Изобретение относится к прокатному производству и может быть использовано при прокате круглой стали на крупносортных и рельсобалочных станах с использованием трехвалковых клетей и окончательным формированием профиля в чистовой двухвалковой клети, расположенной на одной линии прокатки с предчистовым калибром.
Наиболее близким по своей технической сущности и достигаемому результату к предлагаемому изобретению является способ прокатки круглых сортовых профилей большого диаметра [1].
Необходимым условием прокатки круглой стали оказывается наличие перед предчистовым калибром вводной коробки, удерживающей прокатываемый овальный раскат от сваливания и помогающей настраивать профиль.
Крупным недостатком прототипа оказывается то, что один и тот же конец раската является передним как в предчистовом, так и в чистовом калибрах [1, фиг.1-5]. Как правило, после прокатки в предчистовом калибре передний конец раската оказывается искривленным и после кантования его на 90° раскат сложно задать в чистовой калибр, т.к. передний конец застревает в водной коробке чистового калибра. Приходится тратить время на вытаскивание раската из вводной коробки, осуществлять повторную задачу. При этом теряется время, ухудшается качество оформления профиля, снижается производительность.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет точного выполнения его геометрии, облегчения настройки профиля и увеличения производительности.
Технический результат достигается тем, что в способе прокатки круглых сортовых профилей на крупносортных и рельсобалочных станах с использованием трехвалковых клетей и окончательным формированием профиля в чистовой двухвалковой клети, расположенной на одной линии прокатки с предчистовым калибром, включающем многопроходное обжатие заготовки в валках с калибрами, предусматривающем расположение калибров, в том числе предчистового, в клетях трио в верхнем и нижнем горизонтах валков, согласно изобретению предчистовой калибр располагают в клети трио не в нижнем горизонте валков, как это принято по ходу прокатки, а в верхнем горизонте валков и прокатку в нем осуществляют против хода прокатки на переднюю сторону предчистовой клети, а в чистовой калибр раскат из предчистового калибра поступает задним (относительно предчистового калибра) концом вперед через специально подготовленный холостой калибр в нижнем горизонте валков, кантуется на 90° и через вводную коробку поступает в чистовой калибр, где и прокатывается без каких-либо застреваний в вводной коробке в силу того, что задний конец раската при прокатке в любом калибре всегда бывает ровным.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки круглых сортовых профилей, оба включают многопроходное обжатие заготовки в валках с калибрами.
Отличия предложенного способа состоят в том, что предчистовой калибр располагают в клети трио не в нижнем горизонте валков, как это принято по ходу прокатки, а в верхнем горизонте валков, прокатку в нем осуществляют на переднюю сторону предчистовой клети, а в чистовой калибр раскат из предчистового калибра поступает задним, по отношению к предчистовому калибру, концом вперед через специально подготовленный холостой калибр в нижнем горизонте валков, кантуется на 90° и ровным концом задается в вводную коробку и валки чистовой клети и прокатывается без каких-либо застреваний в вводной коробке.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения геометрии профиля, улучшении качества поверхности, облегчении настройки профиля и повышении производительности.
Это свидетельствует о соответствии предлагаемого технического решения критерию изобретения "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявленное решение от прототипа, не были выявлены и поэтому обеспечивают заявленному техническому решению соответствие критерию "изобретательский уровень".
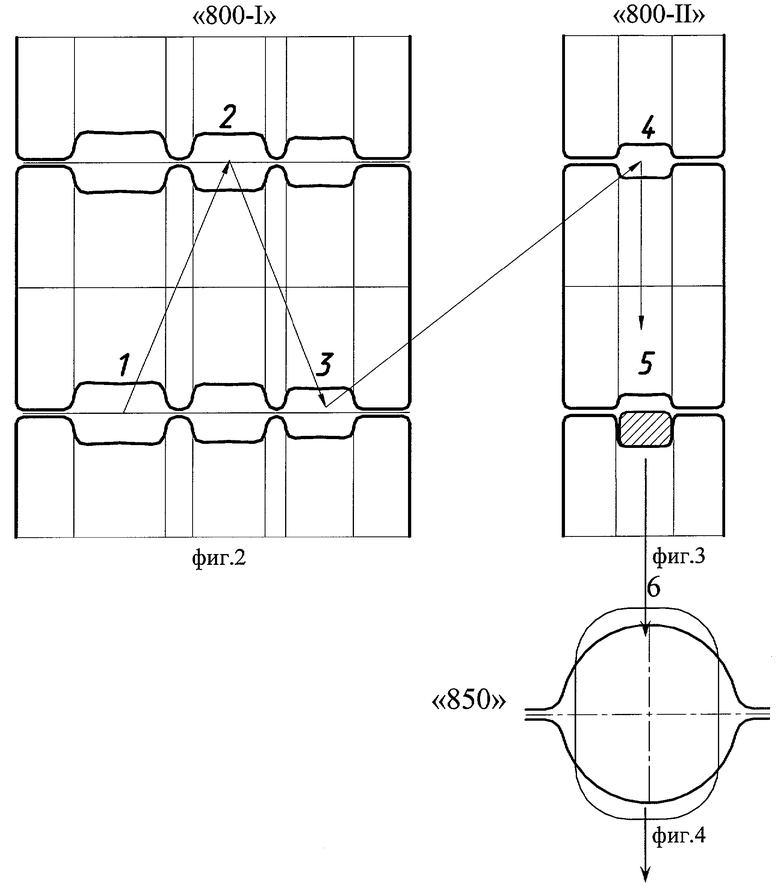
Схема осуществления заявленного способа прокатки круглых сортовых профилей с использованием трехвалковых клетей на крупносортных и рельсобалочных станах показана на фиг.1-4.
На фиг.1 показан калибр, расположенный в дуореверсивной клети, из которого получают подкат для дальнейшей прокатки в круглый профиль в трехвалковых клетях и чистовой двухвалковой клети.
На фиг.2 показано расположение черновых ящичных калибров в трехвалковой клети 800-I (калибры 1-3), после прокатки в которых раскат с задней стороны клети шлепперами передается к трехвалковой клети 800-II.
На фиг.3 показано расположение предчистового овального калибра 4 в верхнем горизонте и холостого калибра 5 в нижнем горизонте предчистовой трехвалковой клети. Из калибра 4 раскат выходит на переднюю сторону клети 800-II и далее задним концом (по отношению к калибру 4) в специально прорезанном холостом калибре 5 передается на заднюю сторону клети 800-II и после кантовки на 90° задается в чистовой калибр 6 двухвалковой клети через вводную коробку, которая удерживает раскат от сваливания и помогает при подстройке профиля.
На фиг.4 показан чистовой круглый калибр 6 диаметром d, расположенный в чистовой двухвалковой клети, находящейся на одной линии прокатки с предчистовой трехвалковой клетью.
Заявленный способ опробован на рельсобалочном стане ОАО "НКМК" при прокатке круглого профиля диаметром 120 мм.
Рельсобалочный стан состоит из трех линий:
- линии 900 (черновая дуореверсивная клеть "900"),
- линии 800 (две трехвалковых нереверсивных клети "800"),
- линии 850 (чистовая двухвалковая клеть "850").
При этом чистовая клеть расположена на одной линии прокатки с предчистовой трехвалковой клетью "800-II".
Прокатку осуществляли в дуореверсивной клети "900" по определенной калибровке, при этом из последнего калибра получали окантованный на 90° на дуореверсивной клети "900" раскат с большой вертикальной осью с размерами Н=200 мм, В=135 мм. Полученный раскат по рольгангу передавался к трехвалковой клети 800-1, где за три прохода в калибрах 1-3 и с одной кантовкой перед 3 калибром он прокатывался до сечения Н×В=130×140 мм и выдавался на заднюю сторону клети. Далее шлепперами раскат передавался на клеть "800-II" и прокатывался в калибре 4 до сечения Н×В=100×150 мм на переднюю сторону. Затем задним концом вперед (относительно предчистового калибра 4) в специально прорезанном холостом калибре 5 раскат поступал на заднюю сторону клети "800-II" и после кантовки на 90° задавался в чистовой калибр 6 чистовой двухвалковой клети через вводную коробку.
Проведенное опробование заявленного способа позволило прокатывать круглый профиль на рельсобалочном стане ОАО "НКМК", состоящем из трех линий клетей, где чистовая клеть расположена на одной линии прокатки с предчистовой трехвалковой клетью, без каких-либо препятствий за счет прямолинейности конца раската, задаваемого в вводную коробку чистового калибра.
Технико-экономические преимущества предложенного способа прокатки круглых профилей с использованием трехвалковых клетей на крупносортных и рельсобалочных станах состоят в том, что способ позволяет устойчиво осуществлять прокатку на станах с расположением чистовой клети на одной линии прокатки с предчистовой трехвалковой клетью, четко выполнять геометрию профиля и повысить производительность станов.
Источник информации
1. Шифигин З.К., Толстенко С.А., Китаев В.В., Карабанов А.К., Ларученко С.О. Способ прокатки круглых сортовых профилей большого диаметра // Патент на изобретение №2190487 РФ от 10.10.2002 г. Приоритет от 29.11.1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314884C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р50 | 2009 |
|
RU2405638C1 |
Изобретение относится к прокатному производству и может быть использовано при прокате круглой стали с использованием трехвалковых клетей крупносортных и рельсобалочных станов с окончательным формированием профиля в чистовой двухвалковой клети, расположенной на одной линии прокатки с предчистовым калибром. Задача изобретения - обеспечение стабильности процесса прокатки, облегчение настройки стана и повышение производительности. Способ включает прокатку раската с выходом на переднюю сторону клети трио в предчистовом калибре, расположенном в верхнем горизонте, и передачу его на заднюю сторону клети через холостой калибр. После кантовки раската на 90° ровным задним концом (относительно прокатки в предчистовом калибре) его задают во вводную коробку и чистовой калибр, расположенный на одной линии прокатки с предчистовым калибром, для окончательного формирования профиля. Изобретение обеспечивает возможность проведения устойчивого процесса прокатки, точного выполнения геометрии профиля. 4 ил.
Способ прокатки круглой стали на крупносортовых и рельсобалочных станах, включающий прокатку в трехвалковых клетях с окончательным формированием профиля в чистовой двухвалковой клети, расположенной на одной линии прокатки с предчистовым калибром, предусматривающий расположение промежуточных калибров в клетях трио в верхнем и нижнем горизонтах, отличающийся тем, что предчистовой калибр располагают в верхнем горизонте прокатки клети трио, прокатку в этом калибре осуществляют с выходом раската на переднюю сторону клети, после чего раскат опускают вертикально без изгиба заднего конца и передают на заднюю сторону клети трио через холостой калибр нижнего горизонта, кантуют на 90° и ровным задним относительно предчистового калибра концом задают в вводную коробку и валки чистовой двухвалковой клети.
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЛИПИДОВ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКА | 1996 |
|
RU2119347C1 |

