Изобретение относится к способу изготовления многокамерной тубы с по меньшей мере двумя камерами и одной тубной головкой с запираемыми выпускными отверстиями, соответствующими числу камер.
Известный из WO 94/19251 способ изготовления многокамерной тубы заключается в том, что отдельно изготавливают по меньшей мере два расположенных параллельно друг другу трубчатых элемента, образующих при наложении общий закругленный внешний периметр, причем трубчатые элементы насаживают на разделенные в соответствии с числом желаемых камер оправки, оправки с трубчатыми элементами сводят, совместно подводят к позиции прессования и прессуют порции пластмассы для получения тубной головки с перегородками при одновременном соединении тубной головки с концами трубчатых элементов.
Этот способ очень сложен, так как необходимо изготавливать сначала несколько отдельных труб и дополнительный, связывающий их запорный элемент, который охватывает все тубные заготовки.
Задача изобретения заключается в усовершенствовании способа изготовления многокамерной тубы таким образом, что обеспечивается упрощенное и более дешевое изготовление.
Эта задача решается тем, что в способе изготовления многокамерной трубы с по меньшей мере двумя камерами и одной тубной головкой с запираемыми выпускными отверстиями, соответствующими числу камер, при котором отдельно изготавливают по меньшей мере два расположенных параллельно друг другу трубчатых элемента, образующих при наложении общий закругленный внешний периметр, причем трубчатые элементы насаживают на разделенные в соответствии с числом желаемых камер оправки, оправки с трубчатыми элементами сводят, совместно подводят к позиции прессования и прессуют порции пластмассы для получения тубной головки с перегородками при одновременном соединении тубной головки с концами трубчатых элементов, согласно изобретению трубчатые элементы по меньшей мере в двух местах снабжают аксиальными надрезными линиями и прилегающие друг к другу отрезки трубчатых элементов по меньшей мере частично связывают друг с другом в продольном направлении.
Согласно одной форме выполнения способа трубчатые элементы деформируют вдоль аксиальных надрезных линий в поперечном сечении в частично круглые отрезки.
Согласно еще одной форме выполнения при прессовании краевые концы трубчатых элементов жестко связывают друг с другом.
Способ согласно изобретению поясняется далее с помощью следующих изображений:
Фиг.1 - двухкамерная туба в частичном поперечном сечении;
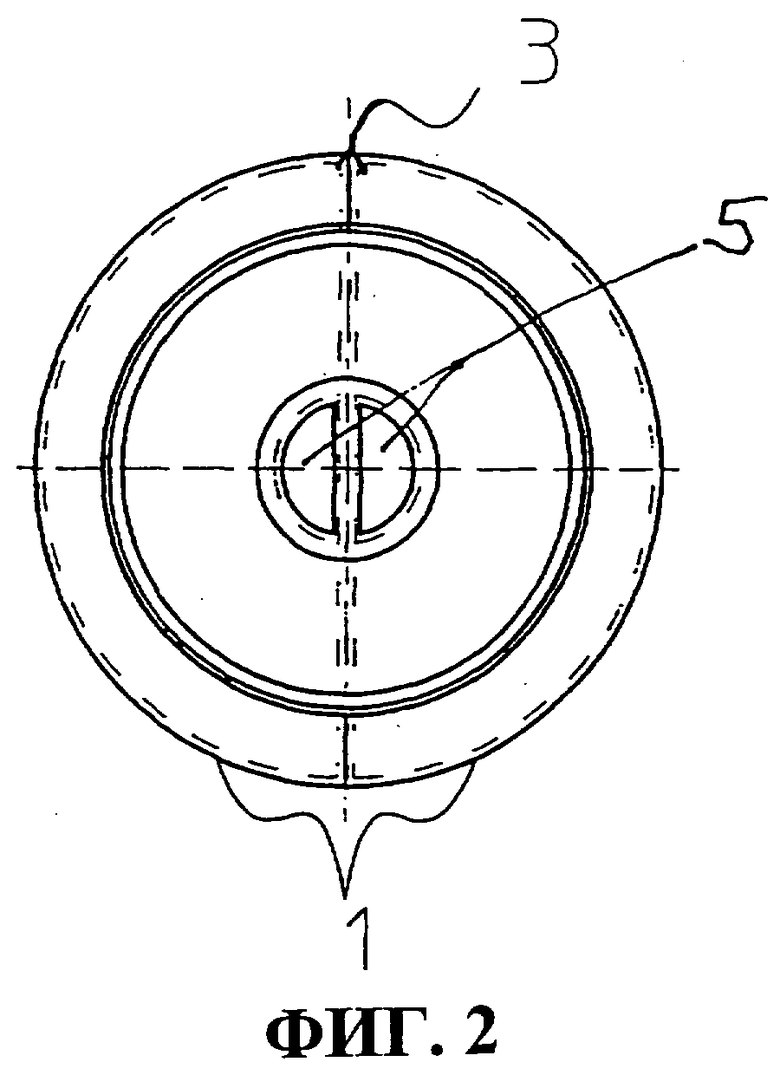
Фиг.2 - вид сверху на многокамерную тубу.
Показанная на фиг.1 двухкамерная туба, как пример многокамерной тубы, состоит из двух трубчатых элементов 2, 2', которые изготавливают известным из DE-C 31 05 146 способом.
Изготовленные трубчатые элементы 2, 2', в случае необходимости разрезанные на мерные длины, снабжают в двух местах аксиальными надрезами, причем надрезные линии 3 маркируют на трубчатом элементе 2, 2' места, в которых должно происходить отгибание полученной круглой формы для образования, например, D-образного в периметре трубчатого элемента 2, 2'. Надрезные линии 3 выполнены таким образом, что оба трубчатых элемента 2, 2' сформованы в форму D, прилегают друг к другу своими прямыми участками и образуют закругленный внешний периметр. Внешний периметр может быть, например, круглым или любой овальной формы. Вид закрепления при, например, D-образных трубчатых элемента 2, 2' задается промежутком между обеими надрезными линиями 3.
Надрезанные трубчатые элементы 2, 2' перемещают через формующую пластину, в которой происходит остающееся изменение формы, например, двухкамерной тубы D-образная в поперечном сечении форма, кромки которой, ограничивающие прямые участки, задаются обеими надрезными линиями 3.
Затем трубчатые элементы 2, 2' по отдельности подают к выполненным соответствующим образом оправкам, которые для насаживания трубчатых элементов предпочтительно расположены на расстоянии друг от друга и подвижно друг другу. При насаживании трубчатых элементов 2, 2' на разделенную в соответствие с числом камер оправку необходимо следить за тем, чтобы зоны шва каждой трубы лежали отдельно друг от друга, т.е. на расстоянии друг от друга на прямых участках D-образных трубчатых элементов 2, 2', чтобы не образовывались перекрывающие четырехкратные слои при сборке трубчатых элементов 2, 2' в многокамерную тубу. Размещенные на расстоянии друг от друга или отведенные друг от друга для насаживания трубчатых элементов 2, 2' оправки сводят и совместно подводят к позиции прессования. В позиции прессования из одной или, в случае необходимости, нескольких порций расплавленного материала изготавливают тубную головку 4 с выпускными отверстиями 5 и/или, в случае необходимости, также с несколькими перегородками 6. Одновременно производят соединение с обоими трубчатыми элементами 2, 2' как на внешней кромке, так и на перегородке 6, так что в результате образуются две полностью отделенные друг от друга камеры 7, 7'. При надвигании между обоими концами трубчатых элементов, которые подведены к позиции прессования, остается остаточный зазор на высоте плечевого контура, который связан с полостью для образования плечей и вследствие этого при процессе прессования заполняется расплавленным материалом. Вследствие этого краевые концы трубчатых элементов 2, 2' обтекаются расплавом и при затвердевании жестко связываются друг с другом.
При этом жестко связываются друг с другом также и противолежащие верхние концы трубчатых элементов 2, 2'. Дополнительно вдоль всех образующих многокамерную тубу трубчатых элементов в любой зоне прилегающих друг к другу прямых участков соответствующей многокамерной тубы может обеспечиваться соединение, например, процессом приплавления или приклеивания, вследствие чего противолежащие тубной головке 4 концы трубчатых элементов 2, 2' могут жестко соединяться друг с другом.
В случае необходимости, только тогда может производиться разрезание на мерную длину готовых многокамерных труб, например, вращающимся ножом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХ- ИЛИ МНОГОКАМЕРНЫХ ТУБ | 1997 |
|
RU2203805C2 |
| ДВУХКАМЕРНАЯ ТУБА | 2000 |
|
RU2263056C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ ТУБЫ С МАРКИРОВКОЙ ПОДЛИННОСТИ И ТАКАЯ ТУБА | 2003 |
|
RU2338672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНЫХ ТУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2246404C2 |
| БЛОК КУЛАЧКОВ | 1995 |
|
RU2119063C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ТЕЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ТУБЫ | 1996 |
|
RU2154005C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2000 |
|
RU2238188C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1991 |
|
RU2021129C1 |
| СПОСОБ КАЛИБРОВКИ КРОМКООБРЕЗНЫХ УСТРОЙСТВ И ТАКОЕ КРОМКООБРЕЗНОЕ УСТРОЙСТВО | 2005 |
|
RU2334597C1 |
| ЭКСТРУДЕР | 2005 |
|
RU2350468C2 |
Изобретение относится к способу изготовления многокамерной тубы с по меньшей мере двумя камерами и одной тубной головкой с запираемыми выпускными отверстиями, соответствующими числу камер. В описываемом способе отдельно изготавливают по меньшей мере два расположенных параллельно друг другу трубчатых элемента, образующих при наложении общий закругленный внешний периметр. Трубчатые элементы по меньшей мере в двух местах снабжают аксиальными надрезными линиями. Трубчатые элементы насаживают на разделенные в соответствии с числом желаемых камер оправки. Оправки с трубчатыми элементами сводят, совместно подводят к позиции прессования и прессуют порции пластмассы для получения тубной головки с перегородками при одновременном соединении тубной головки с концами трубчатых элементов. Прилегающие друг к другу отрезки трубчатых элементов по меньшей мере частично связывают друг с другом в продольном направлении. Изобретение обеспечивает упрощение и удешевление изготовления многокамерной тубы. 2 з.п. ф-лы, 2 ил.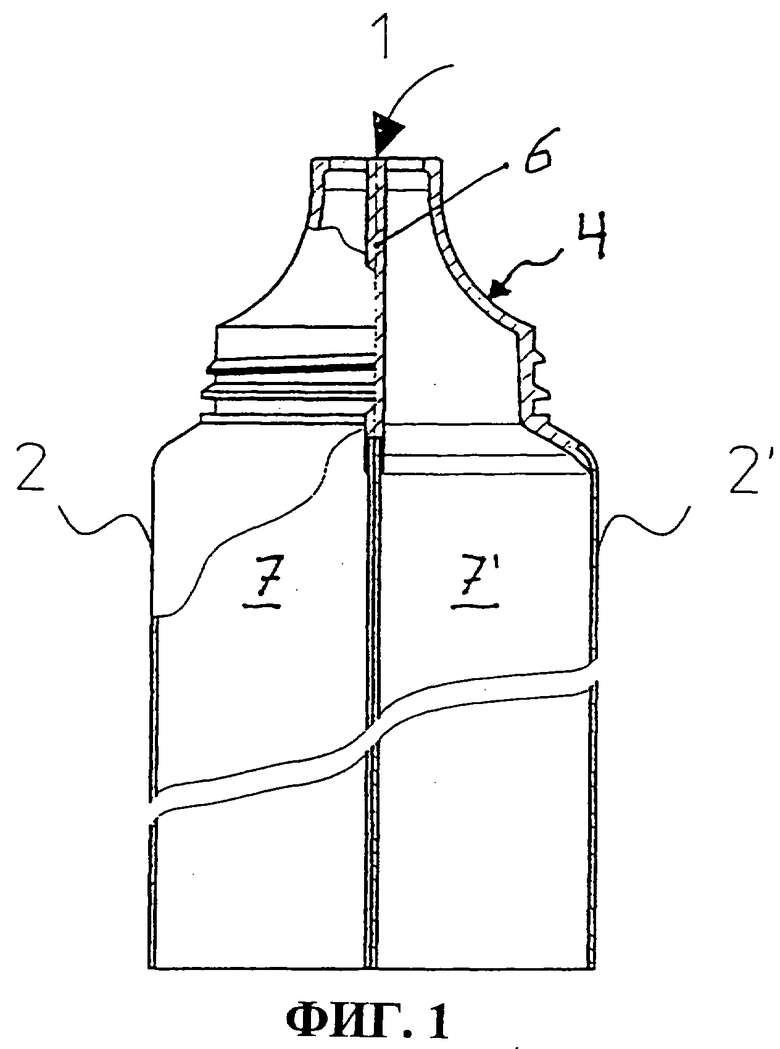
| Экономайзер | 0 |
|
SU94A1 |
| Душевое устройство | 1978 |
|
SU867374A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 5823391 A, 20.10.1998 | |||
| DE 19911728 A1, 28.09.2000 | |||
| ТРУБЧАТОЕ ИЛИ ПОЛОЕ ИЗДЕЛИЕ ПОСТОЯННОГО ИЛИ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЛИСТОВОГО ИЛИ ЛЕНТОЧНОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2116199C1 |

