками 3, 4 и прессами 1 и 2, конвейеров 7 и 8 подачи кирпича, расположенных над рельсовыми путями подачи груженых вагонеток к автоматамразгрузчикам, автоматов 9 и 10 - садчиков кирпича на обжиговые вагонетки толкателей 11,12,13,14/15,16,сушильных вагонеток,поворотных кругов 17, 18,поперечного толкателя 19 двустороннего действия, электропередаточны 20 и 21 сушильных вагонеток, сушил 22, передаточного устройства 23, толкателей 24 обжиговых вагонето электролередаточных тележек 25 и 26 обжиговых вагонеток, печи 27.
Поперечный ±олкатель 19 двустороннего действия установлен после автоматов - разгрузчиков 5 и 6 перед авт томатами - укладчиками 3 и 4 и связаны с толкателями 12 и 15 сушильных вагонеток, поворотными кругами 17 и 18. Толкатель 12 через поворотный круг 17, являющийся частью рельсового пути, соединяет прямой поток сушильных вагонеток от автомата - разгрузчика 5 к автомату - укладчику 3, а толкатель 15 через поворотный круг 18 от автомата - разгрузчика б к автомату - укладчику 4.
Поперечный толкатель двустороннего действия через поворотный круг 17 18 и толкатель 15 соединяет поток сушильных вагонеток от автомата , разгрузчика 5 к автомату - укладчиКУ 4 или, в зависимости от требуемой ситуации, соединяет поток сушильных вагонеток от автомата - разгрузчика 6 через поворотные круги 18 и 17,
Толкатель 12 к автомату - укладчику 3 .
Поперечный толкатель 19 состоит из привода 28,. каретки 29, смонтированной в направляющих 30, упоров 31 и 32 двустороннего действия, тяговой цепи 33 и участка рельсового пути (условно, не показан), расположенного на одном уровне с; рельсовыми путями поворотных кругов 17 и 18.
Передаточное устройство 23 состоит из неприводной роликовой дорожки 34, смонтированной на уровне конвейеров п.одачи 7 и 8 с зазором по , Направлению подачи изделий, сталкиВателя двустороннего действия 35 с приводом (условно не показан) и толкающими упорами 36, подъемных площадок 37 и 38, смонтированных ниже,верхней части конвейеров подачи 7 и 8 и охватывающих их. Передаточное устройство 23 смонтировано на раме на уровне комплектования карт для автоматов садчиков.
Работа линии осуществляется следующим образом.
Сушильные вагонет.ки 39 подаются .электропередаточной тележкой 20 из сушила 22 попеременно к толкателям 11 и 14, которые передают их к автоматам - разгрузчикам 5 и 6.
При неаварийной ситуации сушильные вагонетки поступают по двум параллельным потокам, работающим независимо друг от друга.
Первый поток образует следующую технологическую цепь для сушильных вагонеток 39:.толкатель 11, автомат разгрузчик 5, толкатель 12, автомат укладчик 3 с работающим прессом 1, толкатель 13, электропередаточная тележка 21 и сушило 22, а для изделий конвейер 7, автомат - садчик 9, толкатель 24, электропередаточная тележка 26 и печь 27.
Второй поток образует следующую технологическую цепь: для сушильных вагонеток 39: толкатель 14, автомат разгрузчик б, толкатель 15, автомат укладчик 4 с работающим прессом 2, толкатель 16, электропередаточная тележка 21, сушило 22; а для изделий - конвейер подачи 8, автомат садчик 10, толкатель 25, электропередаточная тележка 26., печь 27.
В случае аварийной ситуации или производственной необходимости, могут образоваться следующие потоки су,шильных вагонеток и изделий.
При работающих автомате - разгрузчике 5, автомате - укладчике 4, прессе 2 и автомате - сс1Дчике 9 или 10 поток сушильных вагонеток образует следующую технологическую цепь;, толкатель 11, автомат - разгрузчик 5, толкатель 12, поворотный круг 17 поперечный толкатель двустороннего . действил 19 (при работающем упоре 31 и утопленном упоре 32), поворотный
круг 18, автомат - укладчик 4, толкатель 16, электропередаточная тележка 21, сушило 22, а для изделия конвейер подачи кирпича 7, автомат садчик 9 или передаточное устройство 23 автомат - садчик 10. Причем издеЛИЯ с конвейера 7 на автомат - садчик 10 передаются стапкивателем двустороннего действия 35, который совершает шаговые движения в направлении конвейера подачи кирпича 8, пере мещая поднятые столиком 37 изделия по роликовой дорожке 34. Подъем и опускание столиков 38 и 37 осуществляется синхронно от одного привода (условно не показан),
При работающих автомате-разгруэчике 6, автомате-укладчике 3, прессе 1 и автомате-садчике 9 или 10 образуется следующая технологическая цепь дЛя сушильных вагонеток и изделий: толкатель 14, автомат-разгрузчик 6, толкатель 15, поворотный круг 18, поперечный толкатель двустороннего деистВИЯ 19 (при работающем упоре 32. и утопленном упоре 31), автомат-укладчик 3, толкатель 13, электропередаточная тележка 21, сушило 22; а для изделий - конвейер подачи 8, передаточное устройство 23, автомат-садчик 9 или, минуя передаточное устройство 23, автомат - садчик 10. Пряча, изделия с конвейера 8 на автсмат-садчик 10 подаются сталкивателем двустороннего действия 35, который совершает шаговые движения в направлении конвейера 7, перемвцая поднятые столиксм 38 изделия по роликовой дорожке 34.
В случае аварийной ситуации обоих автоматов-укладчиков и автоматов-разгрузчиков , изделия могут быть поданы с передаточного устройства накопителя 23 на автоматы-садчики 9 или 1Q, или, наоборот. При аварийной ситуации обоих садчиков изделия могут быть накоплены на передаточном устройстве 23.
Экономический эффект от использования предлагаемой поточной линии образуется за счет увеличения коэффициента использования оборудования, более равномерной загрузки оборудования, обеспечения профилактического ремонта сложных автоматов при работе других машин в линии.
Формула изобретения
Поточная линия для изготовления кирпича, содержащая, по крайней мере два параллельно расположенных потока, в котоЕ«лх по технологическ(у прцессу расположены формующие прессы, автоматы-уклЕЩЧики кирпича на сушильные вагонетки, механизмы транспортирования .сушильных -вагонеток с поворотнЕАш кругами, сушила, автоматыразгрузчики кирпича с сушильных вагонеток, конвейеры подачи кирпича, автоматы-садчики кирпича на обжиговые вагонетки, механизмы транспортирования обжиговых вагонеток и печь, о тли чающаяся тем, что, с целью расширения технологических возможностей, поточная линия снабжена толкателями двухстороннего действия, расположенными до автсмлатов-укладчиков кирпича, поперек движения потоко а между конвейерами подачи кирпича до автоматов-садчиков смонтировано поперечно установленное передаточное устройство с размещеншА над ним стапкивателем двухстороннего действия .
Источники информации, принятые во внимание при экспертизе
1.Галалюк Ф.И. и др. Автомат-укладчик с устройством многострунной резки кирпича. Строительные материалы 5, 1977, с.19.
2.Потапов А.П. и др. Завод керамических стеновых материалов в пос.Нарское. Строительные материалы 9, 1973, с. 14.
Фиг.г
38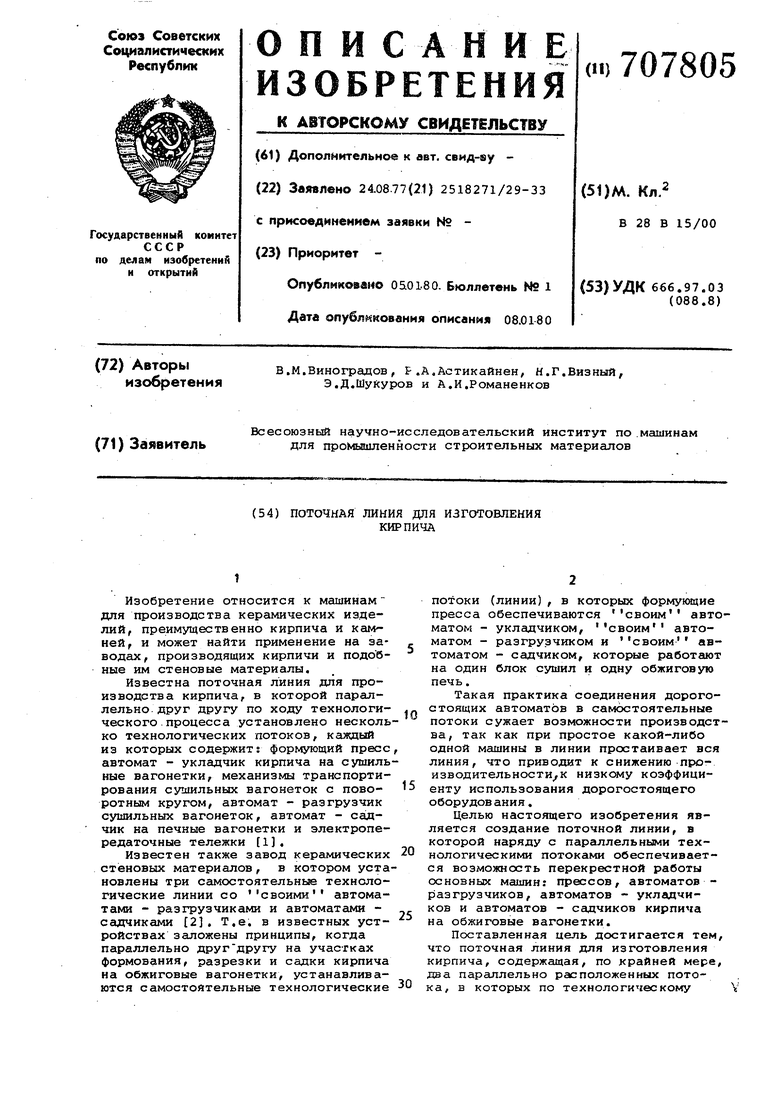

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Поточная линия для производстваКЕРАМичЕСКиХ ТРуб | 1979 |
|
SU821156A2 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |