Изобретение относится к термической обработке стали концентрирован-( ными источниками энергии и может быть использовано в машиностроении и черной металлургии при изготовлении прокатных валков.
Цель изобретения - улучшение качества поверхности путем увеличения глубины упрочненного слоя и равномерности распределения твердости по глубине упрочненного слоя.
При плотности мощности пучка менее 0,1 МВт/см2 время нагрева поверхностного слоя становится соизмеримым со временем температуропроводности, т.е. нарушается условие адиабатичности нагрева, вследствие чего происходит резкое ухудшение упрочнения. При плотности мощности выше 10 MBт/см2 происходит нарушение поверхности из- ,за ее плавления,увеличение же скорости перемещения изделия потребует чрез- ;вычайного усложнения реализующего устройства.
При энергии электронов менее 0,3 МэВ в облучаемом материале не успевают происходить структурные превращения, необходимые для упрочнения. При энергии электронов более 4 МэВ толщина нагретого слоя превы - тает 2 мм, а скорость охлаждения слоя |за счет отвода тепла вглубь материа-J
315
ла становится 200°С/с, которая является предельной для закалки на мартен сит , т.е. происходит снижение прочности. Если время нагрева, опре- деляемое соотношением диаметра пучка и скоростью перемещения поверхности, становится больше 0,3, также происходит нарушение механизма самозакалки. При временах нагрева менее 0,0lЈ не успевают полностью завершиться структурные превращения в материале, в результате чего прочность уменьшается.
Диаметр пучка и линейную скорость перемещения поверхности изделия выбирают из условия адиабатичности нагрева поверхностного слоя, например, из соотношения
d (0,01-0,3)Ј-v,
где d - диаметр пучка на поверхности
изделия;
v - линейная скорость поверхности под пучком, м/с; Ј - время температуропроводности на глубину пробега электронов
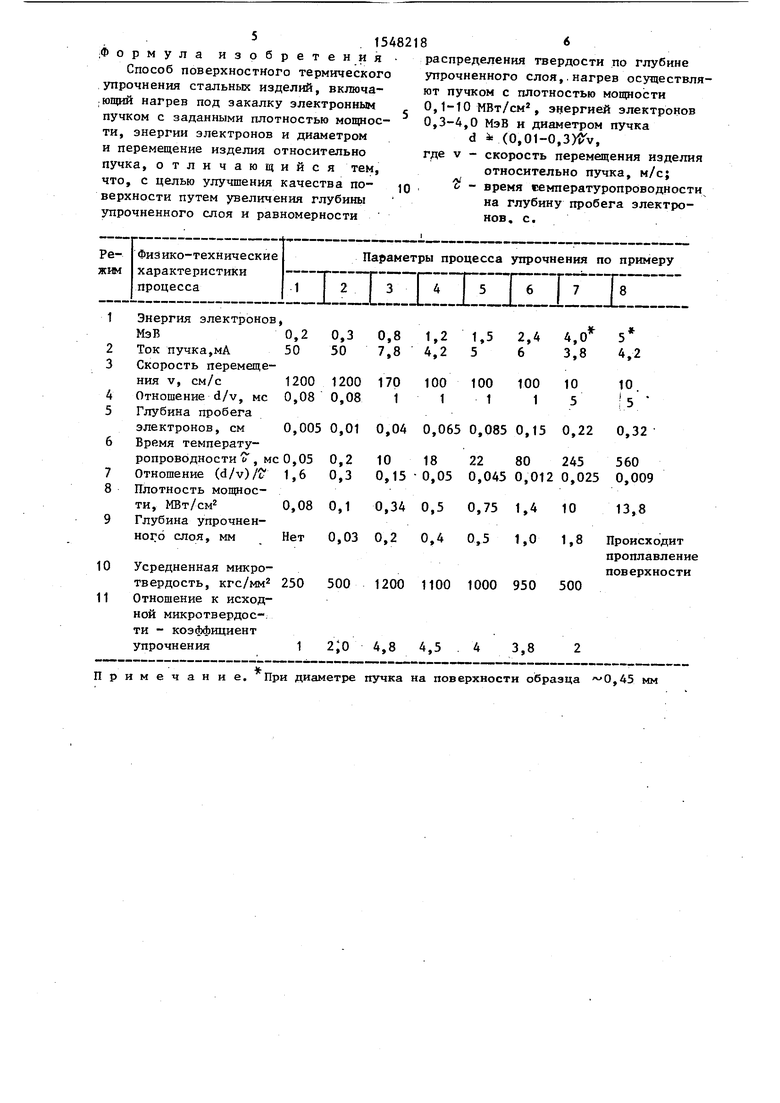
На чертеже представлен график изменения микротвердости материала по глубине после обработки предлагаемым способом.
Упрочняют образец из незакаленной стали; эКергия электронов 0,8 МэВ, ток пучка 7,8 мА, диаметр пучка 1,2 мм, скорость перемещения поверх- ности 1,7 м/с. Кривая имеет характерный вид: микротвердость практически постоянна до глубины пробега электронов, а ее уровень значительно (более, чем в 4 раза) превышает на- чальный уровень микротвердости.
Предлагаемый способ термической обработки осуществляют следующим образом.
Термообработку прокатных валков из стали ведут электронным пучком с энергией 1,5 МэВ, током 8 мА и диаметром 2 мм на поверхности валка. При этом обеспечивается плотность мощности 0,4 МВт/см2. Используется ускрритель электронов с мощностью пучка до 60 кВт и устройством концентрированного выпуска пучков в атмосферу. Валок диаметром 55 мм вращают с угловой скоростью 800 об/мин
и одновременно перемещают вдоль оси со скоростью 13 мм/с. При таком режиме термообработки обеспечивается адиабэтичность нагрева поверхностно84
го слоя металла глубиной 0,7 мм (это глубина пробега электронов при энергии 1,5 МэВ), так как время нагрева каждой точки поверхностного слоя 1 мс, а характерное время температуропроводности мс.
Для обоснования конкретных значений режимов проведения способа используют результаты термообработки боковых поверхностей цилиндрических образцов, изготовленных из стали в состоянии поставки. Образцы диаметром 65 мм укрепляют в конусах-центрах и приводят во вращение электроприводом с регулируемым числом оборотов - от 90 до 5000 об/мин. Другим электро- приводом производят поступательное движение образца со скоростью, обеспечивающей равномерность обработки цилиндрической поверхности. Электронный пучок генерируют ускорителем с выпуском в атмосферу и регулируемой мощностью пучка до 60 кВт.
Пучок электронов выходит из выпускного устройства ускорителя расходящимся, угол расхождения зависит от энергии электронов. Изменяя расстояние от выпускного устройства до образца, получают диаметр пучка на поверхности образца d 1 мм. Ток пучка определяют расчетным путем из условия, чтобы температура каждой точки обрабатываемой поверхности достигала 1350°С..
Физико-технические характеристики и режимы термообработки, а также результаты по микротвердости приведены в таблице, причем режимы 1,2,7 и 8 получены расчетным путем с помощью экстраполяции экспериментальных резул |татов режимов 3-6 (режимы в примерах 1 и 8 имеют запредельные значения).
Данные таблицы показывают что положительный эффект достигается именно в указанных интервалах значений плотности мощности, энергии электродов, диаметра пучка и линейной скорости перемещения поверхности изделия и отсутствует за их пределами.
Использование способа поверхностной термической обработки изделий обеспечивает по сравнению с известными повышение твердости в 1,5-2 раза, получение равномерной твердости по глубине упрочненного слоя, а также повышение износостойкости поверхности ,в 3-4 раза.
5154821
Формула изобретения
Способ поверхностного термического упрочнения стальных изделий, включающий нагрев под закалку электронным пучком с заданными плотностью мощности, энергии электронов и диаметром и перемещение изделия относительно пучка, отличающийся тем,
что, с целью улучшения качества поверхности путем увеличения глубины упрочненного слоя и равномерности
0
8«
распределения твердости по глубине упрочненного слоя, нагрев осуществляют пучком с плотностью мощности 0,1-10 МВт/см2, энергией электронов 0,3-4,0 МэВ и диаметром пучка
d it (0,01-0,3)v, где v - скорость перемещения изделия
относительно пучка, м/с; # - время температуропроводности на глубину пробега электронов, с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ТИТАНОВЫХ СПЛАВАХ | 1999 |
|
RU2164265C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ГОЛОВОК СТАЛЬНЫХ РЕЛЬСОВ ДЕЙСТВУЮЩИХ ПУТЕЙ | 2018 |
|
RU2704051C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU1767886C |
| СПОСОБ ФОРМИРОВАНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИЗДЕЛИЯХ | 2010 |
|
RU2443800C1 |
| Способ упрочнения стальных изделий | 1989 |
|
SU1682403A1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2009272C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107739C1 |
| Способ обработки стальных изделий | 1989 |
|
SU1670968A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1986 |
|
SU1468017A1 |
Изобретение относится к термической обработке стали концентрированными источниками энергии и может быть использовано в машиностроении и черной металлургии при изготовлении прокатных валков. Цель изобретения - улучшение качества поверхности путем увеличения глубины упрочненного слоя и равномерности распределения твердости по глубине упрочненного слоя. Способ включает нагрев электронным пучком и перемещение изделия относительно пучка. Причем нагрев осуществляют электронным пучком с плотностью мощности 0,1-10 МВт/см2 и энергией электронов 0,3-4 МэВ, а диаметр пучка и линейную скорость перемещения поверхности изделия выбирают из условия адиабатичности нагрева поверхностного слоя из соотношения D/V=(0,01-0,3)Τ, где D - диаметр пучка на поверхности изделия
V - линейная скорость поверхности под пучком
Τ - время температуропроводности на глубину пробега электронов. 1 ил., 1 табл.
Режим
1
Лизико-технические
характеристики
процесса
Энергия электронов,
Параметры процесса упрочнения по примеру
LIZTLrLTLCEL Ii
МэВ0,2 0,3 0,8 1,2 1,5 2,4 4,0
2Ток пучка,мА 50 50 7,8 4,2 5 6 3,8
3Скорость перемещения v, см/с 1200 1200 170 100 100 100 10
4Отношение d/v, мс 0,08 0,08 1 1 1 15 5
5Глубина пробега
электронов, см 0,005 0,01 0,04 0,065 0,085 0,15 0,22 0,32
6Время температуропроводности V, мс 0,05 0,2 10 18 22 80 245 560
7Отношение (d/v)/ 1,6 0,3 0,15 0,05 0,0450,0120,025 0,009
8Плотность мощности, МВт/см2 0,08 0,1 0,34 0,5 0,75 1,4 10 13,8
9Глубина упрочнен0,03 0,2 0,4 0,5 1,0 1,8 Происходит
5 4,2
10
ного слоя, мм
Нет
10
11
Усредненная микротвердость, кгс/мм2 250 500 1200 1100 1000 950 500
Отношение к исходной микротвердости - коэффициент упрочнения
1 2JO 4,8 4,5
3,8
Примечание. При диаметре пучка на поверхности образца 0,45 мм
Параметры процесса упрочнения по примеру
5 4,2
10
проплавление поверхности
3,8
то UOQ юоо
800 600
хгфм
| liQO
0,51,0 ми
Глубина упрочненною слоя
| Способ термической обработки магнито-проводов | 1979 |
|
SU926032A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ поверхностной термической обработки изделий | 1980 |
|
SU908851A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
