Способ и инструмент относятся к области машиностроения и могут быть использованы для восстановления геометрических размеров и качества в процессе ремонта без нагрева металлических деталей с неравномерным износом геометрических размеров и нарушением эксплуатационных характеристик поверхностного слоя.
Наиболее близким к предлагаемому способу является способ по патенту 2224827 (Заявка 2002102130/02 от 23.01.2002. Опубл. 27.02.2004. Бюл. №6), в котором предложен способ гальваномеханического восстановления токопроводящих деталей, в котором для снижения трудоемкости, себестоимости восстановления без механической обработки совмещены процессы гальванического нанесения покрытия с пластической деформацией, а процесс восстановления выполняется последовательным нанесением на участки износа металлического материала с регулированием контактного давления и времени обработки.
Недостатком известного способа является возможность нарушения точности по геометрической форме в местах сопряжения локальных участков наносимого покрытия с восстанавливаемой деталью и нарушение качества поверхностного слоя из-за растягивающих остаточных напряжений в покрытии.
Наиболее близким к предлагаемому инструменту является приведенный в книге С.Ю Жачкина «Холодное гальваноконтактное восстановление деталей» Воронеж, Изд-во ВГТУ. 2002 - 130 с., где на стр. 26 показан инструмент из керамики с регулятором давления, изменяемым в процессе раскатки наносимых слоев.
К недостатку известного инструмента относится различное контактное давление инструмента на участках контактной поверхности, что вызывает нарушение точности и качества поверхности восстанавливаемой детали.
Предлагаемое изобретение направлено на повышение точности геометрических размеров и качества поверхностного слоя, снижение себестоимости восстановления деталей с неравномерным износом геометрических размеров и нарушением эксплуатационных свойств поверхностного слоя Это достигается тем, что способ гальваноконтактного восстановления металлической детали, включающий гальваническое нанесение слоев покрытия на участок восстанавливаемой детали с повышенным износом и обработку слоев покрытия при давлении инструмента на наносимое покрытие, отличается тем, что его осуществляют в несколько этапов, на начальном этапе на участок восстанавливаемой детали с повышенным износом гальваническим методом под током наносят слой пластичного металла толщиной, обеспечивающей заращивание участка детали с повышенным износом до размера с минимальным износом, после чего прекращают подачу тока и инструментом выглаживают всю поверхность восстанавливаемого участка детали до выравнивания профиля относительно профиля наружной поверхности восстанавливаемой детали, затем на заключительном этапе гальваноконтактным методом под током на всю восстанавливаемую поверхность детали послойно с одновременной раскаткой каждого слоя инструментом наносят равномерное покрытие из металлического материала с эксплуатационными характеристиками не ниже свойств материала восстанавливаемой детали с толщиной до получения геометрии восстановленной детали, при этом используют керамический инструмент, имеющий форму зеркального отражения от геометрической поверхности восстанавливаемого участка детали после выравнивания профиля, а инструмент для выглаживания и раскатки слоев гальванического покрытия, используемый при осуществлении способа гальваноконтактного восстановления металлических деталей, выполненный с возможностью давления на наносимое покрытие, отличается тем, что он выполнен керамическим с твердой контактной рабочей поверхностью, причем контактная рабочая поверхность инструмента имеет форму зеркального отражения от геометрической поверхности восстанавливаемого участка детали после выравнивания профиля, при этом на инструменте со стороны контактной рабочей поверхности установлен датчик положения инструмента, связанный электрической цепью с регулятором положения контактной поверхности инструмента относительно выровненного профиля восстанавливаемого участка детали, и датчик давления, подключенный к адаптивному регулятору давления контактной поверхности инструмента на покрытие
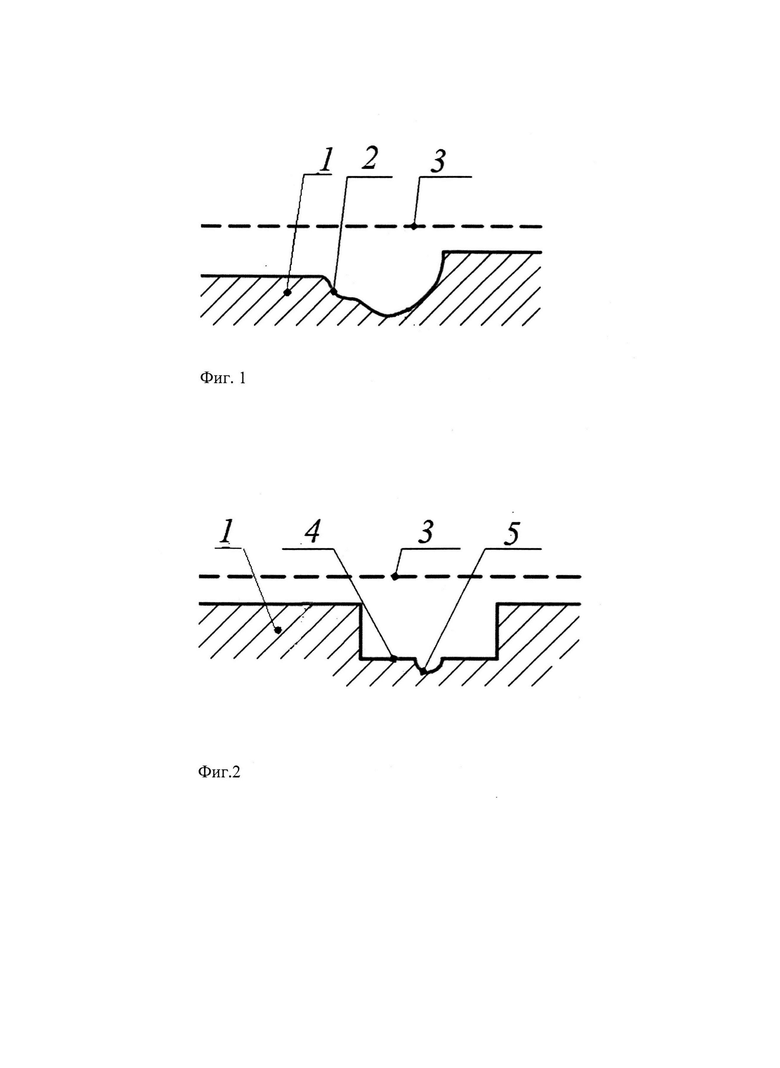
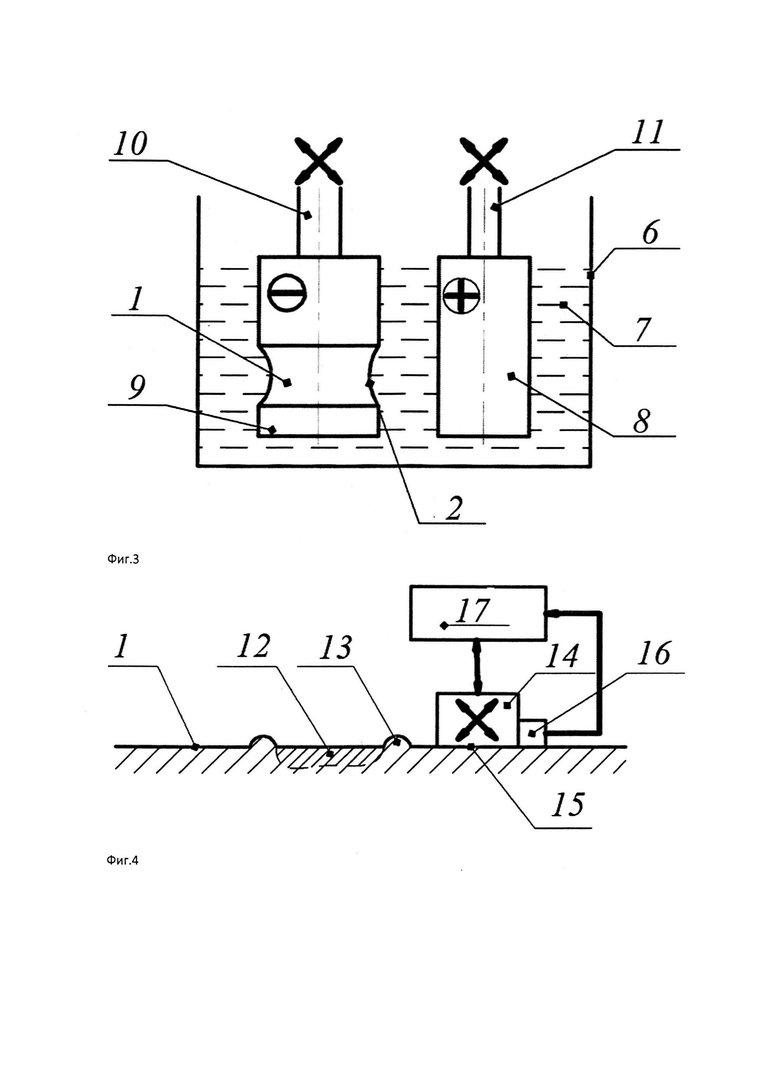
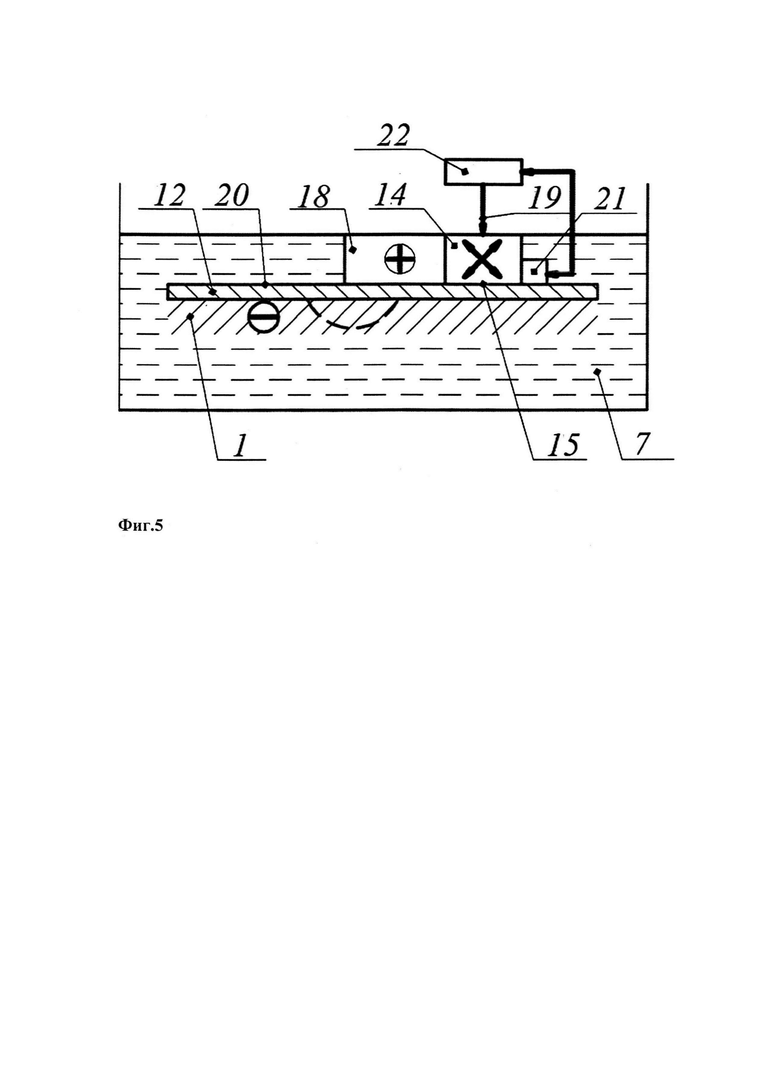
Сущность способа и инструмента поясняются фиг. 1-5 На фиг. 1 приведен продольный профиль изношенного участка восстанавливаемой детали, на фиг. 2 профиль изношенного участка в поперечном сечении детали, на фиг. 3 - схема гальванического локального нанесения покрытия на участки износа детали, на рис. 4 - схема выглаживания поверхности с нанесенным пластичным металлом, на фиг. 5 - схема гальваноконтактного нанесения поверхностного слоя на восстанавливаемый участок детали.
На фиг. 1 приведено продольное изменение геометрии изношенной детали, где 1 - восстанавливаемая деталь; 2 - продольный профиль изношенного участка детали; 3 - геометрия изношенного участка детали после ее восстановления. На фиг. 2 приведено поперечное изменение геометрии изношенной детали, где 4 - поперечное сечение изношенного участка детали; 5 - местная неровность изношенного участка. На фиг. 3 восстанавливаемая гальваническим методом деталь 1 с изношенным участком 2 установлена с зазором относительно анода 8 из пластичного металла, является катодом 9 и размещена в ванне 6 с электролитом 7, На анод 8 и катод 9 подают ток от низковольтного источника тока. На фигуре 3 штанги 10 и 11 предназначены для линейного и кругового перемещения анода 8 и катода 9 на первом этапе восстановления детали 1 гальваническим методом под током при нанесении слоя пластичного металла с целью управления плотностью тока и толщиной наносимого слоя покрытия на участки, подлежащие восстановлению геометрии и качества поверхностного слоя детали. На фиг. 4 на схеме выглаживания поверхности детали 1 после нанесения пластичного металла 12 для удаления местных неровностей 13, возникающих, в основном, на границах восстанавливаемых участков за счет концентрации тока при гальваническом нанесении пластичного металла 12. Твердый керамический инструмент 14 с контактной рабочей поверхностью 15 совершает перемещения вдоль и поперек участка износа (показано стрелками). На керамическом инструменте 14 со стороны детали 1 закреплен датчик 16 положения контактной поверхности 15 керамического инструмента 14 относительно выглаженной поверхности детали 1 с поддержанием регулятором 17 равномерного давления на гальвано контактное покрытие 12 детали 1. На фиг 5 при гальваноконтактном нанесении на деталь 1 наружного равномерного покрытия 12 с раскаткой каждого слоя контактной поверхностью 15 керамического инструмента 14 одновременно с нанесением металлических слоев из электролита 7 под действием тока протекающего через деталь 1 (катод) и металлический анод 18. Механическое контактное воздействие керамического инструмента 14 на наносимые равномерные слои покрытия 12 выполняют при давлении в направлении 19 до получения геометрии и свойств восстановленной детали 1 с поверхностью 20.. На керамическом инструменте 14 со стороны детали 1 закреплен датчик 21 давления контактной поверхности 15 на наносимые слои покрытия 12 электрически связанного с адаптивным регулятором 22 давления контактной поверхности 15 на наносимые слои покрытия 12.
Способ осуществляют следующим образом: у восстанавливаемой детали 1 (фиг. 1; 2) измеряют геометрические размеры изношенных участков детали 1 вдоль ее оси (фиг. 1) и устанавливают продольный профиль изношенного участка 2 детали, требующего восстановления до границы 3. Измеряют на изношенном участке 2, местные неровности типа 5 на фиг. 2 изношенного участка 4. Строят карту дефектации детали, где выделяют участки с близким износом. Назначают технологические режимы гальванического нанесения покрытия. Рассчитывают положение анода 8 относительно катода 9 (фиг. 2) и время обработки в ванне 6 с электролитом 7, рекомендованным для наносимого пластичного материала покрытия 12 изношенного участка детали 1 (фиг. 4). По результатам расчета разрабатывают программы для линейного и кругового перемещения штанг 10 и 11 (фиг. 3) с целью управления положением анода 8 и катода 9 для обеспечения расчетной плотности тока и толщины наносимого слоя покрытия по карте дефектации на участки, подлежащие восстановлению геометрии и качества поверхностного слоя детали; Участки, не требующие восстановления, изолируют от прохождения технологического тока. Для автоматизации и удешевления процесса изоляции при подготовке детали к восстанавлению наиболее эффективным является метод нанесения фоторезистов, которые имеют высокие диэлектрические характеристики, малую толщину, практически не изменяющую размеры детали 1, обеспечивают получение точных границ контура участков 2;4 (фиг. 1;2), выполняются по имеющимся картам дефектации с использованием доступного программного обеспечения Процесс совмещают с параметрами управления оборудования для нанесения гальванических покрытий. Его проводят в автоматическом режиме до заращивания участков местного повышенного износа детали 1 (5; 12 на фиг,2; 4) до размера с минимальным износом, после чего подачу тока прекращают и процесс восстановления детали выполняют выглаживанием (фиг. 4) всей поверхности восстанавливаемого участка детали 1 до выравнивания профиля относительно профиля наружной поверхности восстанавливаемой детали 1, где удаляются местные неровности 13 на границах наносимого пластичного металла 12. Для этого керамический инструмент 14 с контактной рабочей поверхностью 15 при выглаживании совершает под давлением на деталь 1 перемещения вдоль и поперек участка износа с фиксированным положением инструмента 14 относительно детали 1. Положение инструмента измеряется датчиком 16 положения контактной поверхности 15 керамического инструмента и по его сигналам регулятор 17 поддерживает равномерные давление и толщину слоя гальваноконтактного покрытия детали.
Далее (фиг. 5) в ванне заменяют электролит 7 на состав, который рекомендован для материала наносимого на заключительном этапе равномерного слоя покрытия 2. Это могут быть рабочие среды в различном агрегатном состоянии. Далее включают технологический ток на деталь 1 (катод) и анод 18 и на режимах гальваноконтактного метода нанесят равномерное покрытие 12 с одновременной раскаткой каждого слоя контактной поверхностью 15 керамического инструмента 14. Давление измеряют датчиком 21 давления и регулируют адаптивным регулятором 22 давления контактной поверхности 15 на наносимые слои покрытия 12. Процесс выполняют под давлением инструмента 14 в направлении 19 до получения геометрии и свойств восстановленной детали 1 с поверхностью 20. При этом в поверхностных слоях покрытия формируются сжимающие остаточные напряжения и выравнивается их величина, что устраняет трещинообразование, повышает другие эксплуатационные характеристики, такие как отражательная способность и механические характеристики восстановленной детали.
Пример выполнения способа.
Требуется восстановить износ вала привода насоса из материала 30ХГСНА с диаметром 22+0,02 Ra=0,63 мкм мм, где в процессе эксплуатации под подшипником скольжения образовалась выработка глубиной от 0,08 до 0,13 мм с эллипсом по диаметру 0,05 мм шириной 6 мм. на расстоянии от конца вала 36 мм. Строят карту дефектации и составляют программу для нанесения слоя фоторезиста на промытую и обезжиренную восстанавливаемую деталь. Выбирают пластичный материал - никель, электролит на базе сульфатов и фторидов, материал анода из никеля НПА-2, режимы нанесения локальных покрытий гальваническим методом: плотность тока 12-13 КА/м2. Температура электролита 325-330 К.. Время обработки 22-25 минут.
Покрытие на заключительном этапе восстановления участков детали хромом с выполнением герметичного хромирования выполняют в электролите состава Cr2O3 - 200-250 г/л; H2SO4 - 2,0-2,5 г/л при температуре не выше 330К, плотности тока 20 КА/м2, давлении керамического инструмента 2 МПа. Время обработки 14-15 минут.
После восстановления размеры восстановленной поверхности детали составили: диаметр 22+0,01 мм, шероховатость поверхности Ra=0,4 мкм Время восстановления детали сократилось в 2-3 раза по сравнению с традиционной технологией, включающей чистовую механическую обработку с нагревом места обработки выше 700 К. Качество восстановленной детали соответствует требованиям чертежа.
Инструмент 14 (фиг. 5.) для гальваноконтактного нанесения на деталь 1 наружного равномерного покрытия 12 для раскатки каждого слоя твердой контактной поверхностью 15 керамического инструмента 14 в электролите 7, через который между деталью 1 (катод) и анодом 18 протекает электрический ток.. Давление инструмента 14 действует в направлении 19 до получения геометрии и свойств восстановленной детали 1 с поверхностью 20.. Контактная рабочая поверхность 15 керамического инструмента 14 имеет форму, зеркально отражающую геометрию поверхности восстанавливаемого участка детали после выравнивания профиля На инструменте 14 со стороны детали 1 закреплен датчик 21 давления контактной поверхности 15 на наносимые слои покрытия 12 электрически связанный с адаптивным регулятором 22 давления контактной поверхности 15 на наносимые слои покрытия 12.
Такой же инструмент используется в схеме на фиг. 4 для выглаживания поверхности детали 1 после нанесения пластичного металла 12 с целью удаления местных неровностей 13 где на инструмент 14 со стороны твердой контактной рабочей поверхности 15 установлен датчик 16 положения инструмента, связанный электрической цепью с регулятором 17 положения контактной поверхности 15 инструмента 14 относительно выровненного профиля восстанавливаемого участка детали 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ СТАЛИ ИЛИ ЧУГУНА | 2008 |
|
RU2396153C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ВОССТАНАВЛИВАЕМОЙ СТАЛЬНОЙ ИЛИ ЧУГУННОЙ ДЕТАЛИ | 2006 |
|
RU2343049C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ЗУБЧАТЫХ КОЛЕС | 2005 |
|
RU2284253C1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЛЕМЕХА С ЛУЧЕВИДНЫМ ИЗНОСОМ | 2010 |
|
RU2464146C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ДЕТАЛЕЙ | 2006 |
|
RU2318637C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2002 |
|
RU2240908C2 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2002 |
|
RU2224827C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2017 |
|
RU2671030C2 |
Группа изобретений относится к способу гальваноконтактного восстановления металлической детали и инструменту для выглаживания и раскатки слоев гальванического покрытия, используемому при осуществлении способа. На участок восстанавливаемой детали с повышенным износом гальваническим методом под током наносят слой пластичного металла, после чего прекращают подачу тока и инструментом выглаживают всю поверхность восстанавливаемого участка детали. Затем гальваноконтактным методом под током на всю восстанавливаемую поверхность детали послойно с одновременной раскаткой каждого слоя инструментом наносят равномерное покрытие из металлического материала с эксплуатационными характеристиками не ниже свойств материала восстанавливаемой детали. Используют керамический инструмент, имеющий форму зеркального отражения от геометрической поверхности восстанавливаемого участка детали после выравнивания профиля. Обеспечивается повышение точности геометрических размеров и качества поверхностного слоя восстанавливаемой детали с неравномерным износом геометрических размеров и нарушением эксплуатационных свойств поверхностного слоя. 2 н.п. ф-лы, 5 ил., 1 пр.
1. Способ гальваноконтактного восстановления металлической детали, включающий гальваническое нанесение слоев покрытия на участок восстанавливаемой детали с повышенным износом и обработку слоев покрытия при давлении инструмента на наносимое покрытие, отличающийся тем, что его осуществляют в несколько этапов, на начальном этапе на участок восстанавливаемой детали с повышенным износом гальваническим методом под током наносят слой пластичного металла толщиной, обеспечивающей заращивание участка детали с повышенным износом до размера с минимальным износом, после чего прекращают подачу тока и инструментом выглаживают всю поверхность восстанавливаемого участка детали до выравнивания профиля относительно профиля наружной поверхности восстанавливаемой детали, затем на заключительном этапе гальваноконтактным методом под током на всю восстанавливаемую поверхность детали послойно с одновременной раскаткой каждого слоя инструментом наносят равномерное покрытие из металлического материала с эксплуатационными характеристиками не ниже свойств материала восстанавливаемой детали с толщиной до получения геометрии восстановленной детали, при этом используют керамический инструмент, имеющий форму зеркального отражения от геометрической поверхности восстанавливаемого участка детали после выравнивания профиля.
2. Инструмент для выглаживания и раскатки слоев гальванического покрытия, используемый при осуществлении способа гальваноконтактного восстановления металлических деталей по п. 1, выполненный с возможностью давления на наносимое покрытие, отличающийся тем, что он выполнен керамическим с твердой контактной рабочей поверхностью, причем контактная рабочая поверхность инструмента имеет форму зеркального отражения от геометрической поверхности восстанавливаемого участка детали после выравнивания профиля, при этом на инструменте со стороны контактной рабочей поверхности установлен датчик положения инструмента, связанный электрической цепью с регулятором положения контактной поверхности инструмента относительно выровненного профиля восстанавливаемого участка детали, и датчик давления, подключенный к адаптивному регулятору давления контактной поверхности инструмента на покрытие.
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2002 |
|
RU2224827C2 |
| БОЛДЫРЕВ А | |||
| И | |||
| и др | |||
| Получение хромовых покрытий с заданными свойствами методом гальваноконтактного осаждения | |||
| Вестник ВГТУ, 2012, N 12-1 | |||
| СПОСОБ ГАЛЬВАНОКОНТАКТНОГО ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЛЕНТ | 2003 |
|
RU2243297C1 |
| Способ получения износостойкогопОКРыТия | 1979 |
|
SU795845A1 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2333298C2 |
| DE 3840310 A1, 06.07.1989. | |||

