Изобретение относится к области поверхностного упрочнения изделий путем их насыщения легирующими элементами и закалки и может быть использовано при изготовлении широкой номенклатуры деталей и инструмента, к которым предъявляются требования повышенного сопротивления износу, схватыванию и адгезии в парах трения. Из машиностроительной отрасли в таких условиях работает большинство деталей подшипников качения и других пар трения ходовой части автотранспорта, технологического оборудования, авиакосмической техники и др.
Известны способы поверхностного упрочнения поверхности изделий из малоуглеродистой стали, при которых изделие помещают в среду углеводородного газа, например метана, нагревают до температуры 700 и более градусов Цельсия и выдерживают в этих условиях несколько часов, затем изделие подвергают закалке и отпуску [1]. В результате такой обработки поверхность изделия сначала насыщают углеродом, а затем упрочняют поверхность до высокой твердости путем закалки.
Недостатками этого способа являются длительность цикла обработки, большие затраты энергии сначала на насыщение поверхности изделия углеродом, а затем на осуществление закалки и отпуска, низкая экономическая эффективность.
Известен способ поверхностного упрочнения изделий в зоне плазменной дуги, содержащей легирующие элементы [2]. Недостатком способа являются повышенные эксплуатационные издержки ввиду необходимости использования водорастворимых химических соединений и организации рабочего места для их приготовления в заданной концентрации компонентов.
Наиболее близким по технической сущности к заявляемому изобретению (прототипом) является способ поверхностного упрочнения изделий, включающий диффузионное насыщение поверхности изделия легирующими элементами путем возбуждения электрической дуги между обрабатываемой поверхностью и электродом [3]. Недостатками данного способа являются использование круглого в сечении электрода и постоянство положения изделия относительно электрода, что снижает производительность обработки и ограничивает технологические возможности способа.
Изобретение направлено на устранение указанных недостатков.
Задачей заявляемого изобретения является повышение производительности обработки и расширение технологических возможностей способа.
Технический результат достигается тем, что в способе поверхностного упрочнения изделий, включающем диффузионное насыщение поверхности изделия легирующими элементами путем возбуждения электрической дуги между обрабатываемой поверхностью и электродом, насыщение поверхности осуществляют с использованием электродов прямоугольной формы, количество которых устанавливают в зависимости от размера изделия, при этом используют по меньшей мере один электрод из графита и по меньшей мере один электрод, содержащий карбид бора, хромосодержащее вещество и корунд, а изделие перемещают относительно дуги со скоростью, достаточной для нагрева обрабатываемой поверхности до температуры закалки.
Новое, обнаруженное авторами свойство состоит в том, что использование при обработке не одного, а нескольких электродов повышается производительность обработки. Этому же способствует применение прямоугольных электродов. Использование электродов с различными легирующими элементами позволяет расширить технологические возможности способа, так как появляется возможность изготавливать из простых сталей такие же изделия, как из высоколегированные сталей и сплавов, и появляется возможность расширить область применения данного способа.
На чертеже изображена схема осуществления способа.
Изделию 1 в виде ролика придают вращение вокруг его оси со скоростью V и перемещают вдоль оси с подачей S. К изделию 1 с двух сторон подводят электроды 2 и 3 и устанавливают их на расстоянии z от обрабатываемой поверхности. При этом используют один электрод из графита, а другой электород, содержащий карбид бора, хромосодержащее вещество или корунд. Электроды 2 и 3 могут быть установлены прямо противоположно либо смещены вдоль оси изделия на расстояние e. К изделию 1, с одной стороны, и электродам 2 и 3, с другой стороны, подводят электрическое напряжение, в результате чего в зазоре z между поверхностями электродов 2 и 3 и поверхностью изделия 1 возникает электрическая дуга 4 и 5. Под действием электрической дуги обрабатываемая поверхность нагревается до температуры закалки. Атомы легирующих элементов под действием высокой температуры активно проникают в поверхностный слой материала изделия 1, а после выхода обработанного участка поверхности изделия из зоны воздействия электродов тепло быстро отводится в глубь материала заготовки и поверхностный слой подвергается закалке.
Количество используемых при обработке электродов зависит от размера изделия и с их увеличением производительность обработки возрастает. Величину e смещения электродов вдоль оси изделия 1 выбирают из условия ограничения чрезмерного нагрева изделия в процессе обработки, так чтобы нагретый одним электродом участок поверхности изделия либо вообще не попал под второй электрод, либо перед этим успел существенно потерять температуру. Ток лучше использовать постоянный, так как электрическая дуга получается более стабильной.
Пример конкретного выполнения: Изделие - заготовка ролика диаметром D=34 мм, длиной L=50 мм, изготовленная из стали 08 (ГОСТ 7417-75). Исходная твердость НВ 1283 МПа. Ставится задача насытить поверхность заготовки такими легирующими элементами, чтобы обработанная поверхность имела свойства поверхности, приближенные к свойствам поверхности детали, изготовленной из подшипниковой стали ШХ15. Для этого обработка осуществляется двумя прямоугольными электродами, один из которых изготовлен из графита, а другой из окиси хрома.
К заготовке и электродам подводится напряжение 12В постоянного тока. Величину зазора между рабочей поверхностью электродов и обрабатываемой поверхностью устанавливаем равной z=3 мм.
Каждый электрод устанавливают двумя его гранями вдоль винтовой линии воздействия электрода на обрабатываемую поверхность.
Скорость вращения заготовки устанавливаем опытным путем из соображения, чтобы обрабатываемая поверхность нагрелась до температуры закалки, но чтобы изделие не накалилось до высокой температуры, при которой затрудняется теплоотвод из зоны воздействия электрода на обрабатываемую поверхность. Для условий примера такой скоростью изделия является скорость V=10 м/мин. В этом случае закалка осуществляется на глубину 0,6 мм до твердости HRCЭ 61-62 ед, а время обработки равно 7 секундам. Это высокая производительность даже для условий массового производства.
Технико-экономическая эффективность предложенного способа обработки заключается в возможности:
1. Обеспечить экономию дефицитных дорогостоящих материалов.
2. Повысить эффективность предварительной обработки заготовок из пластичных низколигированных сталей.
3. Обеспечить высокую производительность процесса упрочнения.
4. Расширить номенклатуру обрабатываемых изделий и область применения способа.
Источники информации
1. Спришевский А.И. Подшипники качения. М.: Машиностроение, 1968. С.398-402.
2. RU №2003731, МПК 5 С 23 С 8/00, 10/00; С 21 D 1/09, опубл. 30.11.93 г., бюл. №43-44.
3. SU 1477778 А1, МПК С23С JO/CO, 07.05.1989 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2397052C2 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478031C2 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2010 |
|
RU2457100C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2001 |
|
RU2210480C2 |
| ПОДШИПНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2391568C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2292978C2 |
| СПОСОБ ОТРЕЗКИ ТРУБНОЙ ЗАГОТОВКИ | 2005 |
|
RU2292996C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2013 |
|
RU2532602C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНУЮ ДЕТАЛЬ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРИЧЕСКОЙ ДУГИ КОСВЕННОГО ДЕЙСТВИЯ | 2009 |
|
RU2510427C2 |
Изобретение относится к области поверхностного упрочнения изделий и может быть использовано при изготовлении широкой номенклатуры деталей и инструмента. Способ включает диффузионное насыщение поверхности изделия легирующими элементами путем возбуждения электрической дуги между обрабатываемой поверхностью и электродом. Насыщение поверхности осуществляют с использованием электродов прямоугольной формы, количество которых устанавливают в зависимости от размера изделия. При нанесении покрытия используют по меньшей мере один электрод из графита и по меньшей мере один электрод, содержащий карбид бора, хромсодержащее вещество и корунд. В процессе насыщения изделие перемещают относительно дуги со скоростью, достаточной для нагрева обрабатываемой поверхности до температуры закалки. Техническим результатом изобретения является повышение производительности процесса упрочнения и расширение технологических возможностей данного способа. 1 ил.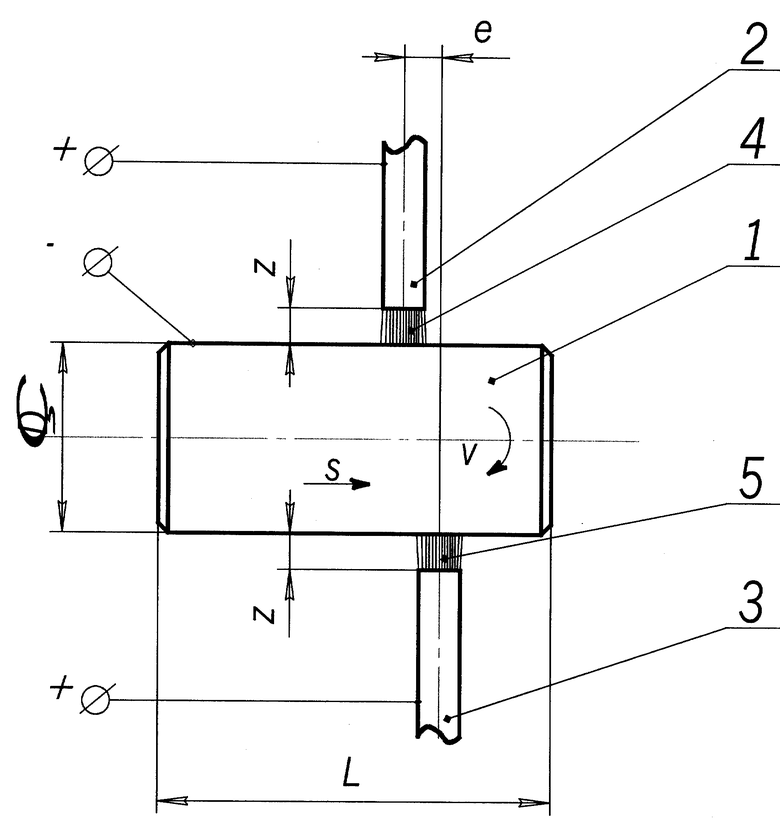
Способ поверхностного упрочнения изделий, включающий диффузионное насыщение поверхности изделия легирующими элементами путем возбуждения электрической дуги между обрабатываемой поверхностью и электродом, отличающийся тем, что насыщение поверхности осуществляют с использованием электродов прямоугольной формы, количество которых устанавливают в зависимости от размера изделия, при этом используют по меньшей мере один электрод из графита и по меньшей мере один электрод, содержащий карбид бора, хромсодержащее вещество и корунд, а изделие перемещают относительно дуги со скоростью, достаточной для нагрева обрабатываемой поверхности до температуры закалки.
| Способ упрочнения малоуглеродистой стали | 1987 |
|
SU1477778A1 |
| Способ обработки стальных деталей | 1986 |
|
SU1435655A1 |
| КАТОД ДЛЯ РАСПЫЛЕНИЯ ИЛИ ЭЛЕКТРОДУГОВОГО ИСПАРЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ИЛИ ИОННОЙ ИМПЛАНТАЦИИ ПОДЛОЖЕК | 1998 |
|
RU2168233C2 |
| Способ поверхностного термического упрочнения стальных изделий | 1988 |
|
SU1548218A1 |
| Способ поверхностной электроконтактной закалки деталей | 1985 |
|
SU1325092A1 |
| 0 |
|
SU152997A1 | |
| Устройство для сортировки по весу изделий из ткани | 1978 |
|
SU716639A1 |
| Устройство для пайки | 1985 |
|
SU1263460A1 |

