Предлагаемый способ трафаретной многоцветной печати (устройство ручного станка с фиксацией в нем трафаретной печатной формы тремя упорами для обеспечения производства многокрасочной высококачественной трафаретной печати) относится к технике полиграфической промышленности, а именно к трафаретной печати, которая характеризуется тем, что перенос краски на окрашиваемую поверхность изделия осуществляется продавливанием краски ракелем через отверстия сетки трафаретной печатной формы.
Известен способ трафаретной многоцветной печати, включающий изготовление печатной формы посредством экспонирования позитивной пленки в экспозиционном устройстве, приводку с использованием приводных крестов и перенос ракелем краски с печатной формы на изделие в печатном станке при печати («Современная трафаретная печать», Л.А.Бригинец и др., Москва, изд. «Книга», 1975 г., с.18-33).
Недостатком известных способов печати является необходимость выполнения операции приводки с использованием в печатном станке механизмов приводки, что в свою очередь обусловливает усложнение и высокую стоимость процесса трафаретной печати.
Технической задачей, положенной в основу при создании данного изобретения, а также достигаемым техническим результатом является исключение применения механизмов приводки за счет фиксации печатной формы в печатном станке в соответствии с ее фиксацией в экспозиционном устройстве.
Сущность изобретения и его раскрытие.
Указанный технический результат достигается в предложенном способе трафаретной многоцветной печати, использующей экспонирование позитивной пленки по рискам на стекле экспозиционного устройства и фиксацию боковых поверхностей трафаретной печатной формы тремя упорами, закрепленными вместе со стеклом в металлической раме уголкового профиля, отличающемся тем, что перед переносом ракелем краски с трафаретной печатной формы на окрашиваемую поверхность изделия трафаретная печатная форма фиксируется на станке конусными упорами и прижимается четырьмя вертикальными прижимами, что позволяет при покраске ракелем сохранить адекватность рисунка на окрашенной поверхности с геометрическими расстояниями рисунка на экспозиционном устройстве в период экспонирования.
По всем этим признакам, отражающим уровень техники, предлагаемый станок имеет значительные преимущества. Так, фиксация трафаретной печатной формы в трех точках боковых поверхностей трафаретной печатной формы позволяет полностью отказаться от применения дорогостоящих механизмов приводок, а это облегчает и удешевляет конструкцию станка.
Фиксация трафаретной печатной формы в станке тремя упорами в период продавливания краски ракелем из отверстий сетки на окрашиваемую плоскость изделия не только создает возможность производства многокрасочной трафаретной печати, но и постоянно поддерживает ее качество, являющееся основным дополнением к выпуску товарной продукции печати. Указанное мероприятие раскрывает сущность изобретения и является альтернативой различным механизмам приводок в действующих станках. На должном уровне поддерживаются следующие факторы качества:
- полное соответствие изображения между оригиналом, с которого делается оттиск и самим печатным оттиском.
- соответствие между оттисками в начале и в конце тиража.
- постоянство геометрического расположения на разных цветных оттисках.
- упрощение и ускорение обслуживания станка.
Далее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых показано:
А. Перечень и описание чертежей устройства станка:
Фиг.1 - вид сверху и вид спереди;
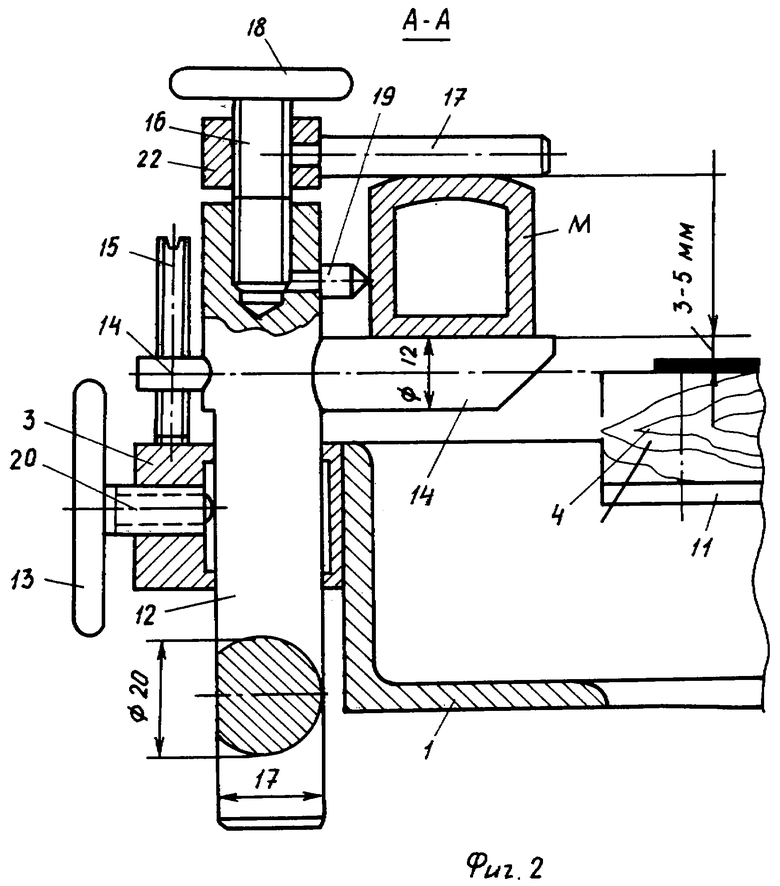
Фиг.2 - разрез А-А.
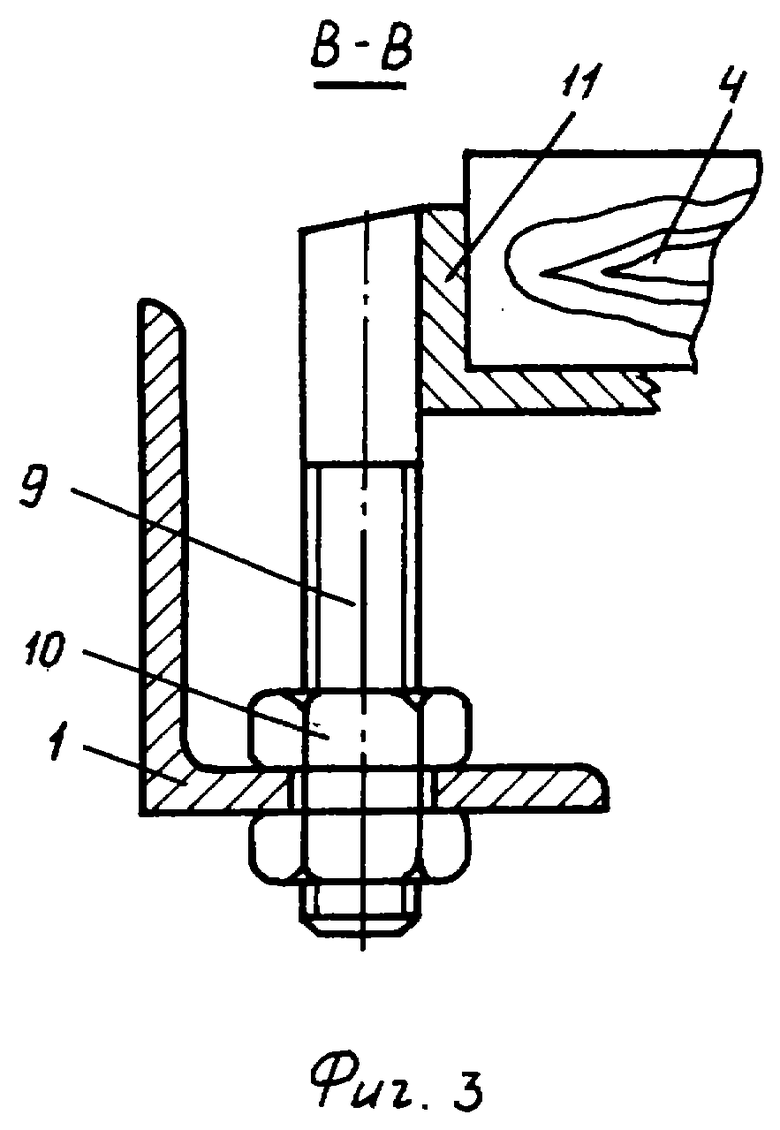
Фиг.3 - разрез В-В.
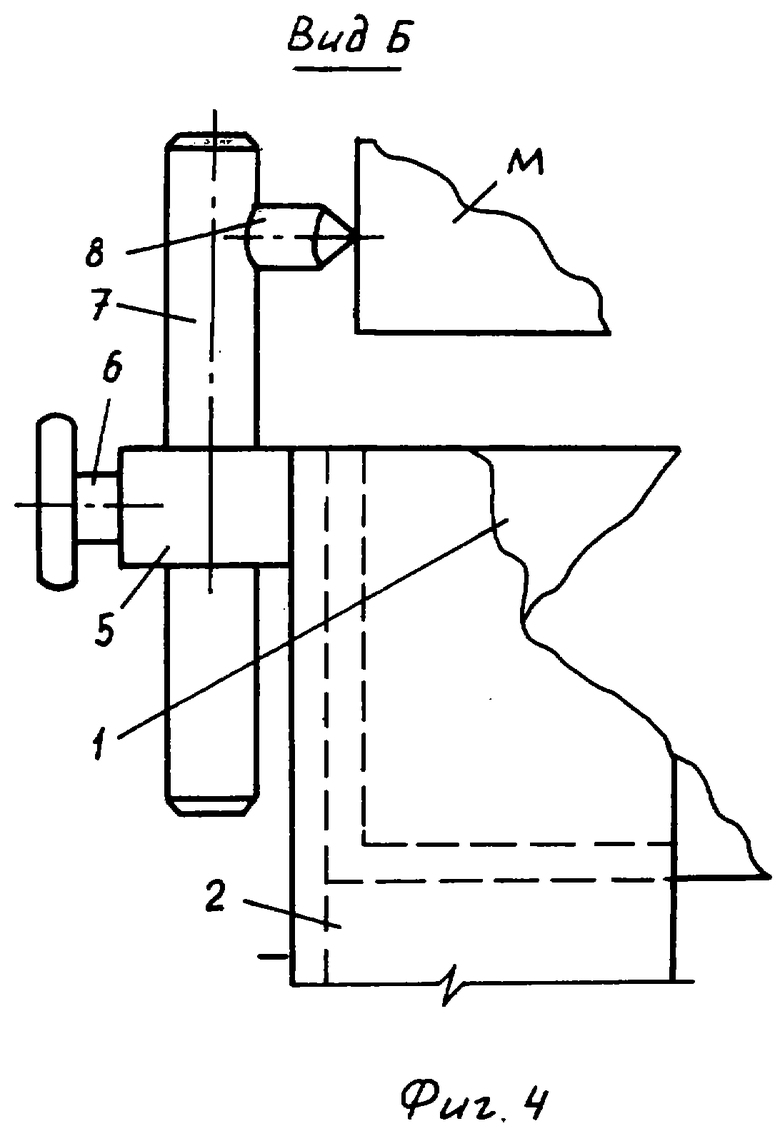
Фиг.4 - вид по Б.
Б. Перечень фигур и описание чертежей реконструкции существующего экспозиционного устройства.
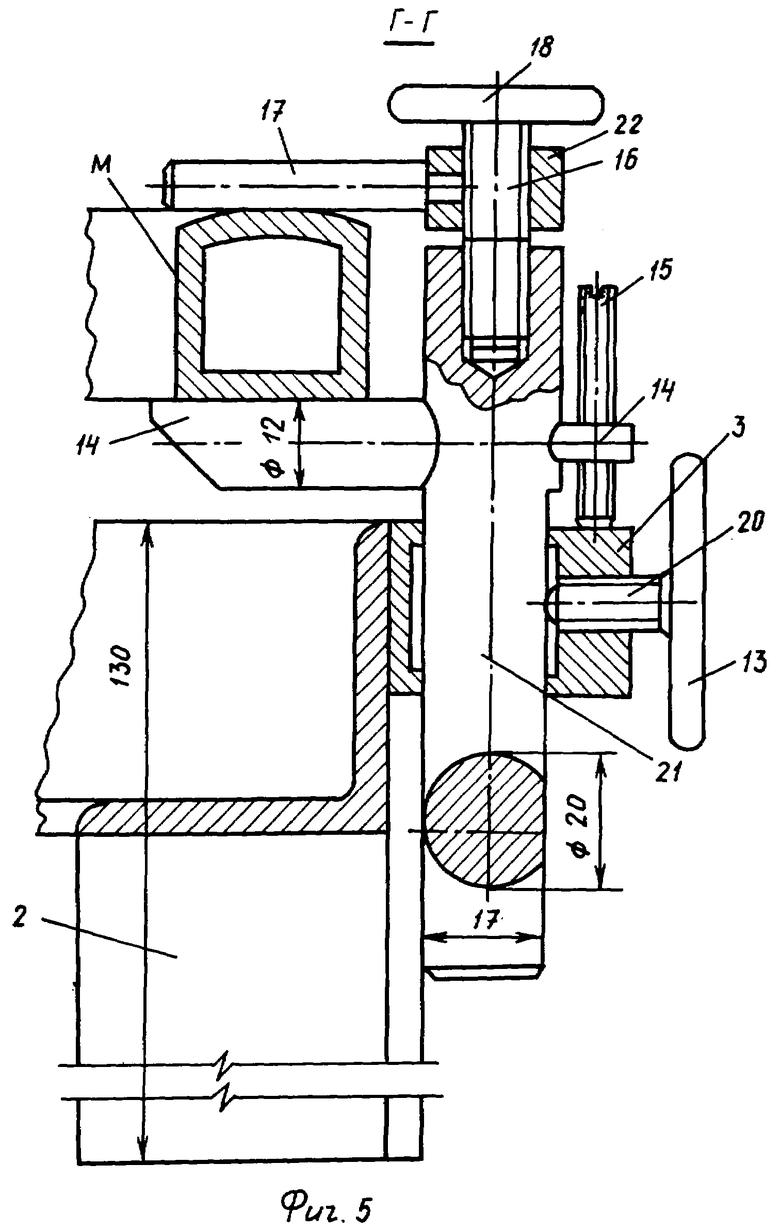
Фиг.5 - разрез по Г-Г.
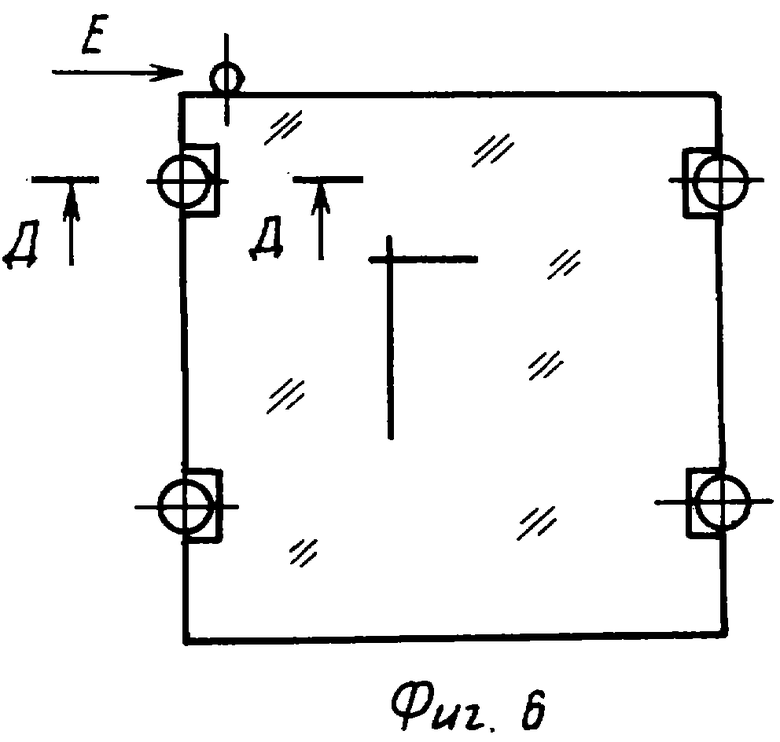
Фиг.6 - вид сверху.
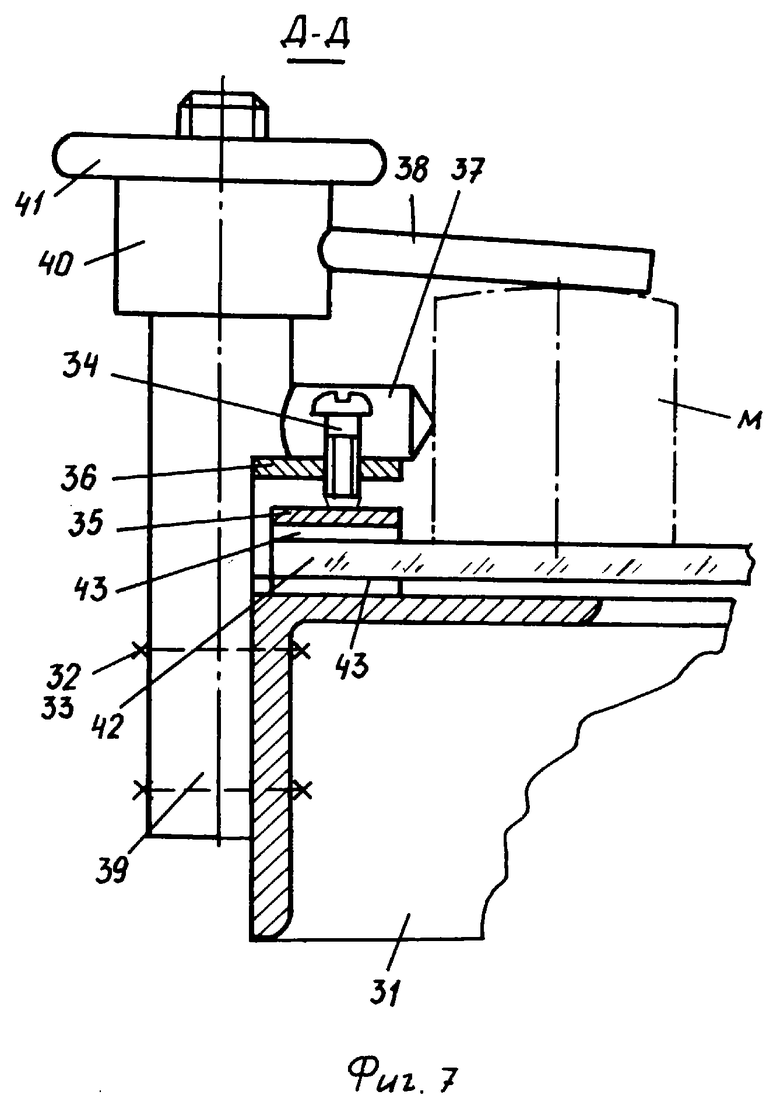
Фиг.7 - разрез по Д-Д.
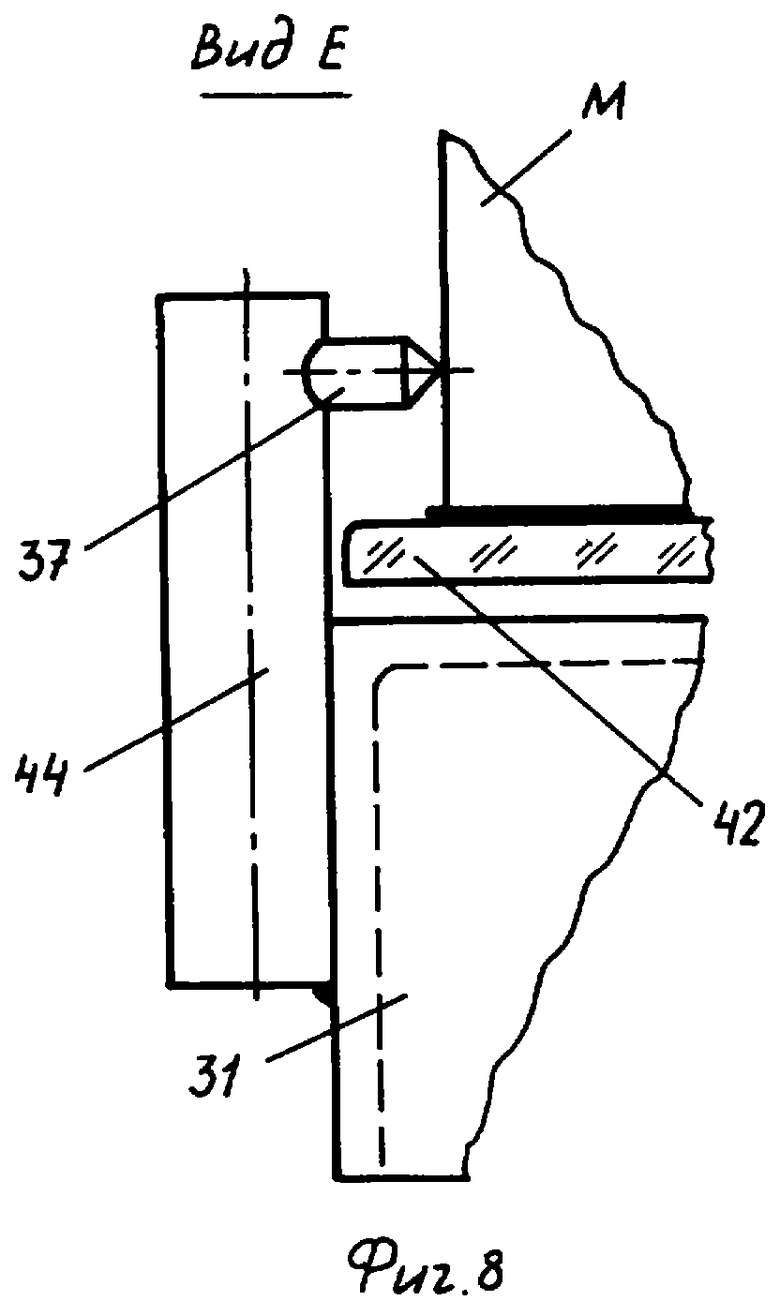
Фиг.8 - вид по Е.
Для достижения указанной выше технической задачи предусматривается фиксация трафаретной печатной формы в трех точках не только станка, но и верхней части экспозиционного устройства, которое подвергается частичной реконструкции.
За основу фиксации трафаретной печатной формы принимаются компьютерные заготовки позитивных пленок, на которых показаны контуры габаритов рисунков. Для нормальной работы устройства необходимо, чтобы плоскость трафаретной печатной формы с сеткой постоянно находились в фиксированном положении для исключения отклонения копий рисунков на окрашиваемой плоскости. Необходимо также следить за тем, чтобы трафаретная печатная форма была плотно прижата к упорам как в экспозиционном устройстве, так и в самом станке.
Кроме того, в конструкции станка предусмотрены элементы, позволяющие использовать станок для различных изделий по толщине и различных размеров трафаретной печатной формы.
Описание станка дается только в статическом состоянии, так как незначительная разность в размерах трафаретной печатной формы и изделия не отразятся на взаимном расположении деталей станка. После того как с трафаретной печатной формы будет продавлена ракелем краска на окрашиваемое изделие, трафаретная печатная форма освобождается от вертикальных прижимов и снимается со станка.
Станок состоит из станины 1 с приваренными к ней втулками стопорными 3, 5 и печатного стола 4, 11, который собирается с деталями 9, 10.
Втулка 3 является направляющей для стержней 12, 21, к которым крепятся четыре опоры 14 под трафаретную печатную форму, а в верхней части стержней имеется резьба M12 для ввинчивания четырех стержней M12 с правой резьбой. К стержням 12 крепятся два упора 19, а третий упор 8 крепится к подвижному стержню 7, для которого втулка 5, приваренная к станине 1, является направляющей и стопорной.
Стержни 12, 21, 7 предусмотрены подвижными для окрашивания поверхности изделий разной толщины. Максимальная толщина изделия составляет 75 мм с учетом использования регулируемого печатного стола 4 деталями 9, 10.
Конструкция станка позволяет регулировать величину отскока, для чего сетка трафаретной печатной формы сначала укладывается плотно к плоскости окрашиваемого изделия, затем четырьмя винтами трафаретная печатная форма в четырех углах поднимается на величину отскока, определяемую исходя из того, что один полный поворот винта 15 поднимает трафаретную печатную форму на величину шага резьбы.
После установки отскока подвижные стержни 12, 21, 7 прижимаются винтами 20, 6 к втулкам 3, 5, а трафаретная печатная форма прижимается к опорам станка 14 при помощи прижимного стержня 17, соединенного с втулкой 22, имеющей, как и верхняя часть стержня 16, левую резьбу; это способствует ускорению операций по прижиму и отжиму трафаретной печатной формы. Всего на операцию уходит несколько секунд.
В случае использования термотрансферного пресса и необходимости нанесения на специальную бумагу изображения для последующего переноса на изделие в печатном станке нужно будет предусмотреть печатный стол с вакуумным отсосом для печати на бумаге.
Конструкция станка очень простая и может быть изготовлена в любой мастерской, имеющей токарный станок, сверлильные электродрели и сварочный агрегат.
Материалы для изготовления - рядовой металлопрокат, уголки, прутки и др.
Станок может эксплуатироваться как при выпуске изделий малыми тиражами, так и при выпуске больших количеств изделий, но в этом случае потребуется внедрить в производство пневматику или гидравлику для крепления и транспортировки использованных и ожидающих использования трафаретных печатных форм.
Трафаретная печатная форма, зафиксированная в станке, условно обозначена на чертеже буквой М.
Для возможности использования компьютерной подготовки позитивных пленок, на которых изображаются рисунки для каждого цвета отдельно, и осуществления фиксации трафаретной печатной формы в станке необходимо произвести частичную реконструкцию верха существующего и эксплуатируемого экспозиционного устройства, для чего:
- Отдельно от устройства жестко монтируется рама 31 электросваркой.
- На верхней полке уголка рамы кладутся резиновые прокладки 43, на них кладется стекло 42 толщиной 6 мм и закрепляется винтами 34.
- Стержень 39 с резьбой M12 в верхней части крепится к раме 31 болтами 32 и гайками 33.
В таком виде рама с закрепленным стеклом переносится в верхнюю часть экспозиционного устройства и по месту прикрепляется к нему. На стекло наносятся две риски, так чтобы рисунок на позитивной пленке располагался к осям рамы симметрично.
Риски могут быть заменены бумажными полосками, приклеиваемыми к стеклу клеем (края полоски будут исполнять роль рисок). На этом реконструкция экспозиционного устройства заканчивается. Перед экспонированием трафаретной печатной формы на стекло укладывается позитивная компьютерная пленка с обязательным совмещением приводных крестов на пленке с рисками на стекле, после чего пленка закрепляется на стекле скотчем в четырех углах. После этого на стекло устанавливается трафаретная печатная форма с обязательной фиксацией тремя упорами 37 и прижимается стержнем 38 и маховичком 41.
Только после завершения экспонирования трафаретная печатная форма готова к следующим технологическим процедурам и печати.
Трафаретная печатная форма, зафиксированная в экспозиционном устройстве, условно обозначена буквой М.
Таким образом, качество печати обеспечивается сопряжением боковых поверхностей трафаретной печатной формы с тремя конусными выступами (упоры поз.19 и 8), причем в момент соприкосновения форма прижимается к позиции 14 стержневым прижимом 17 на период работы ракелем, после чего трафаретная печатная форма вручную снимается со станка и укладывается в находящийся рядом стеллаж, а окрашенная поверхность подвергается предварительной сушке или, в случае необходимости, другим операциям. При этом адекватные действия должны выполняться с трафаретной печатной формой при ее экспонировании, создавая тем самым условия аналогичности геометрических размеров между точками соприкосновения и границами окраски.
Предложенный способ трафаретной печати, создающий качественную печать, возможен при минимальных затратах на изготовление и эксплуатацию установки, причем фактически достаточно изготовить 4 комплекта поз.12 в сборе с остальными позициями деталей, связанных с поз.12, и можно упростить целый ряд операций, перечень и проектирование которых может упростить ситуацию и позволит более рационально использовать площади и человеческие ресурсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОЦВЕТНОЙ ПЕЧАТИ НА ОТДЕЛЬНЫХ ПЛОСКИХ НОСИТЕЛЯХ ОТТИСКА | 1995 |
|
RU2135366C1 |
| ОПОРНОЕ УСТРОЙСТВО ЦИЛИНДРИЧЕСКОГО ТЕЛА | 2006 |
|
RU2401203C2 |
| ПРОЗРАЧНОЕ ОСНОВАНИЕ, СНАБЖЕННОЕ ЭЛЕКТРОПРОВОДНЫМИ ДОРОЖКАМИ | 2001 |
|
RU2272368C2 |
| Способ изготовления трафаретной печатной формы | 1989 |
|
SU1699812A1 |
| УСТРОЙСТВО РОТАЦИОННОЙ ПЕЧАТИ ИЗОБРАЖЕНИЙ НА РУЛОНЕ, СИСТЕМА РОТАЦИОННОЙ ПЕЧАТИ РИСУНКА И СПОСОБ ПЕЧАТИ ИЗОБРАЖЕНИЙ НА РУЛОНЕ (ВАРИАНТЫ) И РУЛОН (ВАРИАНТЫ) | 2009 |
|
RU2506165C2 |
| МАШИНА ГЛУБОКОЙ ПЕЧАТИ | 2000 |
|
RU2236945C2 |
| ВЕТРОВОЕ СТЕКЛО ТРАНСПОРТНОГО СРЕДСТВА С ДВУМЕРНЫМ КОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2760760C2 |
| Способ декорирования стеклянных изделий и устройство для его осуществления | 1982 |
|
SU1049447A1 |
| Многокрасочная машина для трафаретной печати | 1985 |
|
SU1391946A1 |
| СПОСОБ ДВУСТОРОННЕЙ ПЕЧАТИ НА ПЛОСКИХ ПОЛИМЕРНЫХ МАТЕРИАЛАХ | 2013 |
|
RU2526682C1 |
Изобретение относится к трафаретной многоцветной печати, использующей экспонирование позитивной пленки по рискам на стекле экспозиционного устройства и фиксацию боковых поверхностей трафаретной печатной формы тремя упорами, закрепленными вместе со стеклом в металлической раме уголкового профиля. Способ характеризуется тем, что перед переносом ракелем краски с трафаретной печатной формы на окрашиваемую поверхность изделия трафаретная печатная форма фиксируется на станке конусными упорами и прижимается четырьмя вертикальными прижимами, что позволяет при покраске ракелем сохранить адекватность рисунка на окрашенной поверхности с геометрическими расстояниями рисунка на экспозиционном устройстве в период экспонирования. Техническим результатом является исключение применения механизмов приводки за счет фиксации печатной формы в печатном станке в соответствии с ее фиксацией в экспозиционном устройстве. 8 ил.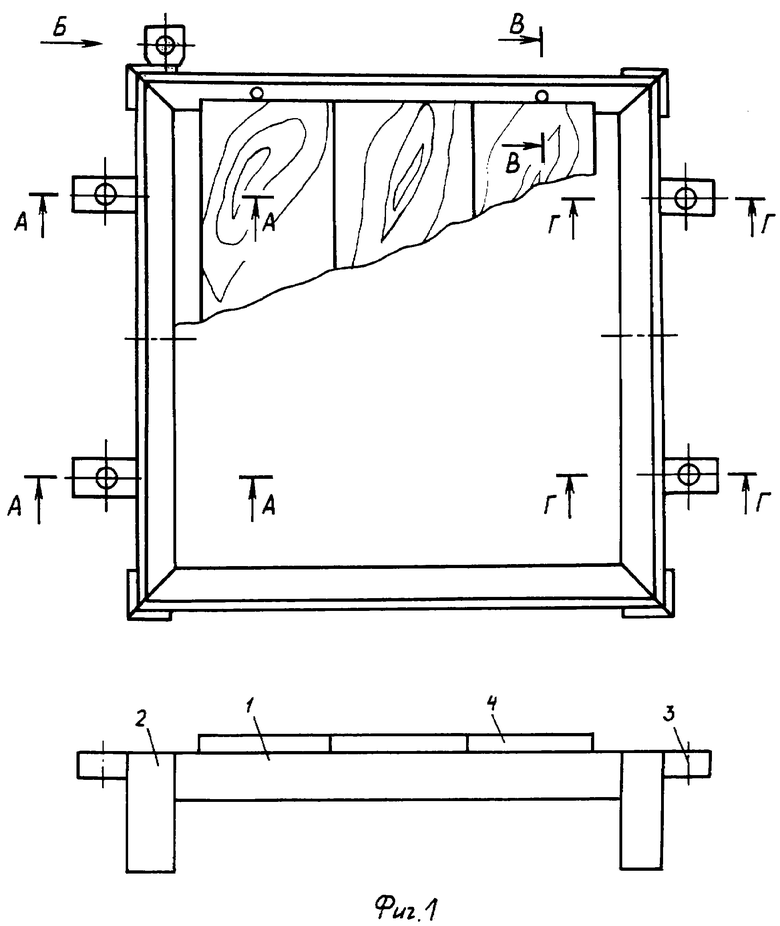
Способ трафаретной многоцветной печати, использующей экспонирование позитивной пленки по рискам на стекле экспозиционного устройства и фиксацию боковых поверхностей трафаретной печатной формы тремя упорами, закрепленными вместе со стеклом в металлической раме уголкового профиля, отличающийся тем, что перед переносом ракелем краски с трафаретной печатной формы на окрашиваемую поверхность изделия - трафаретная печатная форма фиксируется на станке конусными упорами и прижимается четырьмя вертикальными прижимами, что позволяет при покраске ракелем сохранить адекватность рисунка на окрашенной поверхности с геометрическими расстояниями рисунка на экспозиционном устройстве в период экспонирования.
| Бригинец Л.А | |||
| и др | |||
| Современная трафаретная печать | |||
| - М.: Книга, 1975, с.18-33 | |||
| US 5117751 A, 02.06.1992 | |||
| Устройство для совмещения и экспонирования фотошаблона и подложки | 1989 |
|
SU1675833A1 |
| АЛКИЛФЕНИЛБИСАЦИЛФОСФИНОКСИДЫ, ИХ СМЕСИ, ФОТОПОЛИМЕРИЗУЕМАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ ИХ, СПОСОБ ФОТОПОЛИМЕРИЗАЦИИ И СУБСТРАТ, ПОКРЫТЫЙ ЭТОЙ КОМПОЗИЦИЕЙ | 1997 |
|
RU2180667C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ТРУБЫ | 1990 |
|
RU2019319C1 |
| Способ нейтрализации токсичных компонентов дымовых газов без введения внешнего реагента | 2022 |
|
RU2796831C1 |

