Изобретение относится к машиностроению и может быть использовано при изготовлении тепловыделяющих элементов тепловыделяющих сборок ядерных реакторов для подачи полых трубчатых оболочек в зону обработки, например, при приварке к их торцам заглушек.
Оболочки тепловыделяющих элементов, имеющие длину до нескольких метров, выполняются из специальных дорогостоящих сплавов. В соответствии с требованиями нормативной документации перед началом сварки партии тепловыделяющих элементов выполняется сварка технологических образцов, по результатом контроля которых делается заключение об исправности оборудования и о возможности начала процесса. Для изготовления таких образцов, как правило, используются длинномерные оболочки, от которых затем отрезаются образцы для металлографического контроля. Длина таких образцов во много раз превышает длину используемой оболочки, что связано с особенностями используемого оборудования. При этом имеет место дополнительный расход материала оболочек.
Известно устройство для сварки трубчатых полых оболочек, приведенное в патенте РФ № 2231833 (МПК7 G21С 3/06, G21С 21/02, 2004 г.), представляющее собой переходник, соединяющий детали по их внутреннему диаметру. Недостатком известного решения является сложность обеспечения надежного соединения оболочки, являющейся обрабатываемой деталью, с этим переходником из-за допусков на их ответные поверхности, что может привести к некачественной их обработке, например сварке или выходу из строя оборудования. Устройство предназначено для подачи в зону обработки как трубчатых полых оболочек, так и стержней, что не всегда требуется и усложняет конструкцию.
Наиболее близким к предлагаемому техническому решению является устройство, приведенное в патенте РФ № 2194313 (МПК7 G21С 17/00, G21С 17/06 - прототип), в котором устройство для фиксирования трубчатой оболочки, по сути, представляет собой двухлепестковую цангу, упругость которой определяет надежность фиксации трубчатой оболочки. Цанга является продолжением стержня-удлинителя с наружным диаметром, равным диаметру трубчатой оболочки. Очевидно, что такая конструкция не обеспечивает надежного закрепления образца в виде трубчатой оболочки, что приводит к его неточной установке и соскальзыванию, особенно при перемещении устройства внутри протяженных закрытых каналов. В ряде случаев использование такого устройства недопустимо с точки зрения техники безопасности. Для повышения надежности фиксации трубчатой оболочки длина посадочного места под нее должна быть достаточно большой, по крайней мере, больше длины этой трубчатой оболочки. Однако это все равно не решает в полной мере проблему надежности фиксации трубчатой оболочки и приводит к дополнительному расходу материала образца. Другим недостатком такого устройства является отсутствие универсальности, которая проявляется в том, что оно может быть использовано только для оболочек, имеющих достаточно жесткий допуск на внутренний диаметр.
Технической задачей изобретения является создание универсального устройства, конструкция которого позволит повысить надежность работы устройства, снизить расход используемого материала и улучшить технику безопасности.
Решение поставленной задачи достигается тем, что в известном устройстве для подачи трубчатой оболочки в зону обработки, состоящем из удлинителя с наружным диаметром, равным диаметру трубчатой оболочки и имеющим, по крайней мере, на одном конце механизм для фиксирования этой оболочки по ее внутреннему диаметру, согласно изобретению этот механизм состоит из направляющей для трубчатой оболочки и эластичного элемента, выполненного в форме тора и расположенного между торцом этой направляющей и торцом удлинителя, механически соединенных между собой посредством штока, проходящего через осевое отверстие эластичного элемента с возможностью их перемещения относительно друг друга вдоль своей оси.
Решение технической задачи обеспечивается также тем, что направляющая трубчатой оболочки и шток, соединяющий ее с удлинителем, имеют систему отверстий, одно из которых выходит на открытый торец направляющей трубчатой оболочки, а другое соединяет это отверстие с наружной поверхность штока и расположено за эластичным элементом. Кроме того, между эластичным торообразным элементом и удлинителем установлена промежуточная и сменная втулки, а диаметр эластичного торообразного элемента меньше наружного диаметра направляющей трубчатой оболочки.
Указанная совокупность признаков является новой, не известной из уровня техники и решает поставленную задачу, так как наличие эластичного торообразного элемента, расположенного между торцами направляющей трубчатой оболочки и удлинителя, при его радиальной деформации позволяет выбирать зазор между внутренней поверхностью трубчатой оболочки и наружной поверхностью эластичного торообразного элемента. В результате обеспечивается надежная фиксация трубчатой оболочки на направляющей устройства. Необходимая для фиксации трубчатой оболочки величина деформации эластичного торообразного элемента достигается за счет наличия механического (например, резьбового) соединения направляющей трубчатой оболочки и удлинителя, имеющих возможность перемещения относительно друг друга вдоль своей оси, и соединенных для этого штоком, проходящим через осевое отверстие эластичного торообразного элемента. Для устройства, в котором деформация эластичного торообразного элемента осуществляется путем вкручивания штока в удлинитель, предусмотрена промежуточная втулка, упрощающая затяжку соединения и повышающая надежность фиксации трубчатой оболочки. При этом исходный диаметр эластичного торообразного элемента может быть меньше диаметра направляющей, которая таким образом защищает этот элемент от повреждения его торцом трубчатой оболочки и исключает загрязнения ее торца материалом эластичного элемента. Так как ширина эластичного торообразного элемента существенно меньше длины устройства, используемого в прототипе, то длина используемой трубчатой оболочки существенно уменьшается, чем достигается экономия материала образца. Широкие пределы деформации торообразного эластичного элемента в радиальном направлении позволяют использовать предлагаемое устройство для образцов трубчатых оболочек, имеющих большой диапазон, допусков, по крайней мере, по внутреннему диаметру, вплоть до образцов, изготовленных из оболочек разного сортамента, отличающихся по величине внутреннего диаметра, что повышает универсальность устройства для подачи трубчатых оболочек в зону обработки. Повышению универсальности предлагаемого устройства способствует наличие в нем сменной втулки, уменьшением длины которой можно регулировать длину используемой трубчатой оболочки. Надежное закрепление трубчатой оболочки на удлинителе за счет деформации торообразного эластичного элемента, разжимаемого при помощи резьбового соединения, исключает несанкционированное соскальзывание трубчатой оболочки с удлинителя и способствует повышению безопасности работы, так как отпадает необходимость ее нештатной эвакуации из зоны его обработки при соскальзывании с удлинителя.
Безопасность работы с устройством достигается также тем, что направляющая для трубчатой оболочки и шток, соединяющий ее с удлинителем, имеют систему отверстий, одно из которых выходит на открытый торец направляющей трубчатой оболочки, а другое соединяет это отверстие с наружной поверхностью штока и расположено за эластичным торообразным элементом. Наличие такой системы отверстий позволяет использовать предлагаемое устройство, когда работа с трубчатыми оболочками, например сварка ее с заглушкой, выполняется при повышенном давлении среды. Через описанную выше систему отверстий происходит стравливание повышенного давления до выгрузки трубчатой оболочки и удлинителя из зоны обработки.
Сущность изобретения поясняется чертежами.
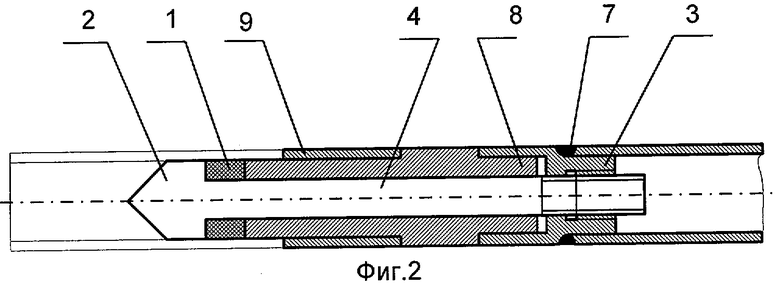
На фиг.1 показан общий вид устройства для подачи трубчатой оболочки в зону обработки.
На фиг.2 приведено это же устройство со сменной и дополнительной втулками.
Устройство для подачи трубчатой оболочки в зону обработки состоит из эластичного торообразного элемента 1, размещенного между торцами направляющей 2 трубчатой оболочки и удлинителя 3, которые соединены резьбовым соединением при помощи штока 4. По центру штока проходит отверстие 5, пересекающееся с отверстием 6, имеющим выход на наружную поверхность штока 4. Удлинитель 3 имеет сварной шов 7. Устройство снабжено дополнительной 8 и сменной 9 втулками. Обрабатываемый отрезок трубчатой оболочки показан тонкими линиями. Удлинитель 3 имеет сварной шов 9.
Устройство работает следующим образом.
В исходном положении торрообразный эластичный элемент 1 разжат. Таким образом, трубчатая оболочка легко устанавливается на направляющей 2 до упора в торец удлинителя 3. После этого вращением направляющей 2 и удлинителя 3 относительно друг друга при помощи резьбового соединения между штоком 4 и удлинителем 3 происходит сжатие и деформация эластичного элемента 1, который в общем случае может быть выполнен из резины. В результате этого трубчатый образец надежно фиксируется от осевого смещения, несанкционированное его соскальзывание исключается. Минимальная длина трубчатой оболочки в данном случае определятся длиной направляющей 2, шириной эластичного торообразного элемента 1 и соизмерима с внутренним диаметром трубчатой оболочки. Кроме этого, устройство может содержать дополнительную втулку 7, а при необходимости использования трубчатых оболочек различной длины - сменную втулку 8, регулирующую положение трубчатой оболочки на удлинителе. При работе с отрезком трубчатой оболочки в условиях с повышенным давлением среды, например при приварке к его торцу заглушки, система отверстий 5 и 6 устройства позволяет стравливать оставшееся под трубчатой оболочкой давление до момента расфиксирования. После выполнения необходимых операций с образцом трубчатой оболочки (сварки, торцовки) он выводится совместно с удлинителем из зоны обработки. Резьбовое соединение ослабляется, эластичный торообразный элемент 1 возвращается в исходное состояние, трубчатая оболочка снимается с устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА-СВИДЕТЕЛЯ СВАРНОГО СОЕДИНЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2005 |
|
RU2316065C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2300153C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2391726C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2004 |
|
RU2271906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2194313C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2293633C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении тепловыделяющих элементов тепловыделяющих сборок ядерных реакторов для подачи полых трубчатых оболочек в зону обработки, например, при приварке к их торцам заглушек. Заявленное устройство отличается тем, что механизм фиксирования оболочки в устройстве состоит из направляющей и эластичного горообразного элемента, расположенного между торцом удлинителя и направляющей, механически соединенных между собой посредством штока, проходящего через осевое отверстие эластичного торообразного элемента. При этом имеется возможность их перемещения относительно друг друга вдоль своей оси. Техническим результатом заявленного изобретения является создание универсального устройства, имеющего конструкцию, позволяющую повысить надежность работы устройства, снизить расход материала и улучшить технику безопасности. 3 з. п. ф-лы, 2 ил.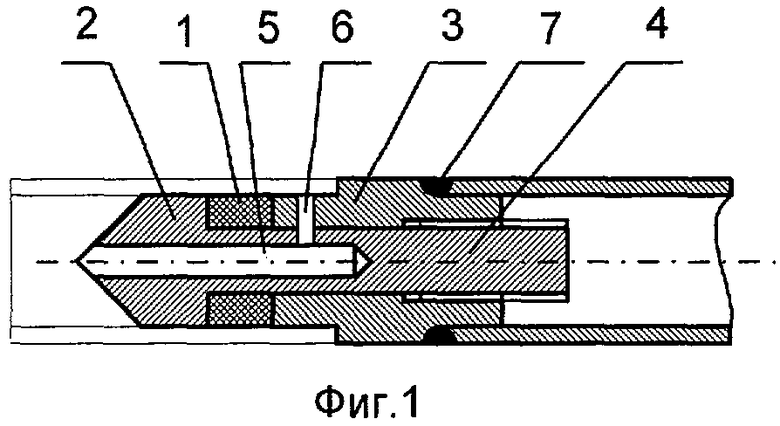
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2194313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА-СВИДЕТЕЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2231833C2 |
| DE 3337635 A1, 25.04.1985 | |||
| US 4879088 A, 07.11.1989. | |||

