Изобретение относится к лазерной технике, а именно к устройствам, применяемым для получения объемных изделий в процессах селективного лазерного спекания порошковых материалов.
Известны различные устройства для послойного изготовления трехмерных объектов, реализующие лазерные методы спекания порошковых материалов, предполагающие использование трехкоординатного сканирования лазерного луча и сложные раздельные системы послойной подачи и механического разравнивания порошка [1, 2].
В применяемых устройствах используются технологии, связанные с существенной температурной деформацией порошковых частиц вплоть до полного их расплавления, не обеспечивающие получения изделий с заданной пористостью.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является установка порошковой лазерной стереолитографии [3], включающая корпус с рабочим пространством, лазерное устройство с оптической системой, установленной с возможностью горизонтального перемещения по двум взаимно перпендикулярным направлениям с помощью элементов привода, связанных с блоком управления, технологическую платформу для размещения спекаемой заготовки, установленную с возможностью вертикального перемещения с помощью элемента привода, связанного с блоком управления, и приспособление для подачи порошка из бункера в рабочее пространство над технологической платформой. Известная установка, обладая возможностью получения изделий с заданной пористостью, тем не менее, не позволяет получать композиционные изделия и покрытия с использованием заранее изготовленного пористого или монолитного каркаса с простой геометрической формой поверхности, что значительно ограничивает области ее применения.
Задача, на решение которой направлено заявляемое изобретение, заключается в создании установки порошковой лазерной стереолитографии, обеспечивающей получение изделий высокого качества с заданным комплексом эксплуатационных свойств, имеющей широкую область применения.
Технический результат достигается тем, что установка порошковой лазерной стереолитографии, включающая корпус с рабочим пространством, лазерное устройство с оптической системой, установленной с возможностью горизонтального перемещения по двум взаимно перпендикулярным направлениям с помощью элементов привода, связанных с блоком управления, технологическую платформу для размещения спекаемой заготовки, установленную с возможностью вертикального перемещения с помощью элемента привода, связанного с блоком управления, и приспособление для подачи порошка из бункера в рабочее пространство над технологической платформой, дополнительно содержит устройство контроля и поддержания заданной толщины порошкового слоя, включающее вибратор, датчик контроля уровня поверхности порошкового слоя в рабочем пространстве корпуса и компенсатор уровня поверхности порошкового слоя, установленный между боковыми стенками технологической платформы и корпуса с возможностью вертикального перемещения с помощью элемента привода, не зависимого от элемента привода технологической платформы, причем пространство, образованное боковыми стенками технологической платформы, корпуса и торцевой поверхностью компенсатора уровня поверхности порошкового слоя, сообщается с бункером с помощью приспособления для подачи порошка, а вибратор, датчик контроля уровня поверхности порошкового слоя в рабочем пространстве корпуса и элемент привода компенсатора уровня поверхности порошкового слоя связаны с блоком управления.
Установка может содержать устройство подачи нейтрального газа и датчик контроля содержания нейтрального газа в рабочем пространстве корпуса, связанные с блоком управления, причем рабочее пространство корпуса изолировано от окружающей атмосферы и соединено с устройством подачи нейтрального газа.
Установка может содержать также устройство для создания вакуума и датчик контроля остаточного давления в рабочем пространстве корпуса, связанные с блоком управления, причем рабочее пространство корпуса изолировано от окружающей атмосферы и соединено с устройством для создания вакуума.
Техническим результатом от применения заявляемого изобретения является упрощение, снижение трудоемкости получения изделий при увеличении их качества за счет совмещения технологических операций дозирования и разравнивания порошка, связанных с раздельным дозированием и переносом порошка из дозирующего устройства в рабочее пространство над технологической платформой, повышающих производительность установки и исключающих потери порошка. Введение в состав установки устройства контроля и поддержания заданной толщины порошкового слоя, принцип работы которого основан на виброподаче, виброукладке порошка и осуществлении контроля за уровнем поверхности порошкового слоя с его необходимой компенсацией, позволит избегать неравномерности спекания слоев и получать изделия высокого качества. Кроме того, применение принципа виброукладки порошка дает возможность использовать заранее изготовленный пористый или монолитный каркас с простой геометрической формой поверхности, позволяющий получать композиционные изделия и покрытия с более разнообразными эксплуатационными свойствами при увеличении производительности установки, что позволяет говорить о расширении области ее применения. Дополнительное введение в состав установки устройства подачи нейтрального газа или устройства для создания вакуума позволит избежать окисления порошка в процессе лазерного спекания, что обеспечит получение изделий высокого качества.
На чертеже схематически изображен вертикальный разрез предложенной установки. Установка имеет корпус 1 с рабочим пространством 2, изолированным от окружающей атмосферы, лазерное устройство 3 с оптической системой 4, горизонтальное перемещение которой по двум взаимно перпендикулярным направлениям обеспечивают элементы привода 5, технологическую платформу 6 для размещения спекаемой заготовки 7, подвижно установленную с возможностью перемещения в вертикальном направлении с помощью элемента привода 8, бункер 9 с приспособлением 10 для подачи порошка 11 в рабочее пространство 2 над технологической платформой 6. Установка содержит также устройство контроля и поддержания заданной толщины порошкового слоя, включающее вибратор 12, датчик 13 контроля уровня поверхности порошкового слоя и компенсатор 14 уровня поверхности порошкового слоя, установленный между боковыми стенками технологической платформы 6 и корпуса 1 с возможностью перемещения в вертикальном направлении с помощью элемента привода 15, не зависимого от элемента привода 8 технологической платформы 6. Пространство, образованное боковыми стенками технологической платформы 6, корпуса 1 и торцевой поверхностью компенсатора 14 уровня поверхности порошкового слоя, сообщается с бункером 9 с помощью приспособления 10 для подачи порошка 11. Элементы привода 5 оптической системы 4, элемент привода 8 технологической платформы 6, элемент привода 15 компенсатора 14 уровня поверхности порошкового слоя, вибратор 12, датчик 13 контроля уровня поверхности порошкового слоя связаны с блоком управления 16.
Установка может содержать устройство 17 подачи нейтрального газа в рабочее пространство 2 корпуса 1 и датчик 18 контроля содержания нейтрального газа в рабочем пространстве 2 корпуса 1, связанные с блоком управления 16.
Установка может содержать также устройство 19 для создания вакуума в рабочем пространстве 2 корпуса 1 и датчик 20 контроля остаточного давления в рабочем пространстве 2 корпуса 1, связанные с блоком управления 16.
Установка работает следующим образом. В блок управления 16 загружают программное обеспечение, которое включает в себя компьютерный образ изделия, разбитый на горизонтальные слои заданной толщины; программу горизонтального перемещения оптической системы 4 с помощью элементов привода 5 при сканировании каждого слоя лазерным лучом; программу дискретного вертикального перемещения технологической платформы 6 с заготовкой с помощью элемента привода 8 при переходе с одного слоя на другой; программу управления затвором лазерного устройства. На торцевой поверхности технологической платформы 6, находящейся в крайнем верхнем положении, крепят каркас спекаемой заготовки 7, в бункер 9 засыпают необходимое количество порошка 11. После этого с помощью приспособления 10 порошок 11 подают из бункера 9 в пространство, образованное боковыми стенками технологической платформы 6, корпуса 1 и торцевой поверхностью компенсатора 14 уровня поверхности порошкового слоя, находящегося в крайнем нижнем положении. Включая вибратор 12, равномерно распределяют порошок 11 по торцевой поверхности компенсатора 14.
В случае проведения процесса спекания в нейтральном газе рабочее пространство 2 изолируют от окружающей атмосферы и с помощью устройства 17 производят подачу в него нейтрального газа. Содержание нейтрального газа в рабочем пространстве 2 корпуса 1 контролируют датчиком 18, связанным с блоком управления 16.
В случае проведения процесса спекания в вакууме рабочее пространство 2 изолируют от окружающей атмосферы и с помощью устройства 19 создают в нем вакуум. Контроль остаточного давления в рабочем пространстве 2 корпуса 1 осуществляют датчиком 20, связанным с блоком управления 16.
После достижения в рабочем пространстве 2 корпуса 1 необходимой концентрации нейтрального газа или значения остаточного давления через блок управления 16 подают команду элементу привода 8 на перемещение технологической платформы 6 вниз и фиксацию в положении, когда ее торцевая поверхность находится в фокусе оптической системы 4. С помощью элемента привода 15 компенсатор 14 уровня поверхности порошкового слоя перемещают вверх. При этом порошок 11 попадает на торцевую поверхность технологической платформы 6. Включая вибратор 12, равномерно распределяют порошок 11 по торцевой поверхности технологической платформы 6, после чего с помощью датчика 13 производят контроль уровня поверхности порошкового слоя. При высоте уровня, превышающей заданный, блок управления 16 дает команду элементу привода 15 на перемещение компенсатора 14 вниз и включение вибратора 12. При высоте уровня ниже заданного блок управления 16 дает команду элементу привода 15 на перемещение компенсатора 14 вверх и включение вибратора 12. После достижения необходимой высоты уровня поверхности порошкового слоя блок управления 16 дает команду на включение лазерного устройства 3. Лазерный луч через оптическую систему 4, горизонтально перемещающуюся с помощью элементов привода 5 по команде блока управления 16, обеспечивает спекание участка порошкового слоя заданной конфигурации путем сканирования по его поверхности. Затем с помощью блока управления 16 и элемента привода 8 перемещают технологическую платформу 6 вниз на толщину спекаемого слоя порошка и фиксируют ее в этом положении. С помощью элемента привода 15, перемещая компенсатор 14 вверх, подают порошок 11 на поверхность спеченного слоя заготовки и, включая вибратор 12, равномерно распределяют порошок на поверхности слоя. Контролируя высоту уровня поверхности порошкового слоя с помощью датчика 13, перемещением компенсатора 14 и включением-выключением вибратора 12 добиваются достижения необходимой толщины порошкового слоя. Затем с помощью блока управления 16 дают команду на включение лазерного устройства 3 и обеспечивают спекание второго порошкового слоя заданной конфигурации. Последовательно наращивая слой за слоем, производят полное спекание заготовки. После этого перемещают технологическую платформу 6 в крайнее верхнее положение, отключают устройство 17 подачи нейтрального газа (или устройство 19 для создания вакуума) и снимают заготовку 7.
Источники информации
1. J.Hanninen. Direct Metal Laser Sintering. / Advanced Materials & Processes. - May 2002. - P.33-36.
2. Кузнецов В. Системы быстрого изготовления прототипов и их расширения. CAD/CAM/CAE Observer. - №4(13). - 2003. - С.2-7.
3. Заявка ФРГ №10053742, МПК7 В22F 3/105, В29С 47/04, В22С 7/00, опубл. 29.05.2002 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2497978C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЕКАНИЕМ ПОРОШКОВ | 2013 |
|
RU2550475C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНЫХ МАТЕРИАЛОВ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365468C2 |
| Устройство для получения изделий из порошкообразных материалов | 2017 |
|
RU2705822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНЫХ МАТЕРИАЛОВ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401180C2 |
| Устройство для получения изделий из порошковых материалов | 2023 |
|
RU2825246C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ПОРОШКА | 1994 |
|
RU2141887C1 |
| Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания | 2018 |
|
RU2710822C1 |
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
Изобретение относится к лазерной технике, а именно к устройствам для получения объемных изделий в процессе селективного лазерного спекания порошковых материалов. Установка порошковой лазерной стереолитографии включает лазерное устройство с оптической системой, технологическую платформу для размещения спекаемой заготовки, приспособление для подачи порошка в рабочее пространство над технологической платформой, устройство контроля и поддержания заданной толщины порошкового слоя. Оптическая система выполнена с возможностью горизонтального перемещения по двум взаимно перпендикулярным направлениям. Технологическая платформа установлена с возможностью вертикального перемещения. Устройство контроля включает вибратор, датчик контроля уровня поверхности порошкового слоя и компенсатор уровня поверхности порошкового слоя. Компенсатор установлен между боковыми стенками технологической платформы и корпуса с возможностью вертикального перемещения с помощью привода, не зависимого от привода технологической платформы. Пространство, образованное боковыми стенками технологической платформы, корпуса и торцевой поверхностью компенсатора, сообщается с приспособлением для подачи порошка. Вибратор, датчик контроля уровня поверхности порошкового слоя и элемент привода компенсатора связаны с блоком управления. Техническим результатом является получение высококачественных изделий с заданным комплексом эксплуатационных свойств. 2 з.п. ф-лы, 1 ил.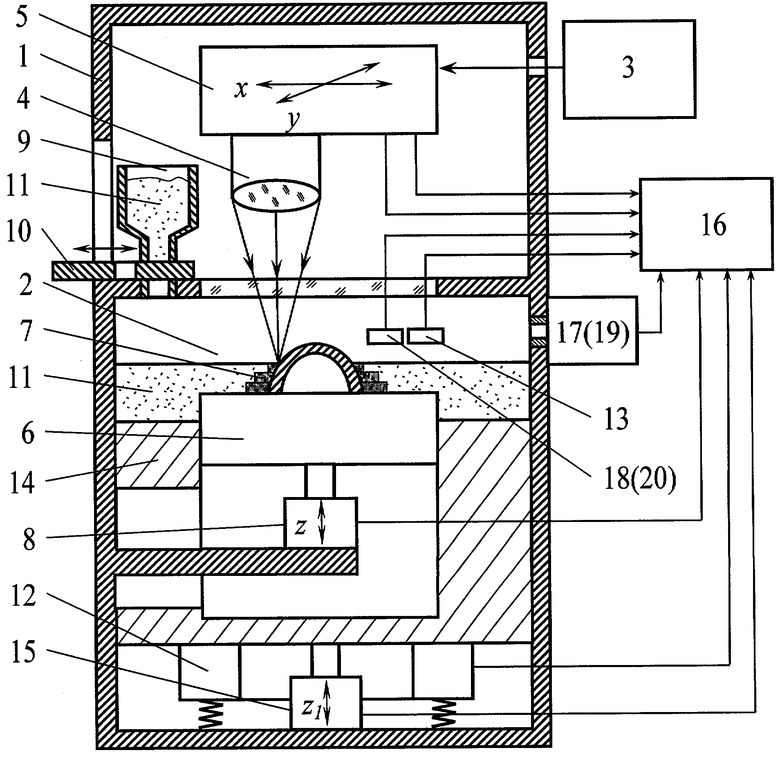
| DE 10053742 A1, 29.05.2002 | |||
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ПОРОШКА | 1994 |
|
RU2141887C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| US 5597589 A, 28.01.1997 | |||
| Установка для нанесения покрытий из металлических порошков на сферические изделия | 1986 |
|
SU1382591A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

