(О
00
00
to ел
со
тушку 8 и двигатели 3, 4. Шар, центр которого находится в точке Oj, получает скорость ы. Включают катушку 7 и выключают катушку 8. Блок управления 6 обеспечивает периодическое включение электромагнитов. Шар перемещается к полусфере 2 и получает скорость . Находясь в точке О,, шар
имеет ось врашеипя, смещенную на угол о( 15-30 по отношению к первоначальной оси вращения, что обеспечивает равномерность нанесения покрытия. Из устройства 9 подают раскаленный порошок под давлением сжатого газа. Происходит нанесение покрытия на изделие. 1 з.п. ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий из металлических порошков | 1985 |
|
SU1292919A1 |
| Устройство для нанесения покрытий из металлических порошков на поверхность сферических изделий | 1986 |
|
SU1366295A1 |
| Установка для нанесения покрытий из металлических порошков | 1985 |
|
SU1292921A1 |
| Установка для нанесения покрытий из металлических порошков на сферические изделия | 1986 |
|
SU1404180A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние поверхности изделий | 1986 |
|
SU1397182A1 |
| Установка для нанесения покрытий из металлических порошков | 1985 |
|
SU1292918A1 |
| Устройство для нанесения покрытий из металлических порошков | 1985 |
|
SU1321524A1 |
| Устройство для нанесения покрытий из металлических порошков на поверхности зубчатых колес | 1986 |
|
SU1419810A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2013 |
|
RU2526342C1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности изделий | 1986 |
|
SU1423284A1 |
Изобретение относится к установкам для нанесения покрытий из металлических порошков на сферические изделия. Цель - повышение качества покрытий и геометрической точности изделий, а также повышение производительности процесса. Упрочняемое изделие устанавливают в полусфере 1 сердечника электромагнита, включают ка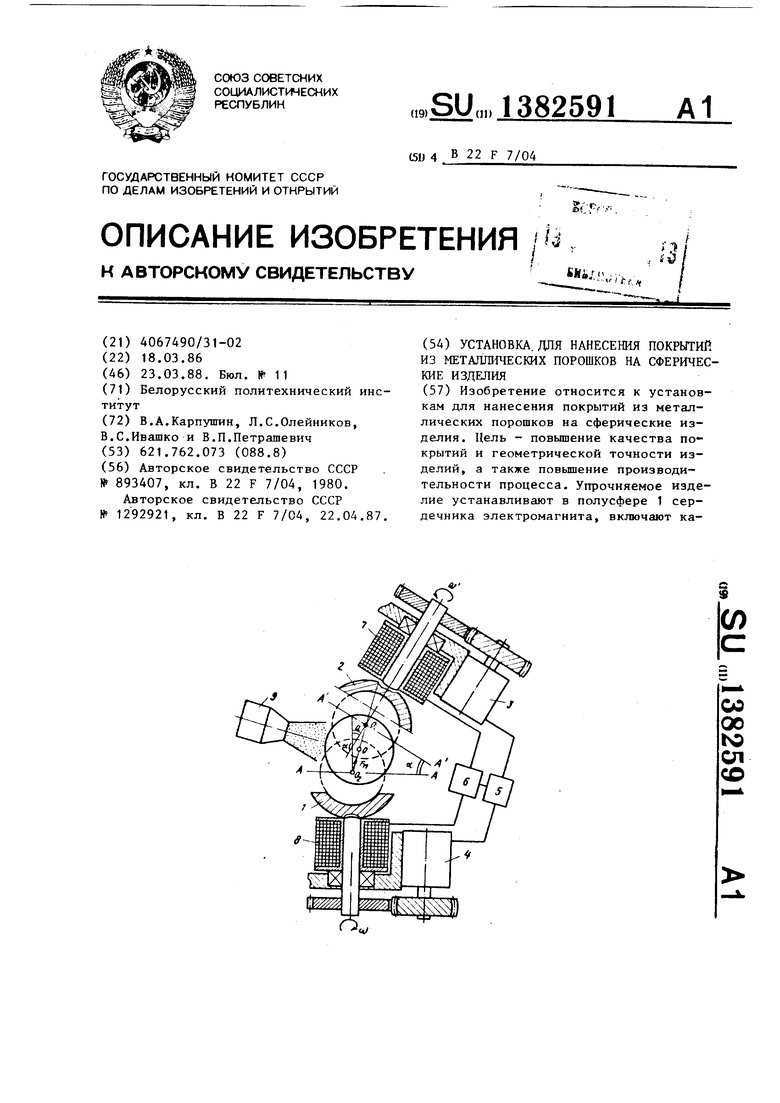
1
Изобретение относится к порошковой металлургии, в частности к установкам для нанесения покрытий из металлических порошков на поверхность изделий, имеющих форму шара.
Цель изобретения - повышение качества покрытий и геометрической точности изделий, а также повьш1ение производительности процесса.
На чертеже представлена предлагаемая установка, общий .вид в разрезе.
Установка содержит узел вращения, состоящий из двух электромагнитов, расположенных так, что оси вращения их пересекаются под углом oi , лежащем в пределах 15-30 , а сердечники жестко соединены с полусферами 1 и 2 внутренний радиус которых равен радиусу упрочняемого шара, причем электромагниты установлены с возможностью вращения от двигателей 3 и 4, соединенных с источником 5 питания и блоком 6 управления, который соединен с катушками 7 и 8 электромагнитов. Раскаленный порошок подается из устройства 9 под давлением сжатого воздуха (газа). Электромагниты установлены с возможностью вращения в противоположные стороны относительно друг друга.
Установка для нанесения покрытий из металлических порошков работает следующим образом.
Упрочняемый шар устанавливают в полусфере 1 сердечника. Включают катушку 8 электромагнита и двигатели 3 и 4. Шар, центр которого находится в точке Oj, получает скорость ui. Включают катушку 7 и выключают катушку 8. Блок 6 управления обеспечивает периодическое включение и выключение электромагнитов. Шар под действием
0
5
0
5
0
5
0
электромагнитной силы F перемещаетЛп
ся к полусфере 2 и получает скорость w . Шар, находясь в точке О,, имеет ось вращения, смещенную на угол с/ по отношению к первоначальной оси вращения, чем и обеспечивается равномерное нанесение покрытия в процессе работы. Раскаленный порошок подают под давлением сжатого газа из устройства 9. Вследствие того, что шар в точках 0 и Oij имеет скорость вращения (х), CJ , например в противоположную сторону, а радиусы полусфер равны радиусу шара, то происходит притирание порошка к основе, что обеспечивает высокую адгезию наносимого покрытия.
Постоянное обновление точек контакта поверхностей полусферы с поверхностью упрочняемой детали обеспечивается периодическим поворотом шара в описанной конструкции за счет рас положения осей электромагнитов под соответствующим углом (в известной конструкции производится качание верхней полусферы, в то время как нижняя постоянно находится в устойчивом вертикальном положении, поэтому интенсивность обновления точек контакта с поверхностями полусферы ниже, чем в описанной конструкции). Геометрическая точность получаемого размера шара обеспечивается плавным вращением сердечников электромагнитов и жесткой кинематической связью с приводными двигателями (в известной конструкции верхняя полусфера совершает под действием электромагнита скачкообразное угловое перемещение с изменяющимся ускорением, а возвратное перемещение осуществляется с помощью пружины растяжения
также с изменяющимся ускорением, что в свою очередь, оказывает отрицательное влияние на точность геометри формируемой сферы и качество покры тия) .
Ударное взаимодействие шара с полусферой в описанном устройстве выше в 2-3 раза и это объясняется тем, что полусферы 1 и 2 устройства являются сердечниками электромагнитов.
При уменьшении угла с за предел 15 происходит снижение угловой скорости шара и полусфер 1 и 2, что сни жает качество покрытия - прочность сцепления с основой падает с 12 до 8 кг/мн, а геометрическая точность уменьшается в 1,3-1,5 раза.
При увеличении угла е/ за пределы 30 снижается производительность процесса в 1,2-1,6 раза по сравнению с установкой оптимального угла. Это объясняется уменьшением интенсивности перемещения точек сферической по- верхности относительно полусфер и узла подачи раскаленного порошка.
Электрическая схема управления (источник питания, блок управления) обеспечивает возможность автоматизировать рабочий цикл упрочнения сферической поверхности, а с помощью катушек 7 и 8 обеспечивается возможность регулирования усилий, действующих на металлический порошок со стороны рабочих полусфер 1 и 2.
В результате использования описанной установки увеличивается проч
ность сцепления порошкового слоя с материалом детали с 8 до 12 кг/мм, снижается пористость с 10 до 7%, обеспечивается геометрическая точность сферы по 3 кл. по сравнению с точностью (3-А кл.), получаемой с помощью известного устройства.
Формула изобретения
с блоком управления, отличающаяся тем, что, с целью повьппения качества покрытий и геометрической точности изделий, она снабжена дополнительным электромагнитом, соединенным с блоком управления, полусферы жестко соединены с сердечниками электромагнитов, последние соединены с двигателями и установлены с возможностью вращения в противоположные стороны, при этом центральные оси электромагнитов пересекаются под углом не менее 15°, а узел подачи порошка установлен в плоскости симметрии электромагнитов.
| Устройство для нанесения покрытий из металлических порошков | 1980 |
|
SU893407A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для нанесения покрытий из металлических порошков | 1985 |
|
SU1292921A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
