Перекрестная ссылка на родственную заявку
Настоящая патентная заявка испрашивает приоритет согласно патентной заявке Соединенных Штатов с регистрационным номером 60/427830, зарегистрированной 19 ноября 2002 г. и дееспособной для всех целей при соответствующем ее обслуживании. Содержание предварительной патентной заявки №60/427830 целиком включено в настоящую заявку в качестве ссылочного материала вместе со всеми литературными ссылками в описании изобретения.
Предпосылки создания изобретения
1. Техника, к которой относится изобретение
Настоящее изобретение относится к технологии обработки низко- и среднеуглеродистых стальных сплавов, в частности, высокопрочных и ударно-вязких стальных сплавов, а также к пригодности таких сплавов к формуемости.
2. Описание предшествующего уровня техники
Важным этапом в обработке высококачественных сталей является холодная обработка, которая обычно состоит из серии сжатий и/или расширений, проводимых с помощью таких способов как протяжка, экструзия, холодная высадка или прокатка. Холодная обработка является причиной пластической деформации стали, которая приводит к деформационному упрочнению в процессе превращения стали в формы ее окончательного использования. Холодную обработку, которая в случае проволоки осуществляется путем волочения проволоки, обычно проводят чередованием стадий с промежуточными термообработками, которые в случае стальной проволоки называют «патентированием».
Высокопрочная стальная проволока является примером высококачественной стали и используется для разных технических приложений, в том числе для шинного корда, проволочного каната и проволочных прядей для железобетона. Наиболее часто используемой для высокопрочной стальной проволоки сталью является средне- и высокоуглеродистая сталь. В типичной операции формования проволоки проводится холодное волочение горячекатаных стержней с перлитной структурой в несколько стадий с промежуточными обработками патентированием, благодаря которым перлит размягчается, обеспечивая непрерывное холодное волочение. Например, горячекатаные стержни диаметром приблизительно 5,5 мм могут быть предварительно вытянуты в несколько стадии до диаметра приблизительно 3 мм. После этого может быть проведено патентирование при 850-900°С, приводящее к аустенизации стали, после чего сталь при 500-550°С превращается в тонкие перлитные пластинки. После этого сталь должна быть подвергнута травлению, например, в соляной кислоте, с целью удаления образовавшейся при патентировании окалины. После травления проводят следующие несколько стадий вытяжки, уменьшая диаметр до 1 мм, с последующим патентированием и травлением. Затем обычно проводится заключительная протяжка в несколько стадий до требуемого конечного диаметра, который, например, может быть равным примерно 0,4 мм, и обеспечиваются требуемые свойства, в частности, прочность. После этого может быть осуществлена последующая обработка типа формирования прядей, что определяется конечным применением.
Целью начальной обработки патентирования является изготовление заготовки для проволоки с тонкой пластинчатой перлитной структурой, что требует низкой температуры фазового превращения. Для обеспечения необходимого контроля температуры процесс обычно проводят в бане с расплавленньм свинцом. На последующих стадиях волочения проволоку вытягивают до истинной деформации (определено ниже), равной 6-7, получая высокие уровни прочности порядка 3000 МПа. Для традиционных перлитных проволок эти большие деформации и прочности достижимы только в случае применения ряда обработок патентирования. Без таких обработок патентирования холодное волочение приводит к образованию в перлитных пластинках сдвиговых трещин. Из-за необходимости ванны с расплавленным свинцом процесс является дорогостоящим и может стать причиной экологических проблем.
Холодную обработку используют также для изготовления расширяемых трубопроводов, т.е. трубопроводов, которые расширяются на месте и в некоторых случаях под землей.
Недавней разработкой в области стальных сплавов является образование микроструктур, содержащих как мартенситную, так и аустенитную фазу в чередующейся конфигурации, в которой мартенсит присутствует в виде пластинок, разделенных тонкими пленками аустенита. Микроструктурными элементами являются сплавленные зерна, в которых индивидуальные зерна содержат несколько пластинок мартенсита, разделенных тонкими аустенитными пленками с (в некоторых случаях) покрывающими каждое зерно аустенитными оболочками. Эти структуры называют «искаженными пластинчатыми мартенситными» структурами или «пакетно-пластинчатыми» мартенсит-аустенитными структурами. Эти микроструктуры раскрываются следующими патентами, каждый из которых целиком включен в настоящую заявку в качестве ссылочного материала:
4170497 (Gareth Thomas и Bangaru V.N. Rao), опубликованный 9 октября 1979 г. на основе заявки, зарегистрированной 24 августа 1977 г.;
4170499 (Gareth Thomas и Bangaru V.N. Rao), опубликованный 9 октября 1979 г. на основе заявки, зарегистрированной 14 сентября 1978 г. в качестве частичного продолжения названной выше заявки, зарегистрированной 24 августа 1977 г.;
4671827 (Gareth Thomas, Nack J. Kim и Ramanoorthy Ramesh), опубликованный 11 октября 1987 г. на основе заявки, зарегистрированной 11 октября 1985 г.;
6273968 (Gareth Thomas), опубликованный 14 августа 2001 г. на основе заявки, зарегистрированной 28 марта 2000 г.
В то время как названные микроструктуры дают определенные качественные преимущества, в частности, высокую стойкость к коррозии, до настоящего времени не известно, чтобы при наличии этих микроструктур традиционно используемые для стальных сплавов стадии обработки могли бы быть упрощены или устранены.
К настоящему изобретению имеют также отношение два патента Соединенных Штатов, в которых раскрывается холодная обработка стальных стержней и проволоки без патентирования. Этими патентами являются:
4613385 (Gareth Thomas и Alvin H. Nakagawa), опубликованный 23 сентября 1986 г. на основе заявки, зарегистрированной 9 декабря 1982 г.;
4619714 (Gareth Thomas, Jae-Hwan Ahn и Nack-Joon Kim), опубликованный 28 октября 1986 г. на основе заявки, зарегистрированной 28 ноября 1984 г. в качестве частичного продолжения названной выше заявки, зарегистрированной 6 августа 1984 г.
Эти патенты также целиком включены в настоящую заявку. Микроструктуры сталей в этих патентах значительно отличаются от микроструктур приведенных выше первых четырех патентов.
Раскрытие изобретения
В основу изобретения положена задача создания способа изготовления высокопрочной и ударно-вязкой углеродистой легированной стали с высоким пределом прочности на разрыв.
Поставленная задача решается тем, что способ изготовления высокопрочной и ударно-вязкой углеродистой легированной стали, согласно изобретению, включает получение углеродистой легированной стали с формированием микроструктуры, имеющей пластинки мартенсита, чередующиеся с пленками остаточного аустенита, и холодную обработку полученной стали с обжатием, достаточным для достижения предела прочности на растяжение, по меньшей мере, 10050 кг/см2. При этом холодную обработку полученной стали ведут с обжатием, достаточным для достижения предела прочности на растяжение, равным от около 10050 до около 35000 кг/см2.
Рекомендуется холодную обработку обжатием вести до уменьшения площади поперечного сечения полученной стали, по меньшей мере, 20% за проход или по меньшей мере, 25% за проход, или, по меньшей мере, от около 25 до около 50% за проход.
Желательно холодную обработку стали проводить в несколько проходов без термической обработки между проходами. Можно холодную обработку стали проводить при температуре около 100°С или ниже, например, при комнатной температуре около 25°С. При получении углеродистой легированной стали в форме стержня или проволоки холодную обработку обжатием осуществляют волочением через фильеру. При получении углеродистой легированной стали в форме листа холодную обработку обжатием осуществляют прокаткой.
Предпочтительно, когда способ включает формирование высокопрочной и высокопластичной углеродистой легированной стали, имеющей температуру начала мартенситного превращения, по меньшей мере, около 300°С, нагрев указанной композиции стали до температуры аустенизации для образования гомогенной аустенитной фазы со всеми легирующими элементами в растворе, охлаждение гомогенной аустенитной фазы до температуры начала мартенситного превращения с достаточно высокой скоростью охлаждения для получения микроструктуры, состоящей из пластинок мартенсита и пленок остаточного аустенита, и предотвращения образования карбидов на поверхности раздела между пластинками мартенсита и пленками остаточного аустенита. Углеродистая легированная сталь имеет температуру начала мартенситного превращения, по меньшей мере, около 350°С. Пленки остаточного аустенита имеют одинаковую ориентацию. Заявленная углеродистая легированная сталь состоит из железа и легирующих элементов в мас.%, включая от около 0,04 до около 0,12% углерода, до около 11% хрома, до около 2,0% марганца и до около 2,0% кремния. Рекомендуется нагрев углеродистой легированной стали проводить до температуры от около 800 до около 1150°С.
Не менее предпочтительно, когда способ включает формирование высокопрочной и высокопластичной углеродистой легированной стали, имеющей температуру начала мартенситного превращения, по меньшей мере, около 300°С, нагрев стали до температуры ее аустенизации, достаточной для перехода в гомогенную аустенитную фазу со всеми легирующими элементами в растворе, охлаждение гомогенной аустенитной фазы для превращения части аустенитной фазы в ферритные зерна, образуя двухфазную микроструктуру, включающую ферритные зерна, сплавленные с аустенитными зернами, охлаждение двухфазной микроструктуры до температуры начала мартенситного превращения с высокой скоростью охлаждения, способствующей превращению аустенитных зерен в микроструктуру, содержащую пластинки мартенсита, чередующиеся с пленками остаточного аустенита.
Необходимо охлаждение гомогенной аустенитной фазы для превращения части аустенитной фазы в ферритные зерна, образуя двухфазную микроструктуру, включающую ферритные зерна, сплавленные с аустенитными зернами, вести до температуры от около 800 до около 1000°С.
Следует нагрев углеродистой легированной стали вести до температуры от около 1050 до около 1170°С, а охлаждение гомогенной аустенитной фазы проводить до температуры от около 800 до около 1000°С.
Углеродистая легированная сталь состоит из железа и легирующих элементов, включая в мас.% от около 0,02 до около 0,14 углерода, до около 3,0 кремния, до около 1,5 марганца и до около 1,5 алюминия.
В настоящем изобретении установлено, что пакетно-пластинчатая мартенсит-аустенитная микроструктура является уникальной по своим кристаллографическим характеристикам и по тому влиянию, которое эти характеристики оказывают на холодную обработку. По причине высокой плотности дислокации в этой микроструктуре и легкости, с которой деформационные напряжения в структуре могут перемещаться между мартенситной и аустенитной фазами, холодная обработка дает микроструктуру с уникальными механическими свойствами, в число которых входит высокий предел прочности на разрыв. В результате этого стали могут подвергаться холодной обработке без промежуточных термообработок и при этом все же приобретать пределы прочности на разрыв, соизмеримые с пределами прочности на разрыв традиционных сталей, подвергаемых холодной обработке с промежуточными термообработками. В случае стальной проволоки с пакетно-пластинчатой мартенсит-аустенитной микроструктурой изобретение состоит в установлении того, что холодное волочение может проводиться без промежуточных обработок патентирования. В соответствии с настоящим изобретением углеродистые стали с пакетно-пластинчатой мартенсит-аустенитной микроструктурой, т.е. такие сплавы, микроструктура которых включает пластинки мартенсита, чередующиеся с тонкими пленками остаточного аустенита, подвергают холодному деформированию, преимущественно без промежуточных термообработок, до обжатия, достаточного для обеспечения предела прочности на разрыв примерно 10500 кг/см2 или выше, что эквивалентно 1085 МПа или выше (МПа обозначает мегапаскали, т.е. ньютоны на квадратный миллиметр). Холодная обработка до пределов прочности на разрыв 2000 МПа или выше представляет особый интерес, и в процессе осуществления изобретения, несомненно, могут быть достигнуты пределы прочности на разрыв, равные от 3000 до 4000 МПа. Эти значения являются приблизительными, так как при пересчете 1 кфунт/дюйм2 равен 6,985 МПа.
Преимущества изобретения распространяются на простые пакетно-пластинчатые мартенсит-аустенитные микроструктуры, не содержащие или содержащие незначительные количества феррита, а также на микроструктуры, которые включают пакетно-пластинчатые зерна, сплавленные с ферритными зернами, и к вариантам этих структур, включающим структуры, пакетно-пластинчатые зерна которых заключены в аустенитные оболочки, к вариантам, которые не содержат межфазных карбидных осадков, и к вариантам, в которых аустенитные пленки обладают одинаковой ориентацией. Открытие способности пакетно-пластинчатых мартенсит-аустенитных микроструктур - реагировать подобным образом на холодную обработку является неожиданным, если принять во внимание раскрытия в упомянутых выше патентах №4613385 и 4619714, так как феррит в микроструктурах этих патентов имеет более высокий предел текучести, чем у мартенсита. В результате этого феррит будет преимущественно поглощать деформационное напряжение, возникающее при холодной обработке, в то время как мартенсит не будет реагировать на холодную обработку до тех пор, пока деформационное упрочнение ферритной фазы не достигнет уровня, превышающего предел текучести мартенсита. В микроструктурах, которым посвящено настоящее изобретение, относительно низкий уровень феррита или отсутствие этого уровня (когда феррит отсутствует) должны стать причиной того, что мартенсит будет поглощать напряжение на более ранней стадии процесса холодной обработки. Мартенсит и феррит четко отличаются один от другого по кристаллической структуре и характеру упрочнения.
Эти и другие признаки, цели, преимущества и воплощения изобретения станут более понятными из следующих описаний.
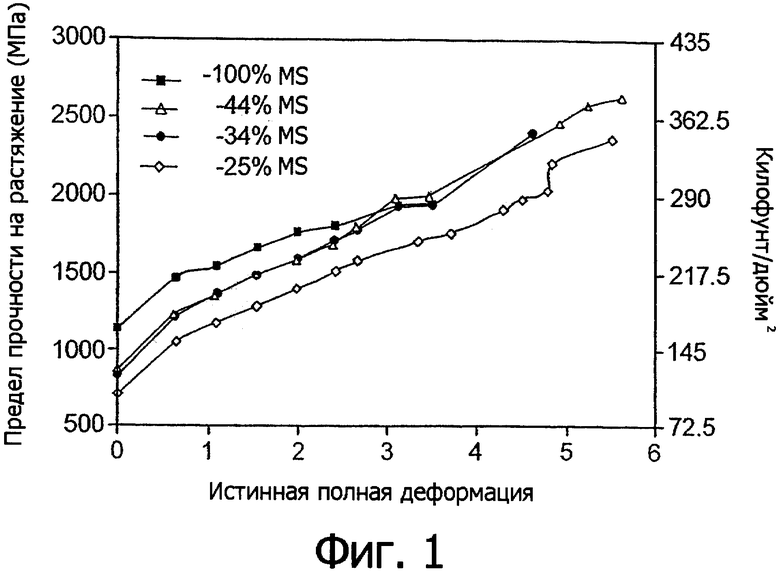
Фиг.1 представляет зависимость предела прочности на разрыв от истинного общего напряжения для двух стальных сплавов с двухфазной пакетно-пластинчатой мартенсит-аустенитной микроструктурой при холодной обработке, согласно настоящему изобретению, при отсутствии промежуточных термообработок.
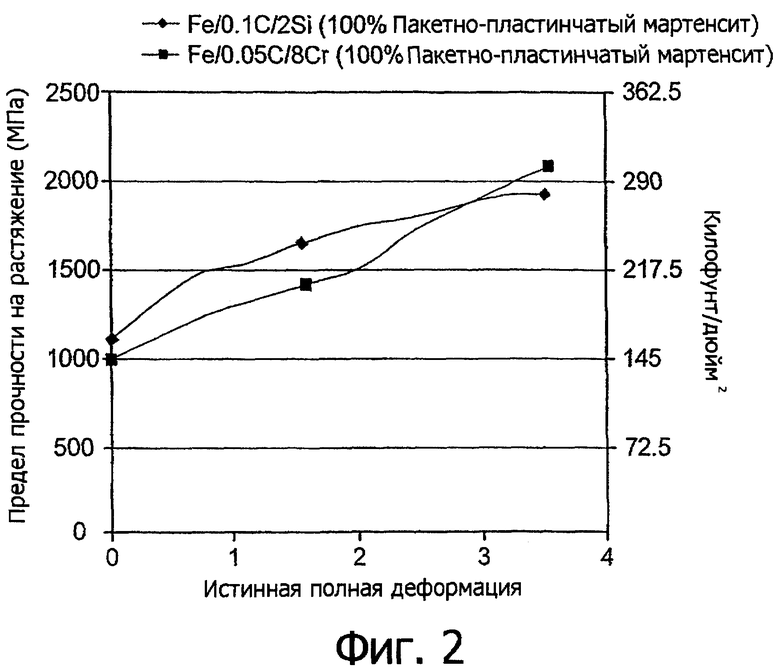
Фиг.2 представляет зависимость предела прочности на разрыв от истинного общего напряжения для трех стальных сплавов с трехфазной пакетно-пластинчатой мартенсит-аустенит-ферритной микроструктурой и одного стального сплава с двухфазной пакетно-пластинчатой мартенсит-аустенитной микроструктурой при холодной обработке, согласно настоящему изобретению, при отсутствии промежуточных термообработок.
Осуществление изобретения и предпочтительные воплощения
Холодная обработка при применении изобретения может быть осуществлена с использованием методов и оборудования, которые применяются при холодной обработке в предшествующем уровне техники с другими стальными сплавами и микроструктурами. Для сплавов в форме блюмов, сутунки, брусов, слябов и листов холодная обработка может состоять в прокатке стали между валками или другими средствами обжатия с целью уменьшения толщины и удлинения стали. При выполнении холодной обработки путем прокатки серию вытяжек осуществляют путем серии проходов через прокатный стан. Для изделий в форме стержней или проволоки холодная обработка может состоять в холодной вытяжке или экструзии через фильеру. С целью многократных обжатий изделия экструдируют через ряд последовательно уменьшающихся фильер. Трубы получают путем протяжки стали через кольцеобразную фильеру с расположенным внутри фильеры сердечником. При множественных проходах предварительно вытянутую трубу продолжают вытягивать через кольцеобразную фильеру меньшего размера с сердечником, помещенньм внутри трубы.
Холодную обработку проводят при температуре ниже наиболее низкой температуры, при которой происходит рекристаллизация. Подходящими температурами являются, таким образом, такие температуры, которые не вызывают в стали каких-либо фазовых изменений. В случае углеродистых сталей рекристаллизация обычно происходит при температуре около 1000°С и, соответственно, холодная обработка, согласно настоящему изобретению, проводится при значительно более низкой температуре.
Предпочтительно проводить холодную обработку при температуре примерно 500°С или ниже, более предпочтительно при 100°С или ниже и, наиболее предпочтительно, при температуре в пределах приблизительно 25°С от комнатной температуры.
Холодная обработка может проводиться за один проход или путем последовательности проходов. В любом случае для дальнейшего улучшения свойств могут проводиться промежуточные термообработки (которые в случае стальной проволоки называют «патентированием»), но свойства, достигаемые в результате лишь одной холодной обработки, являются достаточно высокими для того, чтобы промежуточные термообработки не были необходимыми, и их преимущественно не проводят. Степень обжатия за проход не является для изобретения критической и может варьироваться в широких пределах, хотя обжатия должны быть достаточно большими, чтобы избежать слишком большого упрочнения стали, в результате которого сталь после небольшого суммарного обжатия приобретает склонность к образованию трещин. В большинстве случаев предпочтительное обжатие должно составлять не менее 20% за проход, более предпочтительно, по меньшей мере, 25% за проход и, наиболее предпочтительно, от около 25 до около 50% за проход. Обжатие за проход, по меньшей мере, частично определяется такими факторами, как угол фильеры и эффективный коэффициент волочения. Чем больше угол фильеры, тем больше минимальное обжатие, которое требуется для предупреждения взрывного образования центральных трещин. Однако, чем ниже эффективный коэффициент, тем ниже максимальное обжатие для стали с данным показателем деформационного упрочнения. Обычно изыскивают компромисс между этими двумя противоречащими позициями. С точки зрения предела прочности на разрыв конечного продукта холодную обработку следует преимущественно проводить до предела прочности на разрыв в пределах от 10500 до 35150 кг/см2.
Способ согласно изобретению применим для углеродистых стальных сплавов, имеющих пакетно-пластинчатые мартенсит-аустенитные микроструктуры, подобные тем, которые описаны в цитируемых выше патентах, а также тем, которые описаны в одновременно рассматриваемых Патентным ведомством патентных заявках Соединенных Штатов №10/017847, зарегистрированной 15 декабря 2001 г. (название: «Трехфазные нано-композиционные стали», изобретатели: Kusinski G.J., Pollack D. и Thomas G.) и № 10/017879, зарегистрированной 14 декабря 2001 г. (название: «Нанокомпозиционные мартенситные стали», изобретатели: Kusinski G.J., Pollack D. и Thomas G.), которые целиком включены в настоящую заявку в качестве ссылочного материала. Чтобы обеспечить образование пакетно-пластинчатой мартенсит-аустенитной микроструктуры, композиция сплава должна обычно иметь стартовую температуру для мартенсита Ms около 300°С или выше и предпочтительно 350°С или выше. В то время как легирующие элементы в целом влияют на Ms, легирующим элементом, который влияет на Ms в наибольшей степени, является углерод, вследствие чего получение сплава с Ms выше 300°С может быть осуществлено путем ограничения содержания углерода в сплаве до максимального значения 0,35 мас.%. В предпочтительных воплощениях изобретения содержание углерода находится в пределах от около 0,03 до около 0,35% и в наиболее предпочтительных воплощениях в пределах от около 0,05 до около 0,33% (всюду мас.%). Могут также присутствовать и дополнительные легирующие элементы, например, молибден, титан, ниобий и алюминий, в количествах, которые достаточны для того, чтобы выполнять функцию центров нуклеации для образования мелких зерен, но все же в достаточно низкой концентрации, чтобы избежать влияния своим присутствием на свойства конечного сплава. Эта концентрация должна быть также и достаточно низкой, чтобы избежать образования включений и других крупных осадков, которые могли бы придать стали склонность к преждевременному разрушению. В некоторых воплощениях изобретения было бы полезно включать один или более стабилизирующих элементов, примерами которых являются азот, марганец, никель, медь и цинк. Из них особо предпочтительны марганец и никель. В случае присутствия никеля его предпочтительная концентрация лежит в пределах от около 0,25 до около 5%, а в случае присутствия марганца предпочтительная концентрация последнего лежит в пределах от около 0,25 до около 6%. Хром также включается во многие воплощения изобретения и, в случае его присутствия, концентрация хрома предпочтительно составляет от около 0,5 до около 12%. Все концентрации даны в мас.%.
Некоторые воплощения изобретения касаются сплавов, которые в дополнение к пакетно-пластинчатым мартенсит-аустенитным зернам включают ферритную фазу (трехфазные сплавы), в то время как другие содержат только пакетно-пластинчатые мартенсит-аустенитные зерна и не включают ферритной фазы (двухфазные сплавы). Обычно присутствие или отсутствие ферритной фазы определяется типом термообработки в начальной стадии аустенизации. Путем подходящего выбора температуры сталь может быть превращена в одну аустенитную фазу или в двухфазную структуру, содержащую как аустенит, так и феррит. Кроме того, состав сплава может быть выбран и откорректирован так, чтобы либо вызвать образование феррита из аустенитной фазы при начальном охлаждении сплава, либо избежать образования феррита во время охлаждения, т.е. избежать образования ферритных зерен перед охлаждением аустенита с целью образования пакетно-пластинчатой микроструктуры.
Как было отмечено выше, в некоторых случаях целесообразно использовать сплавы с пакетно-пластинчатыми мартенсит-аустенитными микроструктурами, в которых все аустенитные пленки в одинарном пакетно-пластинчатом зерне обладают приблизительно одной и той же ориентацией, хотя кристаллографическая ориентация может быть разной, или же с мартенсит-аустенитньми микроструктурами, в которых все аустенитные пленки в одинарном пакетно-пластинчатом зерне обладают одной и той же ориентацией кристаллографических плоскостей. Последнее может быть достигнуто ограничением размера зерна десятью или менее микронами. Предпочтительно, чтобы размер зерна в этих случаях был в пределах от около 1 до около 10 микрон и, наиболее предпочтительно, от около 5 до около 9 микрон.
Приготовление пакетно-пластинчатых мартенсит-аустенитных микроструктур минус одна фаза, которые не содержат феррит (т.е. «двухфазных» микроструктур), начинается с подборки компонентов сплава и объединения этих компонентов в надлежащих долях, как было указано выше. Объединенные компоненты после этого гомогенизируют («пропитывают») в течение достаточно длительного времени и при достаточной температуре, что позволяет получить аустенитную структуру равномерную в отношении всех элементов и компонентов в твердом растворе. Температура должна быть выше температуры рекристаллизации аустенита, но предпочтительно на уровне, который бы способствовал образованию очень мелких зерен. Температура рекристаллизации аустенита обычно меняется с составом сплава, но, как правило, она без труда может быть установлена специалистом. В большинстве случаев наилучшие результаты достигаются путем пропитки при температуре в пределах от 800 до 1150°С. При этой температуре проводится прокатка сплава, ковка или и то и другое.
Сразу же после завершения гомогенизации сплав подвергают охлаждению в сочетании с измельчением зерен до желаемого размера зерна, которое, как отмечалось выше, может варьироваться. Измельчение зерен можно проводить ступенчато, но заключительное измельчение обычно достигается при промежуточной температуре, которая выше температуры рекристаллизации аустенита, но при этом близка к ней. Сплав может быть вначале прокатан при температуре гомогенизации, в результате чего происходит динамическая рекристаллизация, затем охлажден до промежуточной температуры и вновь прокатан с целью дальнейшей динамической рекристаллизации. Промежуточная температура лежит между температурой рекристаллизации аустенита и температурой, которая на 50°С выше температуры рекристаллизации аустенита. Для составов сплавов, у которых температура рекристаллизации аустенита около 900°С, промежуточная температура, до которой охлаждают сплав, лежит преимущественно в пределах от около 900 до около 950°С и, наиболее предпочтительно, от около 900 до около 925°С. Для составов сплавов, у которых температура рекристаллизации аустенита около 820°С, предпочтительная промежуточная температура составляет приблизительно 850°С. Динамическая рекристаллизация может быть также достигнута путем ковки или любого другого известного специалистам способа. Динамическая рекристаллизация приводит к уменьшению размера зерен на 10% или больше, и во многих случаях уменьшение размера зерен составляет от около 30 до около 90%.
Сразу же после достижения желаемого размера зерен сплав подвергают закалке, охлаждая его от температуры, лежащей выше температуры рекристаллизации аустенита, до начальной температуры появления мартенсита Ms и далее через промежуточный интервал для мартенсита, в результате чего кристаллы аустенита превращаются в пакетно-пластинчатую мартенсит-аустенитную микроструктуру. В случае присутствия кристаллов феррита среди аустенитных кристаллов превращение происходит только в аустенитных кристаллах. Оптимальная скорость охлаждения зависит от химического состава и, соответственно, от способности сплава к упрочнению. Образующиеся пакеты имеют приблизительно такие же небольшие размеры, что и аустенитные зерна, образующиеся на стадиях прокатки, но только аустенит, остающийся в этих зернах, находится в тонких пленках и в некоторых случаях в оболочке, которая покрывает каждое пакетно-пластинчатое зерно. Если тонкие аустенитные пленки должны иметь единственный вариант кристаллической ориентации, этого можно достичь, регулируя процесс таким образом, чтобы получить размер зерен менее 50 микрон.
В качестве альтернативы динамической рекристаллизации измельчение зерен до желаемого размера зерна может быть осуществлено путем лишь термообработки. При использовании этого способа сплав закаливают, как описано в предыдущем параграфе, вновь нагревают до температуры, которая примерно равна температуре рекристаллизации аустенита или несколько ниже, и после этого вновь закаливают, получая или возвращая при этом пакетно-пластинчатую мартенсит-аустенитную микроструктуру. Температура повторного нагрева находится преимущественно в пределах около 50°С от температуры рекристаллизации аустенита, например, около 870°С.
Стадии обработки, такие как нагрев композиции сплава до фазы аустенита, охлаждение сплава с контролируемой прокаткой или ковкой, в результате чего достигается желаемое обжатие и размер зерен, и закалка аустенитных зерен через мартенситную переходную область, в результате чего получают пакетно-пластинчатую структуру, осуществляют с помощью известных в технике способов. В число этих способов входят отливки, термообработка и горячая обработка сплава типа ковки или прокатки, после чего следует завершающая операция при контролируемой температуре, в результате которой происходит оптимальное измельчение зерен. Контролируемая прокатка имеет различные функции, в частности, способствует диффузии легирующих элементов для образования гомогенной аустенитной кристаллической фазы и сохранению энергии деформации в зернах. В стадиях процесса закалки контролируемая прокатка направляет вновь образующуюся мартенситную фазу в пакетно-пластинчатое расположение пластин мартенсита, разделенных тонкими пленками сохранившегося аустенита. Степень обжатия при прокатке может варьироваться и без труда устанавливается специалистами. Закалку преимущественно проводят достаточно быстро, чтобы избежать образования вредных микроструктур, в том числе перлита, бейнита и осадочных частиц, и, в особенности, межфазного осаждения и образования частиц, в том числе образования нежелательных карбидов и карбонитридов. В пакетно-пластинчатых мартенсит-аустенитных зернах пленки из сохранившегося аустенита составляют от около 0,5 до около 15% объема микроструктуры, предпочтительно от около 3 до около 10% и, наиболее предпочтительно, не более около 5%.
Трехфазные сплавы обладают микроструктурой, состоящей из двух типов зерен: ферритных зерен и пакетно-пластинчатых мартенсит-аустенитных зерен, слитых друг с другом в виде сплошной массы. Как и в двухфазных сплавах, размер отдельных зерен не является критическим и может варьироваться в широких пределах. Наилучшие результаты обычно достигаются при размерах зерен, имеющих диаметры (или другой подходящий характеристический линейный размер) в пределах от около 2 до около 100 микрон, предпочтительно от около 5 до около 30 микрон. Количество ферритной фазы относительно мартенсит-аустенитной фазы можно варьировать. В большинстве случаев, однако, наилучшие результаты получают тогда, когда мартенсит-аустенитные зерна составляют от около 5 до около 95% трехфазной структуры, предпочтительно от около 15 до около 60% и, наиболее предпочтительно, от около 20 до около 40% (всюду в мас.%).
Приготовление трехфазных сплавов, также как и описанное выше приготовление двухфазных сплавов, состоит в начальном соединении подходящих компонентов, необходимых для образования сплава желаемого состава, и последующей пропитки для получения равномерной аустенитной структуры, в которой все элементы и компоненты находятся в твердом растворе. Предпочтительная температура пропитки лежит в пределах от около 900 до около 1170°С. После завершения образования аустенитной фазы композицию сплава охлаждают до температуры межкритической области, которая определяется как область, в которой аустенитная и ферритная фазы сосуществуют в равновесии. Охлаждение в этом случае заставляет часть аустенита превратиться в ферритные зерна, в то время как оставшаяся часть сохраняется в виде аустенита.
Относительные количества каждой из двух фаз при равновесии изменяются в зависимости от температуры, до которой композиция на этой стадии охлаждается, а также от содержания легирующих элементов. Распределение углерода между двумя фазами (по-прежнему находящимися в равновесии) также изменяется в зависимости от температуры. Относительные количества не являются для изобретения критическими и могут меняться. Температура, до которой охлаждают композицию для получения двухфазной феррит-аустенитной структуры, лежит предпочтительно в пределах от около 800 до около 1000°С.
Сразу же после образования кристаллов аустенита (т.е. сразу же после достижения равновесия при выбранной температуре в межкритической фазе) сплав быстро закаливают путем охлаждения через мартенситный переходный интервал, в результате чего аустенитные кристаллы превращаются в пакетно-пластинчатую мартенсит-аустенитную микроструктуру. Скорость охлаждения, которую используют при этом переходе, достаточно велика для того, чтобы в значительной степени избежать каких-либо изменений в отношении ферритной фазы и предотвратить нежелательное разрушение аустенита. В зависимости от состава сплава и его способности к упрочнению для достижения желаемой скорости охлаждения может потребоваться водяное охлаждение, хотя для некоторых сплавов достаточно и воздушного охлаждения. Для некоторых сплавов, а именно для трехфазных сплавов с 6% Cr, желаемая скорость охлаждения достаточно низка, в результате чего может быть использовано воздушное охлаждение. Приведенные выше рассуждения относительно двухфазных сплавов применимы также и для данного случая.
Предпочтительными двухфазными композициями сплавов являются те, которые содержат от около 0,04 до около 0,12% углерода, от нуля до около 11,0% хрома, от нуля до около 2,0% марганца и от нуля до около 2,0% кремния (всюду мас.%), остальное - железо. Предпочтительными трехфазными композициями сплавов являются те, которые содержат от около 0,02 до около 0,14% углерода, от нуля до около 3,0% кремния, от нуля до около 1,5% марганца и от нуля до около 1,5% алюминия (всюду мас.%), остальное - железо.
Образование в микроструктуре осадков и других небольших частиц при охлаждении обобщенно называют «автоотпуском». При некоторых применениях настоящего изобретения как в случае с двухфазными, так и в случае с трехфазными сплавами автоотпуск специально предотвращают путем использования относительно высокой скорости охлаждения. Минимальные скорости охлаждения, которые позволяют избежать автоотпуска, хорошо просматриваются на диаграмме зависимости температуры превращения в сплаве от времени. На этой типичной диаграмме вертикальная ось представляет температуру, горизонтальная ось представляет время, а кривые на диаграмме показывают области, в которых каждая фаза существует либо как таковая, либо в сочетании с другой фазой (фазами). Такая же типичная диаграмма приведена в упомянутом выше патенте Thomas, US 6273968 В1. На таких диаграммах минимальная скорость охлаждения является линией падения температуры в течение времени, которая упирается в левую сторону С-образной кривой. Область справа от кривой является областью существования карбидов, а скорости охлаждения, при которых не происходит образования карбидов, представлены, таким образом, линиями, которые остаются слева от кривой. Линия, которая является касательной к кривой, имеет наименьший наклон и представляет, таким образом, наиболее низкую скорость, которая еще может быть использована без образования карбидов.
Выражения «межфазное осаждение» и «межфазные осадки» используются в настоящей заявке для обозначения образования мелких частиц сплава в участках между мартенситной и аустенитной фазами, т.е. между пластинками и разделяющими их тонкими пленками. Выражение «межфазные осадки» не относится к самим аустенитньм пленкам. Межфазные осадки следует отличать от «внутрифазных осадков», которые представляют собой осадки, находящиеся внутри мартенситных пластинок, а не те, которые находятся вдоль поверхностей раздела между мартенситньми пластинками и аустенитными пленками. Межфазные осадки, диаметр которых равен примерно 500 Å или меньше, не являются вредными в отношении ударной вязкости и. в действительности, сами могут усиливать ударную вязкость. Таким образом, автоотпуск не обязательно является вредным при условии, что он ограничивается внутрифазным осаждением и не приводит к межфазному осаждению. Выражение «практически отсутствие карбидов» используется здесь для указания на то, что если и имеет место присутствие карбидов, их распределение и количество таковы, что они не оказывают значительного влияния на технические характеристики и, в частности, на характеристики коррозии конечного сплава.
В зависимости от состава сплава скорость охлаждения, которая может быть достаточно высокой, чтобы предотвратить образование карбидов или автоотпуск, в принципе, может быть такой скоростью, которая достижима при воздушном охлаждении, или же такой скоростью, которая достижима при водяном охлаждении. В случае составов сплавов, для которых автоотпуск можно предотвратить, используя воздушное охлаждение, последнее может применяться даже тогда, когда уровни некоторых легирующих элементов понижены при том условии, что уровни других легирующих элементов будут повышены. Например, уменьшение количества углерода, хрома или кремния может быть скомпенсировано повышением уровня марганца.
Способы и условия, приводимые в упомянутых выше патентах США, в частности, операции термообработки, измельчения зерен, вводимая в последовательность операций ковка, и использование прокатных станов для круглых, плоских и иных форм, могут быть использованы в процессе осуществлении настоящего изобретения для нагрева композиции сплава до аустенитной фазы и охлаждения сплава от аустенитной фазы до межкритической фазы в случае трехфазных сплавов и последующего охлаждения через промежуточную мартенситную область. Прокатку осуществляют контролируемым образом в одну или несколько стадий в процессе аустенизации и первой стадии охлаждения, например, чтобы способствовать диффузии легирующих элементов для гомогенизации аустенитной кристаллической фазы с последующим деформированием кристаллических зерен и сохранением в зернах энергии деформирования, в то время как на второй стадии охлаждения прокатка может служить для направления вновь образующейся мартенситной фазы в пакетно-пластинчатое расположение пластин мартенсита, разделенных тонкими пленками сохранившегося аустенита. Степень обжатия при прокатках может варьироваться и без труда устанавливаться специалистами. В пакетно-пластинчатых мартенсит-аустенитных кристаллах пленки из сохранившегося аустенита должны содержать от около 0,5 до около 15 об.% микроструктуры, предпочтительно от около 3 до около 10% и, наиболее предпочтительно, не более около 5%. Отношение количества аустенита ко всему количеству трехфазной микроструктуры должно быть не выше около 5%. Фактическая ширина одной пленки из сохранившегося аустенита составляет преимущественно от около 50 до около 250 Å и, предпочтительно, равна около 100 Å. Отношение количества аустенита ко всему количеству трехфазной микроструктуры обычно не превышает около 5%. Обсуждаемую в этом параграфе прокатку следует отличать от холодной обработки, проводимой, в соответствии с настоящим изобретением, после образования пакетно-пластинчатых мартенсит-аустенитных микроструктур, либо с двухфазной структурой, либо с частью трехфазной структуры.
Следующие примеры приводятся лишь в целях иллюстрации.
Пример 1
Этот пример иллюстрирует деформацию стержня из углеродистой стали пакетно-пластинчатой мартенсит-аустенитной микроструктуры с использованием способа холодного волочения, согласно настоящему изобретению, до уменьшения площади на 99%.
Приводимый в этом примере эксперимент проводили на стальном стержне 6 мм в диаметре со следующим составом сплава: 0,1% углерода, 2,0% кремния, 0,5% хрома, 0,5% марганца (всюду мас.%), остальное - железо с микроструктурой, состоящей из зерен диаметром около 50 микрон, причем каждое зерно состоит из мартенситных пластин толщиной около 100 нм, чередующихся с тонкими пленками из аустенита толщиной около 10 нм, при отсутствии ферритных фаз и с присутствием на каждом зерне окружающей его аустенитной оболочки толщиной около 10 нм. Стержень изготовляют способом, описанным в упомянутой выше одновременно рассматриваемой патентной заявке Соединенных Штатов с регистрационным номером 10/017879, зарегистрированной 14 декабря 2001 г.
Поверхность стального стержня без покрытия была очищена и смазана, после чего стержень протягивали через смазанные фильеры за 15 проходов при температуре 25°С до диаметра 0,024 см. Конечный диаметр проволоки был равен 0,027 см, что соответствует общему уменьшению площади на 99%. Проволока обладала пределом прочности на разрыв 2,690 МПа.
Пример 2
Этот пример является еще одной иллюстрацией холодной обработки стержней из углеродистой стали с пакетно-пластинчатыми мартенсит-аустенитными микроструктурами согласно настоящему изобретению. В этом примере использованы два разных сплава: Fe/8Cr/0,05C и Fe/2Si/0,1C с микроструктурой, состоящей из зерен с диаметром около 50 микрон, причем каждое зерно состоит из мартенситных пластинок толщиной около 150 нм, чередующихся с тонкими пленками аустенита толщиной около 10 нм, при отсутствии значительных ферритных фаз и в присутствии на каждом зерне окружающей его аустенитной оболочки толщиной около 10 нм.
Поверхности стальных стержней, диаметр которых был равен 6 мм, были очищены и смазаны, после чего стержни протягивали через смазанные фильеры в несколько проходов при температуре 25°С. Представленный в виде таблицы I график волочения использован для сплава Fe/8Cr/0,05C, и аналогичный график волочения использован для сплава Fe/2Si/0,1C. В этой таблице Ао обозначает начальный диаметр стержня, а А обозначает диаметр стержня после конкретного прохода.
Пределы прочности на разрыв измерены на исходном стержне и после каждого прохода, а результаты представлены на фиг.1 в виде графика зависимости этой величины от истинной полной деформации, где квадратики обозначают сплав Fe/8Cr/0,05C, a ромбики обозначают сплав Fe/2Si/0,1C. Фиг.1 показывает, что пределы прочности на разрыв у обоих сплавов к концу всей последовательности этапов волочения достигают приблизительно 2000 МПа при общем сокращении площади 97%.
Пример 3
Этот пример иллюстрирует холодную обработку согласно настоящему изобретению с использованием стержней из углеродистой стали с пакетно-пластинчатыми мартенсит-аустенитными микроструктурами, которые содержат ферритные кристаллы в виде третьей фазы (в дополнение к пластинам мартенсита и тонким пленкам аустенита, т.е. имеет место трехфазная микроструктура).
В этом примере использован сплав Fe/2Si/0,1C с микроструктурой, состоящей из феррита, слитого с пакетно-пластинчатыми зернами, аналогичными тем, которые описаны выше в примерах 1 и 2, содержащими мартенситные пластинки, чередующиеся с тонкими пленками аустенита и покрытые аустенитной оболочкой. Стержни были изготовлены способом, описанным в упомянутой выше патентной заявке Соединенных Штатов №10/017847, зарегистрированной 14 декабря 2001 г., с применением температуры повторного нагрева 950°С, в результате чего было достигнуто содержание феррита, составляющее 70 об.% от микроструктуры. Диаметр исходного стержня 5,59 мм. Холодная обработка состояла в волочении стержней за 15 проходов через смазанные конические фильеры при температуре 25°С с обжатием за проход примерно 36% до конечного диаметра 0,94 мм.
В таблице II приведены данные для графика волочения, где Ао обозначает начальный диаметр стержня, а А обозначает диаметр стержня после конкретного прохода.
Предел прочности на разрыв у конечной проволоки был равен 2760 МПа.
Пример 4
Этот пример является еще одной иллюстрацией холодной обработки стержней из углеродистой стали, микроструктура которых состоит из пакетно-пластинчатых мартенсит-аустенитных кристаллов согласно настоящему изобретению.
В этом примере, как и в примере 3, использован сплав Fe/2Si/0,1C с микроструктурой, состоящей из феррита, сплавленного с пакетно-пластинчатыми зернами, аналогичными тем, которые описаны выше в примерах 1 и 2, содержащими мартенситные пластинки, чередующиеся с тонкими пленками аустенита и покрытые аустенитной оболочкой. Стержень этого состава был изготовлен способом, описанным в упомянутой выше патентной заявке Соединенных Штатов №10/017847, зарегистрированной 14 декабря 2001 г. В этом случае стержень был вначале подвергнут горячей прокатке до диаметра 6,35 мм, затем нагревался около 30 мин до 1150°С для аустенизации композиции, далее был подвергнут закалке в ледяном рассоле, в результате чего аустенит был практически на 100% превращен в мартенсит, после чего вновь быстро нагрет с образованием структуры, содержащей 70% феррита и 30% аустенита. Стержень был затем подвергнут закалке в ледяном рассоле для превращения аустенита в пакетно-пластинчатую мартенсит-аустенитную структуру. Затем стержень был подвергнут холодному волочению за 7 проходов при обжатии 35% за проход до конечного диаметра 1,40 мм, в результате чего предел прочности на растяжение составил 1,875 МПа. В параллельном эксперименте стержень того же состава и обработанный идентичным образом был подвергнут холодному волочению за 13 проходов при обжатии 35% за проход до конечного диаметра 0,37 мм, в результате чего предел прочности на растяжение составил 2480 МПа.
Пример 5
Этот пример является еще одной иллюстрацией холодной обработки стержней из углеродистой стали, микроструктура которых состоит из пакетно-пластинчатых мартенсит-аустенитных кристаллов согласно настоящему изобретению, демонстрируя влияние варьирования относительных количеств пакетно-пластинчатого мартенсит-аустенита и феррита.
Как и в примерах 3 и 4, стальным сплавом был Fe/2Si/0,1C, а стержни были изготовлены, как описано примере 4, с использованием различных температур повторного нагрева до достижения содержания феррита 0, 56, 66 и 75%, соответствующих содержанию пакетно-пластинчатого мартенсит-аустенита 100, 44, 35 и 25%, соответственно (все в об.%). Для всех четырех микроструктур были использованы графики волочения, аналогичные данным в таблице II, и на фиг.2 представлены графики зависимости полученных пределов прочности на растяжение от истинной полной деформации, где квадратики представляют 100%-ный пакетно-пластинчатый сплав, треугольники представляют 44%-ный пакетно-пластинчатый сплав, кружки представляют 34%-ный пакетно-пластинчатый сплав и ромбики представляют 25%-ный пакетно-пластинчатый сплав. График показывает, что все четыре микроструктуры достигают предела прочности на растяжение намного выше 2000 МПа, а те микроструктуры, в которых доли пакетно-пластинчатого мартенсит-аустенита превосходят 25%, дают более высокие пределы прочности на растяжение по сравнению с микроструктурой, в которой доли пакетно-пластинчатого мартенсит-аустенита равна 25%.
Изложенное выше предлагается в целях иллюстрации. Другие модификации и вариации разных параметров композиции сплава, операций и условий обработки могут проводиться, не выходя при этом за рамки сути и новых представлений настоящего изобретения. Они могут быть легко проведены специалистами в данной области и включены в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНЫЕ ЛЕГИРОВАННЫЕ СТАЛИ С ЧЕТЫРЬМЯ ФАЗАМИ | 2005 |
|
RU2371485C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЕЙ | 2000 |
|
RU2181776C2 |
| НАНОКОМПОЗИТНЫЕ МАРТЕНСИТНЫЕ СТАЛИ | 2002 |
|
RU2293768C2 |
| ТРЕХФАЗНЫЕ НАНОКОМПОЗИТНЫЕ СТАЛИ | 2002 |
|
RU2293769C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| СПОСОБ ПРОИЗВОДСТВА ФОЛЬГИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ АУСТЕНИТНОГО КЛАССА | 1990 |
|
RU2015182C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630082C1 |
Изобретение относится к технологии обработки низко- и среднеуглеродистой легированной стали. Техническим результатом изобретения является повышение предела прочности на разрыв. Стальной стержень, микроструктура которого имеет зерна, каждое из которых состоит из мартенситных пластин, чередующихся с тонкими пленками из стабилизированного аустенита, подвергают холодной деформации. Благодаря высокой плотности дислокации в структуре и тенденции напряжений деформирования перемещаться между мартенситной и аустенитной фазами операция холодной деформации придает микроструктуре уникальные механические свойства, в том числе высокую прочность на растяжение. Этого можно достичь без промежуточных термообработок (патентирования в случае стальной проволоки) стали между обжатиями путем холодной обработки. 18 з.п. ф-лы, 2 ил., 2 табл.
Приоритет по пунктам:
| US 6273968 B1, 14.08.2001 | |||
| Способ термической обработки деталей из углеродистой стали | 1988 |
|
SU1555376A1 |
| Способ термомеханической обработки сталей | 1989 |
|
SU1745771A1 |
| US 3650709 A, 21.03.1972 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПЕРЕХОДНОГО И МАРТЕНСИТПОГО КЛАССОВ | 0 |
|
SU378442A1 |
| Способ упрочнения железомарганцевых сплавов | 1977 |
|
SU726192A1 |
| МЕТАЛЛИЧЕСКАЯ ГОТОВАЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРОВОЛОКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ПРОВОЛОКИ | 1997 |
|
RU2177510C2 |

