Область техники, к которой относится изобретение
Настоящее изобретение относится к прессованию изделий из полимерных материалов посредством формы, содержащей матрицу и пуансон, выполненный с возможностью проникновения внутрь полости матрицы для образования формовочный камеры формы.
Обычным, но не ограничивающим применением изобретения является образование закрытых капсул для пластиковых емкостей минеральной воды, газированных напитков или подобных, имеющих, в целом, цилиндрическую форму с трубчатой частью, обычно закрытой более или менее плоским элементом нижней части.
Уровень техники
Согласно известному уровню техники для формирования изделия прежде всего предусматривается вставка в твердую (металлическую) матрицу измеренного тела полимерного материала, масса которого измеряется согласно исходному значению, и впоследствии вставка под давлением пуансона в ту же матрицу до тех пор, пока он не закроет формовочную камеру формы, то есть камеру, которая при закрытом положении формы остается между пуансоном и внутренней поверхностью матрицы и определяет геометрию изделия.
Техническая проблема, существующая в описанной технологии и связанная с указанными формами, возникает в результате того, что при измерении тела полимерного материала (измерение), которое вставляют в матрицу (обычно посредством отделения тела от непрерывной и бесформенной массы, подаваемой экструдером), неизбежно получается (небольшая) разность значений относительно заданного исходного значения, в то время как объем (закрытой) камеры формы, которую необходимо полностью заполнить полимерным материалом для формирования изделия, является постоянным для каждой формы. Поэтому существует техническая проблема компенсации погрешности массы измеряемого тела относительно исходного значения.
Для этого в матрице предусматривают одну или более перемещающихся частей, которые позволяют компенсировать ошибку измерения на более или менее относительно ограниченной части изделия.
В случае с названными закрывающимися капсулами для пластиковых бутылок ошибка компенсируется концентрацией чрезмерного измерения, главным образом в элементе нижней части.
В результате, толщина этого элемента становится неконтролируемой, и также значительные отклонения по размеру могут повлечь за собой технические проблемы на некоторых рабочих этапах, следующих за прессованием, на которых внутренняя поверхность элемента нижней части используется как исходная поверхность для позиционирования элементов машины, поскольку геометрическое положение такой поверхности относительно капсулы не является постоянным (из-за отклонения относительного исходного положения между внутренними и внешними поверхностями).
Сущность изобретения
Целью настоящего изобретения является улучшение проблемы компенсации ошибки измерения и, в частности, решение указанной технической проблемы, связанной с закрывающимися капсулами, посредством действенного и эффективного решения.
Другая техническая проблема, которую предлагает решить настоящее изобретение, заключается в предоставлении более эффективного и быстрого удаления теплоты, которая возникает во время прессования, и после этого увеличение консистенции изделия и его извлечение из формы.
Это требование особенно важно для более быстрого выполнения цикла изготовления изделия, прежде всего для форм, работающих с непрерывно функционирующей вращающейся поворотной машиной, поэтому благодаря изобретению возможно уменьшить время охлаждения и в результате увеличить общую рабочую скорость машины.
Указанные и другие цели достигаются с помощью изобретения, которое описано в формуле изобретения.
Согласно изобретению, компенсация ошибки измерения массы в формовании изделия осуществляется с помощью упругой деформации, по меньшей мере, одной части внутренней поверхности матрицы. Исходное значение массы измеренного тела вычисляется таким образом, что, принимая во внимание ошибку измерения, измеренное тело имеет массу, такую как всегда, и полностью заполняет объем, вычисленный «в ненагруженном состоянии» (т.е. при условиях бездействия формы), формовочной камеры формы, и что ошибка доказывает факт излишка полимерного материала относительно объема самой камеры. На последующем этапе формования изделия, принимая во внимание присутствие вышеуказанного излишка полимерного материала и благодаря структурной характеристике матрицы, по меньшей мере, часть внутренней поверхности матрицы упруго деформируется (в пределах, которые изменяются относительно размера ошибки) относительно формы, которая также находится «в ненагруженном состоянии», следовательно, увеличивая размер изделия относительного такого же размера «в ненагруженном состоянии».
Таким образом, излишек полимерного материала распределяется более однородным и равномерным образом в теле изделия; в особенности может произойти так, что он распределяется по относительно очень широкой части тела, что повышает вероятность ошибки вовлеченных размеров незаметного или даже незначительного значения.
Часть матрицы, которая, как сказано выше, упруго деформируется, выполнена с возможностью сопротивления такой деформации, так что полимерный материал на заключительном этапе формования достигает давления, значение которого, по существу, равно предварительно установленному расчетному значению.
Кроме того, передача теплоты через деформируемую стенку поддерживается относительно небольшой толщиной самой стенки, с тем, что охлаждение (или в любом случае любое кондиционирование) изделия может осуществляться быстрее.
Краткое описание чертежей
Дальнейшие подробности изобретения описаны ниже с помощью приложенных чертежей, которые в качестве примера показывают выполнение формы для формования закрывающейся капсулы для пластиковых емкостей.
Фиг.1 представляет собой осевое сечение формы согласно изобретению, в закрытом положении.
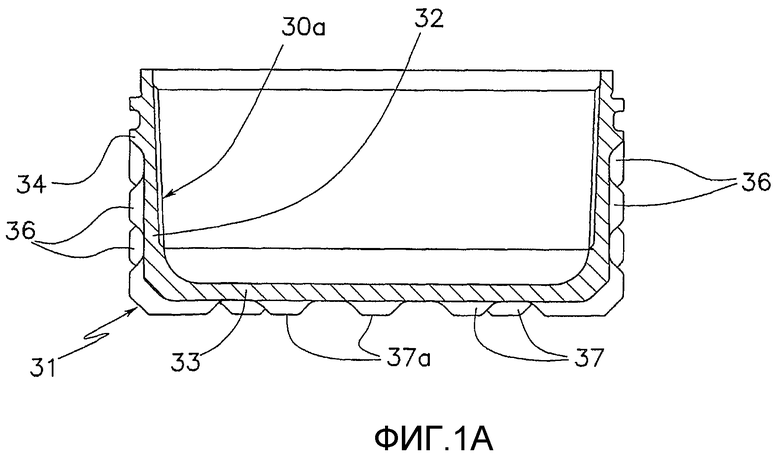
Фиг.1А представляет собой деталь, показанную на Фиг.1.
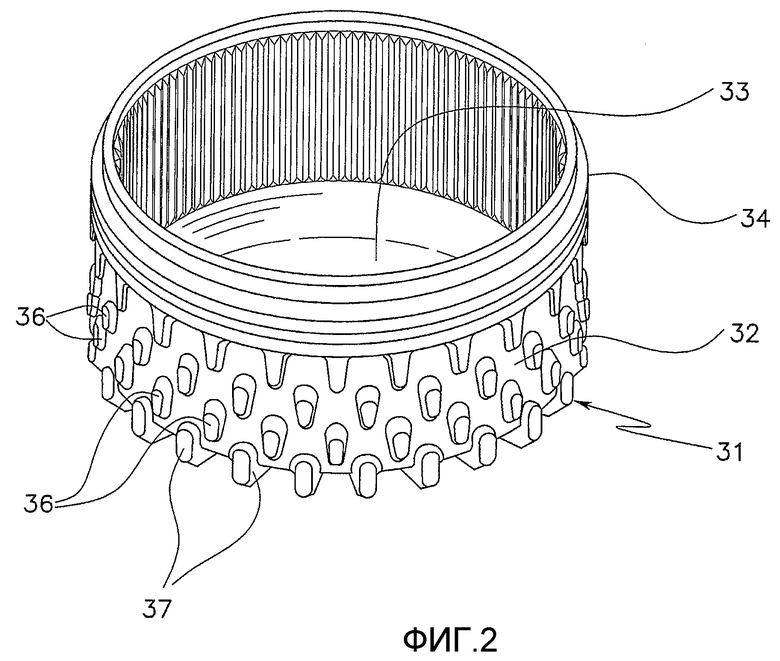
Фиг.2 представляет собой вид в перспективе деформируемой стенки Фиг.1.
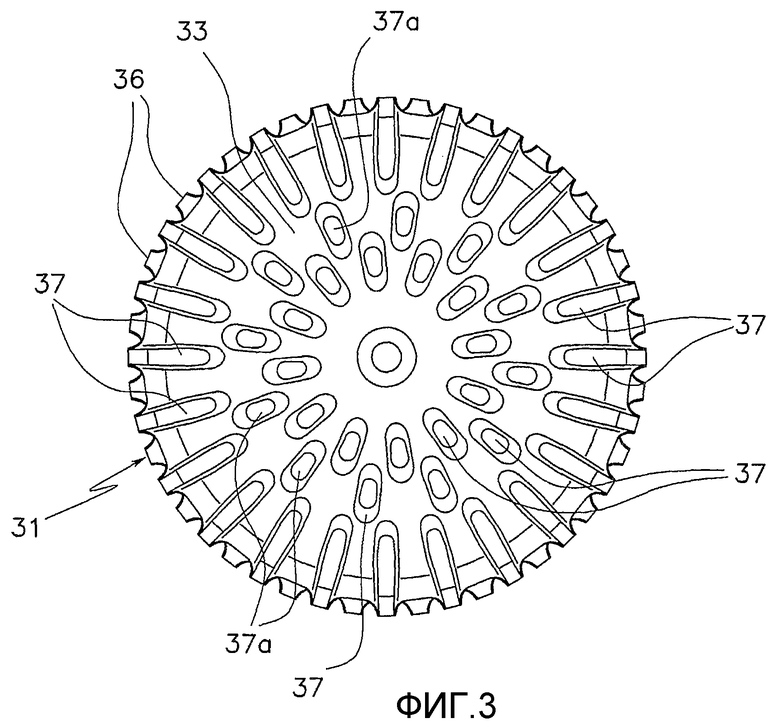
Фиг.3 представляет собой горизонтальную проекцию ниже деформируемой стенки Фиг.2.
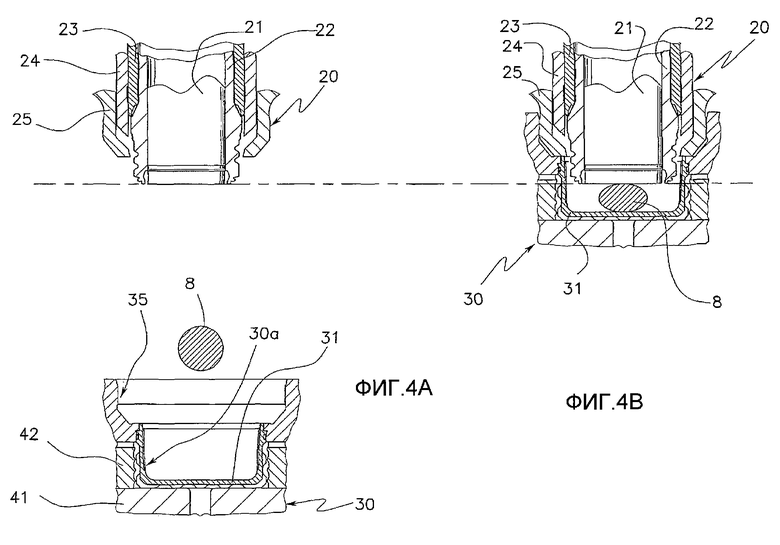
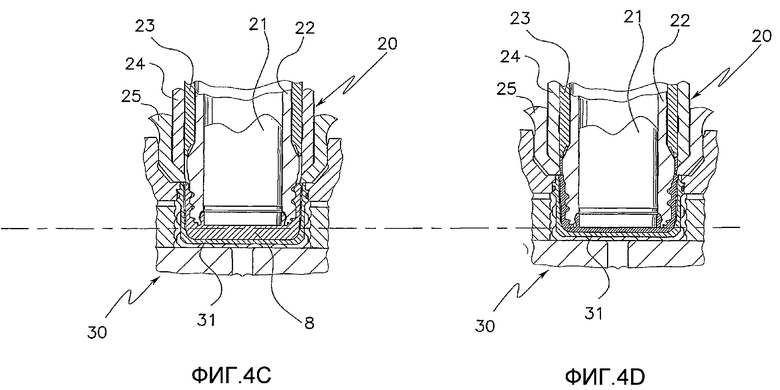
Фиг.4А-4D представляют собой форму, показанную на Фиг.1 в последовательности этапов во время формования изделия.
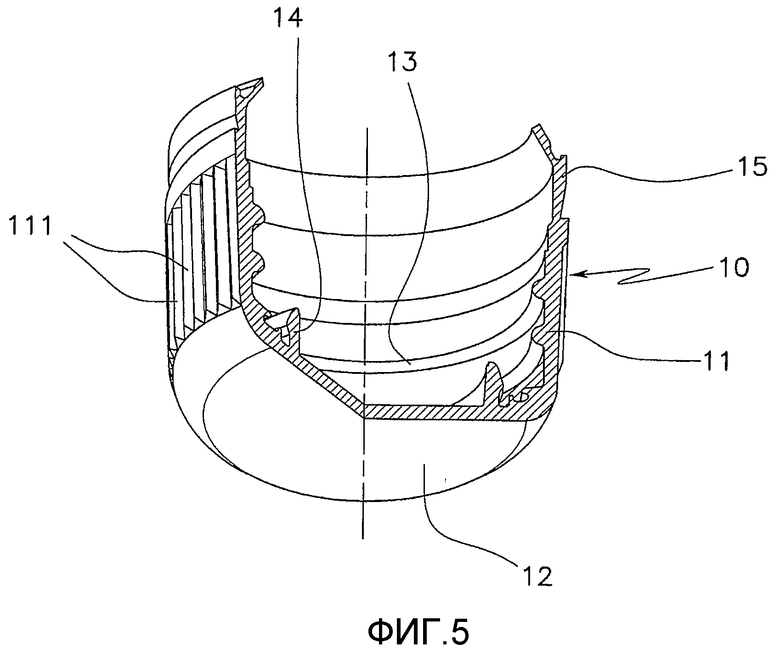
Фиг.5 представляет собой вид в перспективе примера капсулы, которая получена с помощью формы, показанной на Фиг.1.
Подробное описание изобретения
Форма, показанная на чертежах и в описании, устанавливается для формирования закрывающейся капсулы для пластиковых емкостей. Однако форма изделия, которая может быть получена с помощью изобретения, может быть любой.
Капсула 10 представляет собой капсулу хорошо известного обычного типа для бутылок из термопластичной смолы РЕТ и содержит боковую трубчатую часть 11, по существу цилиндрическую, закрытую, по существу, плоским элементом 12 нижней части.
Вдоль внутренней поверхности трубчатой части 11 расположены обычные винтовые выступы, которые образуют резьбу 13 для навинчивания капсулы на горлышко бутылки. Вдоль внешней поверхности части 11 расположены обычные вертикальные выступы 111, которые образуют насечку. Вдоль внутренней поверхности нижней части 12 расположен обыкновенный кольцеобразный выступ 14 аксиальной формы. Также предусмотрена обычная кольцеобразная гарантийная лента 15, образованная из верхней и нижней частей, объединенных тонким участком.
Изделие 10 (капсула) выполняется с помощью прессования в форме посредством введения под давлением пуансона 20 (охватываемый элемент формы) в полую матрицу с закрытой полостью (охватывающий элемент формы), загруженную измеренным телом 8 из полимерного материала (в частности, термопластичной смолы) в более или менее вязком пастообразном состоянии, масса которого измеряется согласно исходной величине.
Формовочная машина, которая использует форму согласно изобретению, обычно, но не исключительно представляет собой машину непрерывно вращающегося поворотного типа и обычно, но не исключительно функционирует с множеством одинаковых формовочных групп, которые приводятся в действие последовательно.
На чертежах показана только общая форма согласно изобретению. С другой стороны, машина не показана, так как, по сути, представляет собой машину обычного типа.
Форма содержит матрицу 30 и пуансон 20. Вместе пуансон 20 и полость матрицы 30 образуют формовочную камеру 7, которая придает объекту желаемую форму. В случае вогнутого объекта (подобно описанной закрывающейся капсуле 10) полость матрицы придает форму всей или большей внутренней поверхности изделия, в то время как внешняя поверхность пуансона придает форму всей или большей внутренней поверхности изделия.
Согласно варианту осуществления, показанному на чертежах, матрица 30 формы имеет непрерывную и вогнутую поверхность 30а, которая образует полость матрицы.
Как известно, пуансон 20 образован несколькими частями относительно сложности формы капсулы 10 для выполнения формования и последующей подачи самой капсулы 10.
Более конкретно, пуансон 20 содержит центральный элемент 21, нижняя поверхность 21а которого образует центральную часть внутренней поверхности нижней части 12. Коаксиально сопряженным с центральным элементом 21 является первый трубчатый элемент 22, боковая поверхность которого образует форму внутренней поверхности трубчатой части 11 капсулы (с соответствующей резьбой 13). Кроме того, в нижней зоне элементов 21 и 22 они задают форму кольцеобразному выступу 14.
Вдоль внешней поверхности элемента 22 сопряжен второй трубчатый элемент 23, на внешней поверхности которого сопряжен третий трубчатый элемент 24, и, наконец, четвертый трубчатый элемент 25 сопряжен с внешней поверхностью элемента 24.
В закрытой конфигурации формы (как показано на Фиг.1) все элементы 21, 22, 23, 24 и 25 связаны друг с другом в плотном положении и относительно близко к нижней поверхности 21а центрального элемента 21 и вместе задают конечную форму капсуле, показанной на Фиг.5. Кроме того, в этой конфигурации крайний трубчатый элемент 25 сам превосходно входит своей внешней цилиндрической поверхностью 25а в контакт с соответствующей внутренней цилиндрической поверхностью 35а верхней полости 35 матрицы 30, образованной в верхней ее части.
Естественно, изобретение также применяется к формам, имеющим пуансон, отличающийся от описанного выше, например, при формовании закрывающихся капсул с пуансоном, центрирующие элементы которого с матрицей выполнены с поверхностями, имеющими форму усеченного конуса.
Согласно изобретению матрица 30 содержит недеформируемый опорный корпус, который содержит внутри, по меньшей мере, одну деформируемую стенку 31, внутренняя поверхность которой образует, по меньшей мере, часть внутренней поверхности 30а матрицы, причем указанная деформируемая стенка 31 имеет, по меньшей мере, частично относительно небольшую толщину, которая позволяет ей упруго деформироваться (в частности, деформироваться сгибанием вдоль участка общей осевой плоскости) под давлением полимерного материала на заключительном этапе формования изделия, тем самым увеличивая толщину капсулы.
Указанная стенка 31 выполнена из стали или другого эквивалентного материала.
Согласно варианту осуществления, показанному на чертежах, деформируемая стенка 31 содержит боковую часть 32, имеющую трубчатую форму, внутренняя поверхность которой определяет форму внешней поверхности трубчатой части 11, и (горизонтальную) часть 33, поперечную оси пуансона 20, внутренняя поверхность которой определяет форму внешней поверхности нижней части 12.
Указанные части 32 и 33 соединены вместе в единый корпус, и их внутренняя поверхность образует всю внутреннюю поверхность 30а матрицы. Внутренняя стенка 31 и, таким образом, две части 32 и 33 имеют относительно небольшую толщину, которая придает ей способность упруго деформироваться давлению, которому она подвергается со стороны полимерного материала на этапе формования. Однако деформируемая стенка 31 содержит участок расширения, который образует цилиндрическую ленту 34 рядом с верхним концом самой стенки 31.
Деформируемая стенка 31 заключена внутри коаксиальной полости 44, выполненной в опорном корпусе матрицы 30, внутренняя поверхность которой расположена на расстоянии от внешней поверхности стенки 31 (то есть на расстоянии от боковой части 32 и поперечной части 33), так что она может радиально деформироваться, не встречая помехи со стороны самого корпуса.
Более конкретно, в варианте осуществления изобретения, показанном на чертежах, указанный опорный корпус состоит из нижнего корпуса 41, имеющего плоскую и горизонтальную верхнюю поверхность, и верхнего корпуса 42, который сцепляется с верхней поверхностью корпуса 41. Указанная коаксиальная полость 44 образована между двумя корпусами 41 и 42.
Верхний корпус 42 имеет цилиндрическую полость, внутренняя поверхность 42а которой образует боковую поверхность коаксиальной полости 44, в то время как нижний корпус 41 имеет плоскую верхнюю поверхность 41а, которая образует нижнюю поверхность коаксиальной полости 44.
Внешняя поверхность коаксиальной ленты 34 расположена радиально в контакте с боковой поверхностью 42а и имеет полость, которая вступает в аксиальный контакт с заплечиком 42b, повернутым вниз, предусмотренным в части верхнего края полости 44.
Цилиндрическая лента 34 и ее контакт с боковой поверхностью 42а придает фиксированную и стабильную центровку деформируемой стенки 31 в радиальном направлении.
Полость 44 соединена посредством нижнего канала 48 и других выходных каналов 49 с помощью средств, выполненных с возможностью введения, циркуляции и отвода охлаждающих жидкостей, способных отводить теплоту от деформируемой стенки 31 и, таким образом, от изделия 10 для осуществления термокондиционирования (охлаждения) того же изделия.
Сама деформируемая стенка 31 выполнена особым образом благодаря тому, что она обладает относительно небольшой толщиной, которая сильно способствует передаче тепла через нее.
Кроме того, та же стенка 31 может иметь различные выступы 36 и 37, расположенные на ее внешней поверхности, которая образует элементы теплообмена. Более конкретно, выступы 36 предусмотрены на боковой части 32, а выступы 37 - на поперечной части 33.
Выступы 36 прерываются вдоль направления по окружности, с тем чтобы не препятствовать радиальному упругому расширению боковой части 32 на этапе формования.
В варианте осуществления изобретения, показанном на чертежах, выступы 36 имеют форму ребер, которые радиально отходят от боковой части 32 и проходят на ограниченном расстоянии в аксиальном направлении. Кроме того, эти выступы расположены поочередно между одной и другой линией, чтобы осуществить максимальную турбулентность при прохождении охлаждающей текучей среды и поэтому максимизировать теплообмен со стенкой.
Выступы 37, расположенные на поперечной части 33, имеют форму ребер, которые аксиально отходят от самой части 33 и проходят на ограниченном расстоянии в радиальном направлении. Выступы 37 также расположены поочередно между одной и другой линией, чтобы осуществить максимальную турбулентность при прохождении охлаждающей текучей среды.
Выступы 37, расположенные на внешней поверхности поперечной части 33, имеют свою собственную свободную торцевую поверхность 37а, которая примыкает к нижней поверхности 41а коаксиальной полости 44. Поэтому деформируемая стенка 31 аксиально блокирована между заплечиком 42b, с которым она вступает в контакт посредством цилиндрической ленты 34, и нижней поверхностью 41а, с которой она вступает в контакт посредством нижних выступов 37.
С другой стороны, свободная оконечная часть выступов 36, расположенных на внешней поверхности боковой части 32, остается на расстоянии от боковой поверхности 42а полости 44, так что не затрудняется радиальная упругая деформация (изгиб) части 32. Деформируемая стенка 31 остается напряженной верхним корпусом 42 посредством единой цилиндрической ленты 34.
При эксплуатации прежде всего предусматривается (Фиг.4А) вставка измеренного тела 8 из полимерного материала в полость матрицы 30, масса которого измеряется согласно исходному значению, которое устанавливается так, что, принимая во внимание ошибку, которая неизбежно существует в измерении такого тела, само тело 8 всегда полностью заполняет объем формовочной камеры 7 формы, рассчитанной «в ненагруженном состоянии», и что ошибка подтверждает факт наличия излишка полимерного материала в отношении объема самой камеры.
Затем осуществляется взаимное сближение элементов формы, например поднятие матрицы 30, выполняемое посредством нижнего устройства (не показано), в то время как пуансон 20 остается неподвижным.
На фиг.4A-4D горизонтальная исходная ось, которая остается постоянной, обозначена буквой Х, которая совпадает с нижней поверхностью 21а пуансона 20.
Тем не менее, очевидно, что из-за важности здесь присутствует перемещение, относящееся к взаимному сближению. В качестве альтернативы оно может обеспечиваться, следуя перемещению вниз пуансона 20, возможно вместе с перемещением вверх матрицы 30.
Сначала, следуя перемещению вверх матрицы 30, нижний конец крайнего трубчатого элемента 25 проникает в полость 35 до тех пор, пока не вступит в контакт с областью нижней поверхности полости (Фиг.4В), и пуансон начнет проникать в полость матрицы, начиная деформировать тело 8.
Затем (Фиг.4С) пуансон продолжает проникать (всегда следуя за перемещением вверх матрицы 30) в полость матрицы, деформируя измеряемое тело 8, которое принимает форму полости там, где она закрыта до тех пор, пока он не произведет полное закрытие формы, которое подтверждается, когда трубчатые элементы 22, 23, 24 и 25 находятся в конфигурации максимального взаимного сближения для того, чтобы безусловно образовать формовочную камеру 7 (положение, показанное на Фиг.4D). В этой точке проникновение пуансона подходит к концу.
На заключительном этапе формования изделия, когда формовочная камера 7 все еще не закрыта, полимерный материал измеряемого тела полностью заполняет такую камеру 7, в то время как деформируемая стенка 31 еще не деформирована, по меньшей мере, на заметную величину. В конце формования предусматривается достижение соответствующим образом высоких значений давления в диапазоне расчетных значений. Затем продолжается проникновение пуансона в полость матрицы до закрывания формы, так как полимерный материал имеет чрезмерный объем относительно объема формовочной камеры 7, такой материал, выдавливаемый давлением, производимым проникновением пуансона, приводит к упругой деформации эластичной стенки 31 с радиальным перемещением наружу, общий аксиальный участок которой может свободно изгибаться, чтобы абсорбировать чрезмерный объем в отношении объема формовочной камеры 7.
Исходное значение массы измеряемого тела 8 рассчитывается так, что, принимая во внимание ошибку в формировании измеряемого тела 8 и объемную усадку, которая происходит при охлаждении изделия во время формования, полное заполнение формовочной камеры 7 осуществляется, и, кроме того, так, что полимерная масса при формовании подвергается давлению, имеющему соответствующие расчетные значения (примерно несколько сотен бар).
Деформируемая стенка 31 спроектирована со структурными характеристиками (в частности, материал и толщина относительно длины) так, чтобы упруго деформироваться таким образом, чтобы абсорбировать излишний объем измеряемого тела и обеспечивать в то же самое время, на основании своих собственных структурных характеристик (без вмешательства внешних средств или действий), значительное сопротивление упругой деформации, и допускать, чтобы полимерный материал измеряемого тела достигал на заключительном этапе формования указанные расчетные величины, относящиеся к давлению, где, кроме того, деформация стенки 31 происходит после полного заполнения формовочной камеры.
Поэтому деформируемая стенка 31 будет иметь такой размер относительно нескольких параметров, включая размер усилия сжатия и размер ошибок измерения.
Поэтому боковая часть 32 сама деформируется путем изгиба в радиальном направлении, не находя препятствий в полости 44, где она размещена. В частности, деформация, которой подвергается боковая часть 32, представляет собой изгиб на участке вдоль общей осевой плоскости со смещением в центральной зоне, изогнутой наружу. С другой стороны, вдоль общей поперечной плоскости деформация заключается в увеличении диаметра боковой стенки 32, имеющей максимальное значение в соответствии с центральной зоной в осевом направлении.
Поперечная часть 33 находится в осевом контакте с нижней поверхностью 41а посредством ребер 37. Тем не менее, часть 33 может подвергаться ограниченной деформации изгиба в трех зонах, расположенных между одним ребром 37 и другим и между самими рядами ребер 37.
Другие деформации (в ограниченной степени) поперечной части 33 также происходят вследствие того факта, что торцевые поверхности 37а ребер 37, в частности те ребра 37, которые расположены в центральной части, части 33, имеют относительно малое продолжение, чтобы подвергаться при рабочем давлении деформации посредством осевого сжатия, которое фактически допускает относительно небольшой упругий изгиб (в осевом направлении) этой центральной части, части 33, которая имеет указанные ребра 37.
Ребра 37, расположенные на внешней периферийной части, части 33 являются предпочтительно большего размера, так чтобы практически не деформироваться самим и, поэтому, поддерживать боковую часть 32, остановленную в осевом направлении.
В качестве альтернативы может предусматриваться, чтобы в центральной зоне части 33 ребра 37 отсутствовали или что они не вступают в контакт «в ненагруженном состоянии» с поверхностью 41а.
Поэтому ошибка массы измерения распределяется по части изделия, расположенного в соответствии с деформируемой стенкой 31 и поэтому более или менее по всему корпусу капсулы 10 (в большей степени в трубчатом участке 11).
Например, для изделия, имеющего массу 2,3 грамма и общую длину 20 мм, в матрице была использована деформируемая стенка 31 из нержавеющей стали с низким содержанием углерода и высоким содержанием Mo, Ni, Co и Ti, толщина которой в центральной части составляет 1,5 мм. При проведении испытаний предусмотренная для массы измеренного тела 8 максимальная ошибка составляет 2%, радиальные деформации были обнаружены в стенке 31 примерно 0,02-0,05 мм.
В варианте осуществления изобретения, показанном на чертежах, боковая часть 32 и поперечная часть 33 соединены вместе в единый корпус непрерывно.
В качестве альтернативы может предусматриваться, что деформируемая стенка содержит боковую часть, отделенную от указанной поперечной части и, тем не менее, присоединенную к ней для образования непрерывности с соответствующими внутренними поверхностями.
В качестве альтернативы может предусматриваться, что деформируемая стенка 31 содержит только указанную боковую часть или только указанную поперечную часть, и что оставшаяся часть внутренней поверхности образуется как недеформируемый корпус.
Кроме того, прежде всего в случае, в котором ошибка в массе измерения может быть относительно очень высокой, может предусматриваться, чтобы компенсация такой ошибки осуществлялась посредством упругой деформации деформируемой стенки 31 вместе с достижимой компенсацией, что касается обычной технологии, путем варьирования относительного исходного положения между охватывающей частью (матрицей) и охватываемой частью (пуансоном) в конце формования. В частности, согласно показанному варианту осуществления, компенсация обычного типа происходит путем варьирования заключительного относительного исходного положения между охватывающей частью, содержащей нижний корпус 41, верхний корпус 42, трубчатый элемент 25 и трубчатый элемент 24, и охватываемой частью, содержащей центральный элемент 21 пуансона и два трубчатых элемента 22 и 23.
Даже если описание изобретения было завершено в отношении формования закрывающейся капсулы для пластиковых бутылок, настоящее изобретение может найти подходящее применение для формования неопределенного множества изделий различной формы.
Форма содержит матрицу и пуансон. Пуансон выполнен с возможностью проникновения в полость матрицы для образования формовочный камеры формы. Изделие формируется посредством вставки пуансона под давлением в полость матрицы, в которую было помещено заранее измеренное тело из полимерного материала, масса которого измеряется в соответствии с исходной величиной. Матрица содержит, по меньшей мере, одну деформируемую стенку, внутренняя поверхность которой образует, по меньшей мере, часть поверхности матрицы, причем указанная деформируемая стенка имеет, по меньшей мере, частично относительно небольшую толщину, которая позволяет ей упруго деформироваться под давлением полимерного материала на заключительном этапе формования изделия, тем самым компенсируя ошибку массы измеренного тела относительно исходной величины. Технический результат при использовании заявленного изобретения обеспечивает возможность уточнения ошибки компенсации измерения и более эффективного и быстрого удаления теплоты, которая возникает во время прессования. 2 н. и 11 з.п. ф-лы, 9 ил.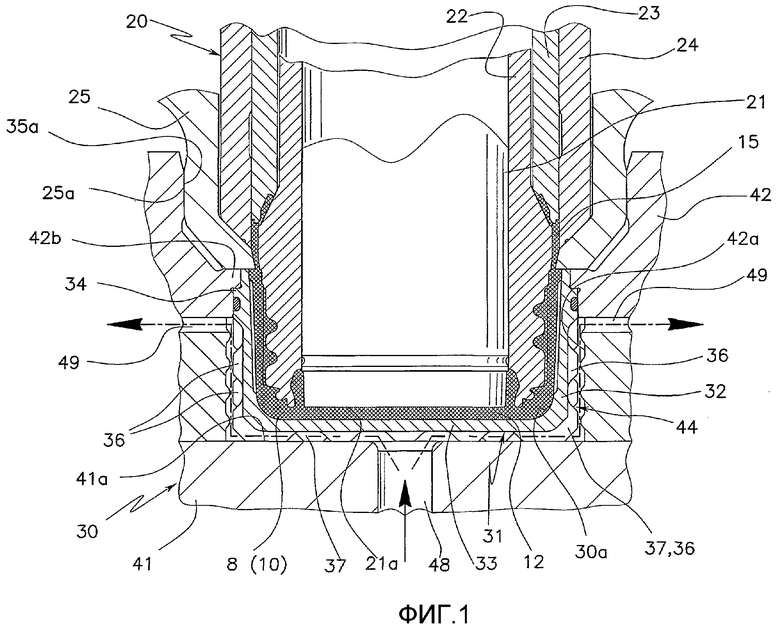
1. Форма для прессования изделий из полимерных материалов, содержащая матрицу (30) и пуансон (20), выполненный с возможностью проникновения в полость матрицы для образования формовочный камеры формы, причем изделие формируется посредством введения пуансона (20) в полость матрицы (30), в которую было заранее помещено измеренное тело (8) из полимерного материала, масса которого измерена в соответствии с исходной величиной, отличающаяся тем, что матрица (30) содержит, по меньшей мере, одну деформируемую стенку (31), внутренняя поверхность которой образует, по меньшей мере, часть поверхности матрицы (30), причем указанная деформируемая стенка (31) имеет, по меньшей мере, частично относительно небольшую толщину, которая позволяет ей упруго деформироваться под давлением полимерного материала на заключительном этапе формования изделия, тем самым компенсируя ошибку в массе измеренного тела (8) относительно исходного значения, при этом указанная деформируемая стенка (31) выполнена с возможностью упругой деформации под давлением полимерного материала на заключительном этапе формования, тем самым увеличивая толщину изделия для компенсации ошибки измерения массы.
2. Форма по п.1, отличающаяся тем, что указанная деформируемая стенка (31) заключена в полости (44), выполненной в опорном корпусе (41, 42) матрицы, при этом полость (44) соединена со средством, выполненным с возможностью введения, циркуляции и отвода охлаждающих текучих сред для осуществления термокондиционирования изделия.
3. Форма по п.1, отличающаяся тем, что указанная деформируемая стенка (31) содержит, по меньшей мере, одну боковую часть (32), имеющую трубчатую форму и/или, по меньшей мере, одну часть (33), поперечную оси пуансона (20).
4. Форма по п.1, отличающаяся тем, что деформируемая стенка (31) заключена в коаксиальной полости (44), выполненной в опорном корпусе (41, 42) матрицы, внутренняя поверхность которой (41а, 42а) расположена на расстоянии от внешней поверхности деформируемой стенки (31) так, что она может быть деформирована без препятствий со стороны самого опорного корпуса (41, 42).
5. Форма по п.4, отличающаяся тем, что указанная деформируемая стенка (31) имеет, по меньшей мере, в одной из своих частей выступы (37), расположенные вдоль внешней поверхности, торцевая поверхность (37а) которых примыкает к внутренней поверхности указанной коаксиальной полости (44), причем указанные торцевые поверхности (37а) проходят так, чтобы подвергаться деформации сжатия, которая обеспечивает сгибание части (33) деформируемой стенки (31), которая имеет указанные выступы (37).
6. Форма по п.1, отличающаяся тем, что указанная деформируемая стенка (31) выполнена с возможностью сопротивления упругой деформации посредством своих собственных конструктивных характеристик и так, что полимерный материал достигает на заключительном этапе прессования уровень давления, по существу, равный предварительно установленному расчетному уровню.
7. Форма по п.6, отличающаяся тем, что указанная деформируемая стенка (31) выполнена с возможностью сопротивления упругой деформации, так что деформация происходит вслед за полным заполнением формовочной камеры (7).
8. Форма по п.6, отличающаяся тем, что указанная деформируемая стенка (31) выполнена из стали или эквивалентного материала, и ее деформация происходит сгибанием на участке вдоль общей осевой плоскости без заметного отклонения по ее толщине.
9. Форма по п.1, отличающаяся тем, что указанная деформируемая стенка (31) имеет выступы (36, 37), расположенные вдоль внешней поверхности, которые образуют элементы теплообмена, которые прерываются вдоль направления по окружности, чтобы не препятствовать упругой деформации деформируемой стенки (31).
10. Форма по п.3, отличающаяся тем, что она содержит выступы (36), расположенные вдоль боковой части (32), имеющие форму ребер, которые выступают радиально и проходят на расстояние в осевом направлении, причем указанные выступы (36) поочередно расположены между одной и другой линиями, чтобы осуществить максимальную турбулентность при прохождении охлаждающей текучей среды.
11. Форма по п.3, отличающаяся тем, что она содержит выступы (37), расположенные вдоль поперечной части (33), имеющие форму ребер, которые выступают аксиально и проходят на расстояние в радиальном направлении, причем указанные выступы (37) поочередно расположены между одной и другой линиями, чтобы осуществить максимальную турбулентность при прохождении охлаждающей текучей среды.
12. Способ прессования изделий из полимерного материала посредством формы, содержащей матрицу (30) и пуансон (20), выполненный с возможностью проникновения в полость матрицы для образования формовочной камеры формы, причем изделие формируется посредством введения пуансона (20) в полость матрицы (30), в которую было заранее помещено измеренное тело (8) из полимерного материала, масса которого измерена в соответствии с исходной величиной, при этом матрица (30) содержит, по меньшей мере, одну деформируемую стенку (31), внутренняя поверхность которой образует, по меньшей мере, часть поверхности матрицы (30), причем указанная деформируемая стенка (31) имеет, по меньшей мере, частично относительно небольшую толщину, которая позволяет ей упруго деформироваться под давлением полимерного материала на заключительном этапе формования изделия, тем самым компенсируя ошибку в массе измеренного тела (8) относительно исходного значения, отличающийся тем, что исходное значение массы измеренного тела вычисляют таким образом, что, принимая во внимание ошибку измерения, измеренное тело всегда полностью заполняет объем формовочной камеры, и что ошибка является следствием избытка полимерного материала относительно объема самой камеры, причем на заключительном этапе формования предварительно отформованной заготовки сначала полимерный материал полностью заполняет формовочную камеру (7), а затем продолжается проникновение пуансона дальше в полость матрицы до закрывания формы, при этом излишний объем полимерного материала относительно объема формовочной камеры (7), выталкиваемой давлением, производимым проникновением пуансона, приводит к упругой деформации эластичной стенки (31) до тех пор, пока она не абсорбирует указанный излишний объем.
13. Способ по п.12, отличающийся тем, что указанная деформируемая стенка (31) выполнена с возможностью упругой деформации под давлением полимерного материала на заключительном этапе формования, тем самым увеличивая толщину изделия для компенсации ошибки измерения массы.
| US 2981976 А, 02.05.1961 | |||
| ПРЕСС-ФОРМА | 0 |
|
SU345005A1 |
| US 5989007 А, 23.11.1999 | |||
| US 6736628 В1, 18.05.2004. | |||

