I
Изобретение относится к области измерительной техники и может быть использовано в машиностроении в процессе обработки вн)-.ренней поверхности тонкостенных цилиндрических деталей для контроля размеров с компенсацией температурной и силовой деформация по необрабатываемой наружной поверхности и с учетом отклонений наружной поверхности от номинального размера.
Известен контактный пневмат1ический прибор, содержащий измерительный и корректирующий рычаги, контактирующие соответственно с внутренней обрабатываемой и наружной необрабатываемой поверхностями детали, пневмоэлектрический дифференциальный датчик с двумя камерами, из.мерительное сопло, реагирующее на перемещение измерительного рычага, корректирующее и компенсационное сопла, реагирующие на перемещение корректирующего рычага, каналы, соединяющие сопла с камерами пневмоэлектрического дифференциального датчика и каналом питания, и запорный кран в канале, соединяющем корректирующее сопло с одной из камер пневмозлектрического дифференциального датчика.
Дифференциальный датчик с двумя камерами в известном приборе, являясь промежуточным передаточным звеном, снижает точность компенсации температурной и силовой деформации детали в процессе обработки ii, кромо того, усложняет схему прибора.
Для повышения точности и упрощения предлагае.мого прибора корректирующее сопло подключено к одной камере пневмоэлектрического дифференциального датчика, а измерительное и компенсационное сопла соединены каналами с другой камерой того же датчика, а компенсационное сопло помещено на
корректирующем рычаге.
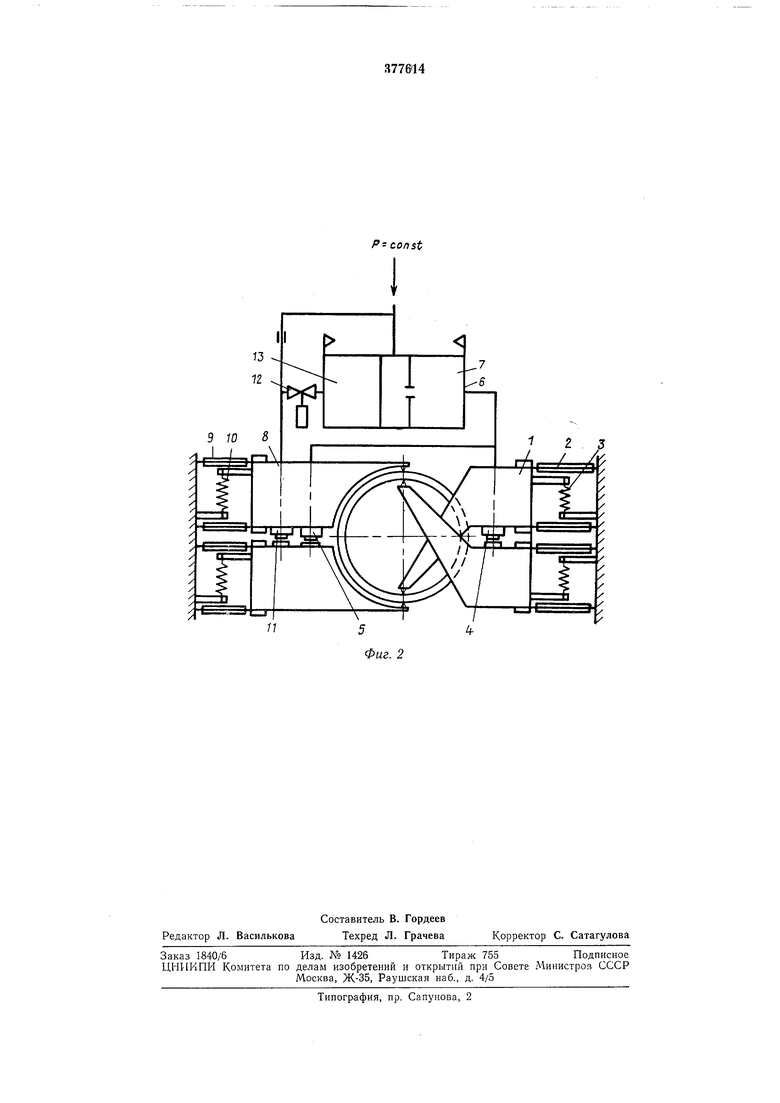
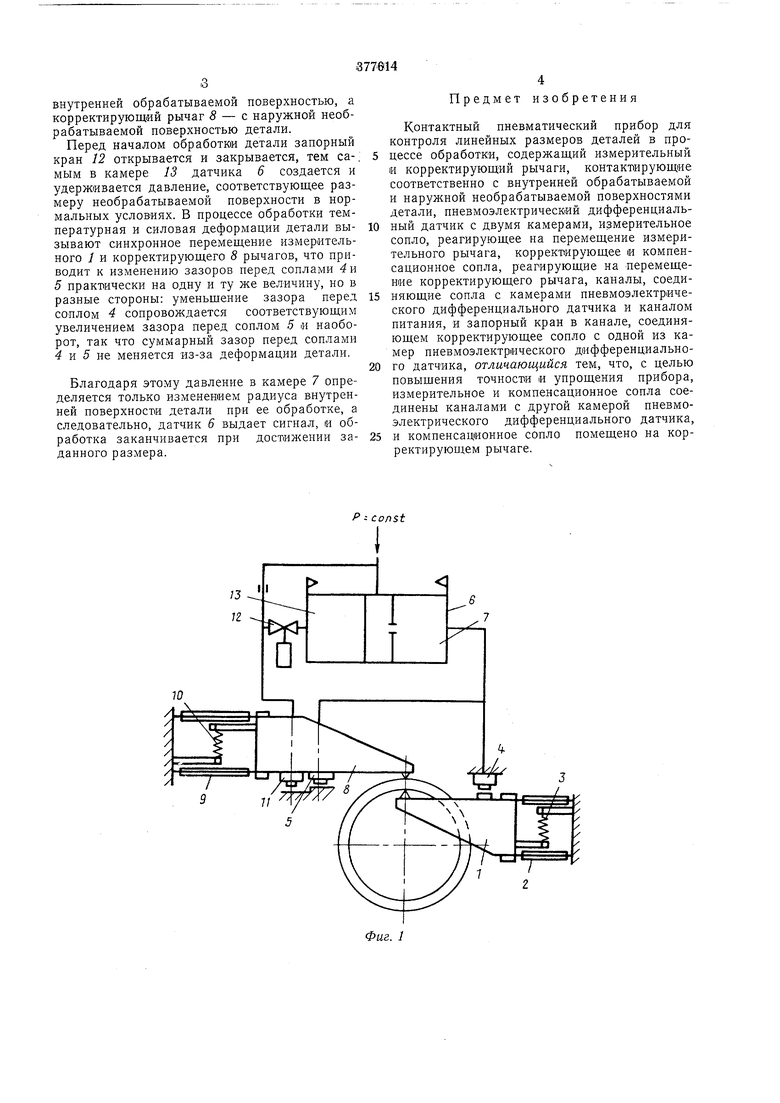
На фиг. 1 показана схема предлагаелюго прибора для контроля радиуса отверстия, на фиг. 2 - то же, для контроля диаметра отверстия. Принцип действия обоих приборов
одинаков.
Контактный пневматический прибор для контроля линейных размеров деталей в процессе обработки (фиг. 1) состоит из измерительного рычага 1, подвешенного на плоских
пружинах 2, пружины 5, создающей измерительное усилие, измерительного сопла 4 п компенсационного сопла 5, пневмоэлектрического дифференциального датчика 6, с каме-. рой 7 которого соединены сопла 4 и 5, корректирующего рычага 8, подвешенного на плоских пружинах 9, пружины 10, создающей измерительное усилие, корректирующего сопла //, соединенного с каналом питания Р const и через запорный кран 12 с камерой 13 датчика 6. Измерительный рычаг / контактирует с
внутренней обрабатываемой поверхностью, а корректирующий рычаг 5 - с наружной необрабатываемой поверхностью детали.
Перед началом обработки детали запорный кран 12 открывается и закрывается, тем са-, мым в камере 13 датчика 6 создается и удерживается давление, соответствующее размеру необрабатываемой поверхности в нормальных условиях. В процессе обработки температурная и силовая деформации детали вызывают синхронное перемещение измерительного ; и корректирующего 8 рычагов, что приводит к изменению зазоров перед соплами 4 и 5 практически на одну и ту же величину, но в разные стороны: уменьшение зазора перед соллом 4 сопровождается соответствующим увеличением зазора перед соплом 5 и наоборот, так что суммарный зазор перед соплами 4 и5 не меняется из-за деформации детали.
Благодаря этому давление в камере 7 определяется только изменением радиуса внутренней поверхности детали при ее обработке, а следовательно, датчик 6 выдает сигнал, и обработка заканчивается при достижении заданного размера.
Предмет изобретения
Контактный пневматический прибор для контроля линейных размеров деталей в процессе обработки, содержащий измерительный и корректирующий рычаги, контактирующие соответственно с внутренней обрабатываемой и наружной необрабатываемой поверхностями детали, пневмоэлектрический дифференциальный датчик с двумя камерами, измерительное сопло, реагирующее на перемещение измерительного рычага, корректирующее и компенсационное сопла, реагирующие на перемещение корректирующего рычага, каналы, соединяющие сопла с камерами пневмоэлектрического дифференциального датчика и каналом питания, и запорный кран в канале, соединяющем корректирующее сопло с одной из камер пневмоэлектрического дифференциального датчика, отличающийся тем, что, с целью повыщения точности и упрощения прибора, измерительное и компенсационное сопла соединены каналами с другой камерой пневмоэлектрического дифференциального датчика,
и компенсационное сопло помещено на корректируюидем рычаге.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ТОНКОСТЕННЫХ КОЛЕЦ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU381886A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2001 |
|
RU2262662C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГАЗОВОГО ПОТОКА | 2005 |
|
RU2305288C2 |
| УСТРОЙСТВО для ПРОВЕРКИ ГЕРМЕТИЧНОСТИ ТАРЪ! >&v и SAVIL'^^A | 1965 |
|
SU168034A1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ В ПРОЦЕССЕ ОБРАБОТКИО i;;.ij,i'!';i3 --ст-;' •;'.<(jrr-'- т1 ^.j.j^!.'l . -- .-.. ..1I • БИоЛ^З'| ii-^ J | 1965 |
|
SU174373A1 |