Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении силикатного кирпича и стеновых материалов.
Известно известьсодержащее вяжущее для изготовления силикатного кирпича, состоящее из песка кварцевого и обожженного карбонатита (RU 2081861 C1, 6 C04B 28/20). Недостатком данного аналога является относительная недоступность обожженного карбонатита по сравнению с обычной кальциевой известью, получаемой обжигом известняка или мела.
Известен способ получения вяжущего, заключающийся в помоле компонентов вяжущего (негашеной извести и кварцевого песка) при принудительном интенсивном электрозаземлении, инициируемом потенциалом с напряжением 0,1-50 В. Недостатком аналога является недостаточное увеличение прочности при сжатии получаемых на основе данного вяжущего автоклавных изделий.
Известен способ получения силикатной смеси для силикатного кирпича, заключающийся в обработке смеси в одном агрегате - стержневой мельнице, в горловину которой подают непосредственно все сырьевые компоненты, а также воду с температурой 120°С или острый пар, или воду и пар совместно в количестве, достаточном для полного гашения заданной формовочной влажности готовой к прессованию смеси (RU 2188177 С3, C04B 28/20). Недостатком данного аналога является пониженная реакционная способность извести в отсутствии добавок.
Наиболее близким является вяжущее, состоящее из молотого кварцевого песка и негашеной извести в соотношениях от 1:1 до 2:1 (Вахнин М.П. Анищенко А.А. Производство силикатного кирпича. М.: Высшая школа, 1977, - 160 c., - c. 51-52).
Наиболее близким способом получения вяжущего является способ, заключающийся в совместном помоле в трубных мельницах кварцевого песка и негашеной извести. Материалы следует подавать в мельницу непрерывно, в количестве, обеспечивающем получение вяжущего с удельной поверхностью 4000 см2/кг (Вахнин М.П. Анищенко А.А. Производство силикатного кирпича. М.: Высшая школа, 1977, - 160 с., - с. 51-52).
Недостатком двух вышеперечисленных прототипов является недостаточная интенсивность измельчения кварцевого песка в результате совместного помола материалов (кварцевого песка и негашеной извести), обладающих различными твердостью и размалываемостью, а также отсутствие возможности активировать известково-кремнеземистое вяжущее в результате мокрого помола по причине недопустимо высокой влажности, необходимой для хранения и транспортировки в промышленных условиях полученной вяжущей суспензии, при которой полученная на основе такого вяжущего силикатная смесь является непригодной для прессования сырца на ее основе.
Наиболее близким является способ приготовления силикатной смеси для производства силикатного кирпича, заключающийся в тщательном перемешивании известково-кремнеземистого вяжущего (смеси извести и тонкомолотого песка, полученного в результате совместного помола в мельнице) с немолотым кварцевым песком, увлажнении смеси и гашении в силосах в течение от 1,5 до 4 часов, после чего смесь дополнительно доувлажняется до формовочной влажности (Мухина Т.Г. Производство силикатного кирпича. Учебник для подготовки рабочих на производстве. М.: Высшая школа, 1971, - 232 с., - с. 96-99). Недостатком данного способа приготовления силикатной смеси является использование вяжущего с относительно низкой удельной поверхностью молотого кварцевого песка в вяжущем, полученного при совместном помоле кварцевого песка и извести, что не позволяет получать высокомарочные изделия.
В заявляемом способе получения известково-кремнеземистого вяжущего, а также получения на его основе силикатной смеси ставятся следующие задачи:
- задержать гидратацию извести на срок, позволяющий хранить и транспортировать полученное известково-кремнеземистое вяжущее, при этом снизить влажность известково-кремнеземистого вяжущего, получаемого в результате совместного помола воды с негашеной известью и кварцевым песком;
- активировать известково-кремнеземистое вяжущее в результате мокрого помола, в результате чего повысить прочность при сжатии получаемых изделий;
- повысить интенсивность измельчения песка при совместном помоле песка и извести, что приводит к увеличению прочности при сжатии получаемых материалов;
- получать высокомарочные изделия.
Изобретение направлено также на повышение конкурентоспособности получаемых силикатных автоклавных изделий в результате повышения прочности при сжатии в 1,5-2 раза по сравнению с изделиями на основе силикатной смеси по прототипу (на способ приготовления силикатной смеси), а также увеличение арсенала средств для получения силикатных автоклавных изделий.
Указанная задача достигается при помощи известково-кремнеземистого вяжущего, включающего негашеную известь и молотый кварцевый песок, которое согласно предлагаемому решению дополнительно содержит 1,80-8,09% водный раствор медного купороса, при следующем соотношении компонентов, мас.%:
Известково-кремнеземистое вяжущее может дополнительно содержать добавку СБ-3 в количестве 0,15-0,26% от массы известково-кремнеземистого вяжущего.
Задача достигается способом получения известково-кремнеземистого вяжущего, включающим совместный помол негашеной извести и кварцевого песка, в котором согласно предлагаемому решению в процессе измельчения дополнительно вводят 1,80-8,09% водный раствор медного купороса при температуре 0-55°С, при следующем соотношении компонентов, мас.%:
В способе получения известково-кремнеземистого вяжущего при совместном помоле компонентов может быть дополнительно введена добавка СБ-3 в количестве 0,15-0,26% от массы известково-кремнеземистого вяжущего.
Задача достигается также способом получения силикатной смеси для производства прессованных изделий автоклавного твердения, включающим перемешивание немолотого кварцевого песка и известково-кремнеземистого вяжущего и последующую выдержку смеси для гашения извести, в котором согласно предлагаемому решению полученную силикатную смесь выдерживают не менее 3 часов без последующего доувлажнения, при следующем соотношении компонентов, мас.%:
при этом вяжущее имеет состав, мас.%:
В способе получения силикатной смеси для производства прессованных изделий автоклавного твердения вяжущее может дополнительно содержать добавку СБ-3 в количестве 0,15-0,26% от массы известково-кремнеземистого вяжущего.
Сущность изобретения состоит в задержке гидратации извести в известково-кремнеземистом вяжущем на несколько часов. При получении известково-кремнеземистого вяжущего в результате мокрого помола компонентов (известь негашеная, кварцевый песок, водный раствор медного купороса) в мельнице достигается влажность от 45,11 до 53,97%. В результате мокрого помола кварцевого песка и извести с водным раствором медного купороса сохраняется подвижность известково-кремнеземистого вяжущего. Для суспензии известково-кремнеземистого вяжущего принята минимальная растекаемость более 60 мм по текучестемеру МХТИ ТН-2 (Бутт Ю.М., Тимашев В.В. Практикум по химической технологии вяжущих материалов. Учебное пособие для химико-технологических специальностей вузов. М.: Высшая школа, 1773, 504 с., с. 134), достаточная для ее транспортировки гидротранспортом и хранения в промышленных условиях в течение нескольких часов (не менее 3-х). При использовании указанного известково-кремнеземистого вяжущего появляется возможность приготавливать силикатную смесь путем дозирования и смешения полученного известково-кремнеземистого вяжущего с немолотым кварцевым песком с достаточно низкой влажностью для получения из данной силикатной смеси (после предварительной выдержки до полной гидратации извести в смеси) прессованных изделий автоклавного твердения. Полученное известково-кремнеземистое вяжущее сохраняет свои текучие свойства в течение нескольких часов (не менее 3-х), необходимых для проведения соответствующих технологических процессов в приготовлении готовой силикатной смеси. Данный технический результат достигается в результате воздействия водного раствора медного купороса на негашеную известь при мокром помоле известково-кремнеземистого вяжущего, что позволяет снизить количество воды (на 12-16%) в составе известково-кремнеземистого вяжущего с сохранением необходимых реологических свойств. Применение мокрого помола компонентов известково-кремнеземистого вяжущего, кроме того, позволяет осуществить механоактивацию заявляемого известково-кремнеземистого вяжущего, а также увеличить удельную поверхности песка в известково-кремнеземистом вяжущем с 160-170 м2/кг до 250-300 м2/кг, что ведет к повышению прочности при сжатии получаемых автоклавных изделий, а также предотвращает негативный эффект налипания извести на стенки мельницы и на мелющие тела при помоле.
Основная часть извести в полученном известково-кремнеземистом вяжущем находится в негидратированном состоянии. Гидратация извести происходит через несколько часов, когда известково-кремнеземистое вяжущее должно быть смешано с немолотым песком, связав часть воды в состав гидроксида кальция, что дополнительно снижает влажность всей силикатной смеси и доводит ее до кондиции. Вышеуказанное воздействие водного раствора медного купороса на негашеную известь при совместном помоле в научно-технической литературе не упоминается. Предположить такое воздействие медного купороса на известь, опираясь на уже изученные свойства извести и водного раствора медного купороса, невозможно, что доказывает соответствие критерию "изобретательский уровень". Достижение этого критерия подтверждается получением текучего известково-кремнеземистого вяжущего с влажностью 45,11-53,97%, используя водный раствор медного купороса при сохранении в составе смеси непрогидратированной извести на срок более 3 часов, что позволяет снизить конечную влажность готовой заявляемой силикатной смеси до необходимого предела. При отсутствии в воде затворения медного купороса необходимая текучесть известково-кремнеземистого вяжущего достигается при влажности в пределах 56-60% (без учета потерь воды на гидратацию). Использование такого известково-кремнеземистого вяжущего приводит к получению готовой силикатной смеси с влажностью 14-16%, что недопустимо, т.к. вызывает выделение воды при прессовании сырца. Применение мокрого помола позволяет активировать известково-кремнеземистое вяжущее, что ведет к повышению прочности при сжатии получаемых на основе заявляемого известково-кремнеземистого вяжущего автоклавных изделий.
Авторами установлено, что температура используемого раствора медного купороса должна быть от 0°С до 55°С. При увеличении температуры раствора более 55°С происходит гидратация и загустевание известково-кремнеземистого вяжущего в мельнице или в течение нескольких минут после выгрузки, что не позволит осуществить технологические процессы хранения и транспортировки известково-кремнеземистого вяжущего в текучем состоянии. При концентрации водного раствора медного купороса, большей чем 8,09%, или при количестве водного раствора медного купороса меньше 46,61% известково-кремнеземистое вяжущее теряет текучесть, что не позволит осуществить такие технологические операции, как транспортировка гидротранспортом, хранение в шламбассейнах и смешение вяжущего с немолотым песком. При применении водного раствора меньшей концентрации чем 1,80%, в установленных пределах его количества, задержка гидратации извести в известково-кремнеземистом вяжущем не проявляется, что также приводит к загустеванию известково-кремнеземистого вяжущего в мельнице или после выгрузки.
При необходимости еще большего увеличения времени сохранения текучих свойств предложенного известково-кремнеземистого вяжущего применяется добавка СБ-3 (ГОСТ 10534-78. Присадка сульфонатная СБ-3), которая в 1,5-2 раза увеличивает задержку гидратации извести в известково-кремнеземистом вяжущем, вызванную водным раствором медного купороса. Добавку СБ-3 вводят совместно с остальными компонентами известково-кремнеземистого вяжущего (известь, кварцевый песок, водный раствор медного купороса) в мельницу при помоле. Указанная добавка в количестве ниже установленного предела не задерживает гидратацию извести в вяжущем, получаемом в соответствии с заявляемым способом. Чем больше добавки СБ-3 в вяжущем, тем на большее время происходит задержка гидратации извести в известково-кремнеземистом вяжущем. Предельное содержание СБ-3 в известково-кремнеземистом вяжущем ограничивается экономическими соображениями и определяется технологически необходимым временем задержки гидратации извести и сохранения текучести суспензии известково-кремнеземистого вяжущего.
В отличие от прототипа на способ приготовления силикатной смеси заявляемая силикатная смесь в процессе ее приготовления не нуждается в доувлажнении. Влажность после гидратации извести в полученной силикатной смеси снижается, т.к. часть воды реагирует с известью. Потеря влаги силикатной смесью во время производственных процессов находится в заданных пределах и не оказывает негативного влияния на качество получаемых изделий до тех пор, пока влажность силикатной смеси позволяет формовать из нее сырец прессованием.
Далее рассмотрены примеры использования заявляемого способа получения силикатной смеси для получения силикатных прессованных изделий автоклавного твердения. Опыты проводились в лабораторных условиях с использованием лабораторной шаровой мельницы объемом 0,7 л, гидравлического пресса и лабораторного автоклава. Данные проведенных опытов направлены на доказательство промышленной применимости заявляемого способа приготовления силикатной смеси на примере прессованных автоклавных изделий. Данные по прочностным характеристикам образцов, полученных из силикатной смеси, приготовленной в соответствии с заявляемым способом получения силикатной смеси, сравниваются с данными силикатных изделий, полученными из силикатной смеси, приготовленной в соответствии с прототипом на способ приготовления силикатной смеси.
Использовать для сравнения известково-кремнеземистое вяжущее, приготовленное в результате помола извести и воды, не является возможным, т.к. при совместном помоле воды и негашеной извести без содержания в воде растворенного в установленных пределах медного купороса эффект задержки гидратации извести наблюдается всего лишь на срок до 20-21 минуты. Таким образом при выгрузке полученной известковой суспензии она продолжает гидратацию и теряет текучие свойства. Такой эффект не позволяет сохранить текучее известково-кремнеземистое вяжущее на производстве. Даже при получении известково-кремнеземистого вяжущего без растворенного в воде медного купороса в результате более длительного помола (до 20-21 минуты) влажность такого известково-кремнеземистого вяжущего не позволяет приготавливать на его основе силикатную смесь, которая не будет давать водоотделения при прессовании.
Составы исходных компонентов приведены в таблицах 1 и 2.
Примеры конкретного выполнения
Пример конкретного выполнения 1.
Для получения силикатной смеси и испытания ее пригодности для производства прессованных автоклавных материалов был выполнен ряд операций в соответствии с заявляемым способом приготовления известково-кремнеземистого вяжущего и силикатной смеси.
В лабораторную мельницу были загружены 35 г (25,68%) негашеной извести, 35 г кварцевого песка (25,68%) и 66,3 г (48,64%) заранее приготовленного 1,95% водного раствора (температура раствора составляла 22°С) медного купороса, и произведен помол в течение 25 минут (Таблица 3, состав 5). Произведена выгрузка полученного известково-кремнеземистого вяжущего из мельницы и хранение в течение 1 часа. Далее получали силикатную смесь путем дозирования и смешения 118 г (78,08%) немолотого кварцевого песка с 33,1 г (21,92%) известково-кремнеземистого вяжущего, производили выдержку полученной силикатной смеси до полного окончания гидратации извести в смеси (3 часа) без последующего доувлажнения. Влажность силикатной смеси составляет 9,0% (с учетом потерь влаги на гидратацию).
Из полученной силикатной смеси были приготовлены образцы путем прессования на лабораторном гидравлическом прессе при давлении 20 МПа в виде цилиндров высотой 30 мм и диаметром 20 мм.
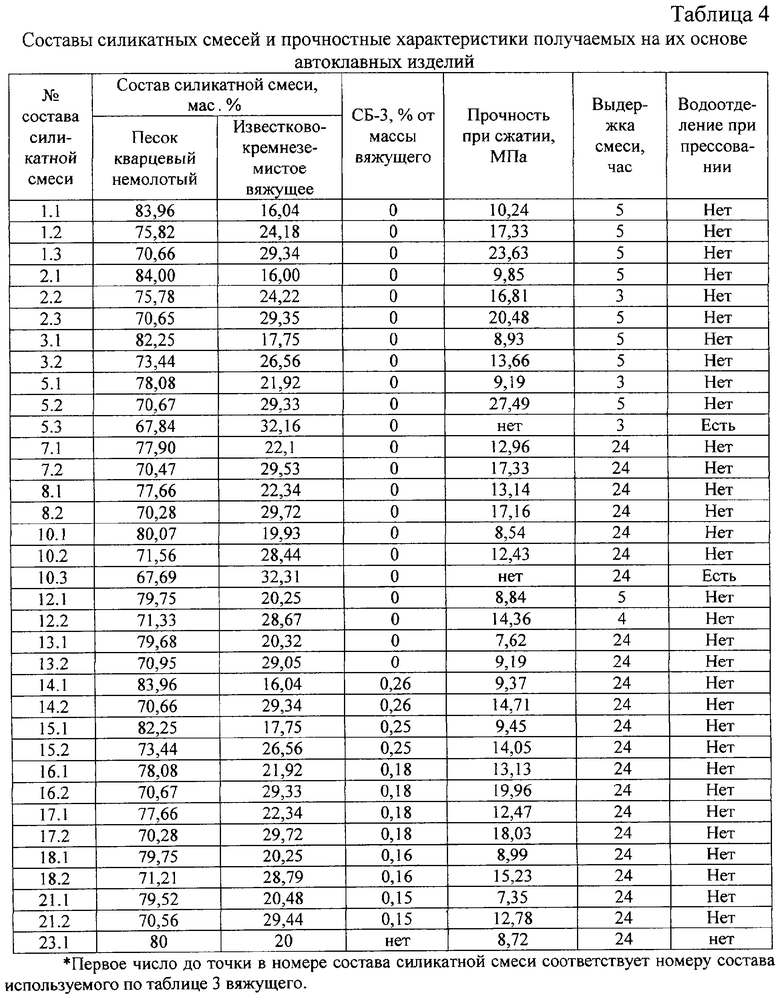
Полученные образцы подвергались гидротермальной обработке при давлении пара 0,8 МПа при изотермической выдержке 6 часов. Данные приведены в таблице 4, пример 5.1.
Прочность полученного образца составила 9,19 МПа.
Для оценки эффективности использования заявляемого способа приготовления силикатной смеси был проведен ряд опытов, в процессе которых приготовлены смеси с различными соотношениями компонентов для оценки возможных граничных значений содержания компонентов. Данные приведены в таблице 3, составы 1-14. Опытным путем были установлены максимально и минимально возможные соотношения немолотого кварцевого песка и известково-кремнеземистого вяжущего, при которых возможно получать сырец прессованием, пригодный для дальнейшей автоклавной обработки. Такие соотношения кварцевого песка и известково-кремнеземистого вяжущего ограничиваются максимально допустимой конечной влажностью смеси 8-12%. Данные прочности при сжатии полученных образцов сведены в таблицу 4, составы 1.1-14.1.
Пример конкретного выполнения 2.
Данный пример показывает возможность применения добавки СБ-3 для приготовления известково-кремнеземистого вяжущего и силикатной смеси на его основе.
В лабораторную мельницу были загружены 35 г (25,68%) негашеной извести, 35 г (25,68%) кварцевого песка и 66,3 г (48,64%) заранее приготовленного 1,96% водного раствора (температура раствора составляла 25°С) медного купороса, 0,25 г (0,18% от массы известково-кремнеземистого вяжущего) добавки СБ-3, и произведен помол в течение 25 минут (Таблица 3, состав 16). Произведена выгрузка полученного известково-кремнеземистого вяжущего из мельницы и хранение в течение 5 часов. Далее получали силикатную смесь путем дозирования и смешения 110 г (78,08%) немолотого кварцевого песка с 30,9 г (21,92%) известково-кремнеземистого вяжущего, производили выдержку полученной силикатной смеси в силосе силикатной смеси до полного окончания гидратации извести в смеси (24 часа) без последующего доувлажнения. Образцы из полученной силикатной смеси приготавливались известным способом в соответствии с примером 1. Влажность полученной силикатной смеси составляет 9,0% (с учетом потерь влаги на гидратацию).
Данные приведены в таблице 4, пример 16.1.
Прочность полученного образца составила 13,13 МПа.
Для оценки эффективности использования заявляемого способа приготовления силикатной смеси, а также оценки возможности экономии ресурсов с использованием данного способа приготовления смеси был проведен ряд опытов, в процессе которых были приготовлены смеси с различными соотношениями компонентов для оценки возможных граничных значений содержания компонентов совместно с добавкой СБ-3. Данные приведены в таблице 3, составы 14-22.
Данные прочности при сжатии полученных образцов сведены в таблицу 4, составы 14.1-21.2.
Пример конкретного выполнения 3 приведен для сравнения характеристик предложенных авторами смесей и приготовленных на их основе изделий с силикатной смесью и изделием, полученным в соответствии с прототипом на способ получения силикатной смеси (сухой способ).
Сухой способ получения силикатной смеси состоял из следующих операций. 35 г (50%) негашеной извести и 35 г (50%) кварцевого песка мололи в лабораторной шаровой мельнице до достижения удельной поверхности кварцевого песка в вяжущем примерно 160-170 м2/кг (25 минут) (Таблица 3, состав 23). Далее 20 г (20%) полученного вяжущего смешивалось с 80 г (80%) немолотого песка и полученная смесь доувлажнялась до формовочной влажности 6,5-7% (с учетом потери воды на гидратацию и испарение). Далее смесь выдерживалась в герметичных условиях до наступления гидратации извести в силикатной смеси.
Из полученной силикатной смеси были изготовлены образцы и подвергнуты гидротермальной обработке в соответствии с примером 1. Прочность при сжатии таких образцов составила 8,72 МПа. Данные приведены в таблице 4, пример 23.1.


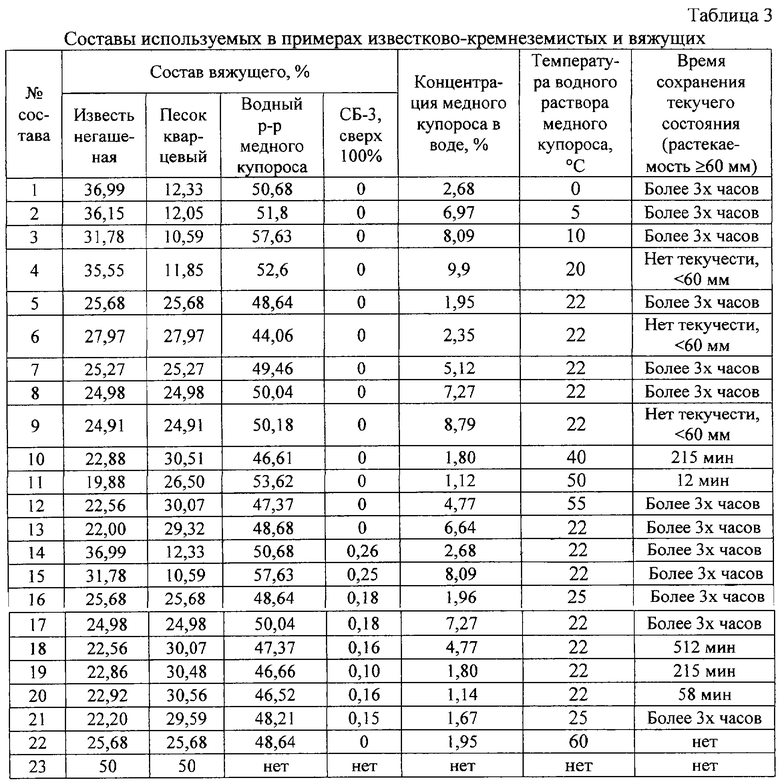
Необходимое количество вводимого в состав заявляемого известково-кремнеземистого вяжущего водного раствора медного купороса, его концентрация, количество вводимой добавки СБ-3 зависят от количества и активности применяемой при получении известково-кремнеземистого вяжущего извести, соотношения молотого кварцевого песка и негашеной извести в известково-кремнеземистом вяжущем и определялось для каждого состава опытным путем. Авторами установлено, что количество медного купороса, растворенного в воде затворения при производстве заявляемого известково-кремнеземистого вяжущего, должно быть не менее 3,67% от массы извести, что составляет заявляемую концентрацию раствора медного купороса.
Как видно из таблицы 3 и 4, количество 1,80-8,09% водного раствора медного купороса должно составлять 46,61-57,63% от массы известково-кремнеземистого вяжущего (Табл.3, составы 1-3, 5, 7, 8, 10, 12-19, 21), ниже которого вяжущее не сможет храниться долгое время в текучем состоянии (Табл.3, составы 11, 22). При использовании водного раствора медного купороса при мокром помоле стало возможно снижение влажности известково-кремнеземистого вяжущего с 56-60%, которое было бы необходимо для достижения текучего состояния известково-кремнеземистого вяжущего без водного раствора медного купороса, до 45,11-53,97% (без потери влажности на гидратацию) с сохранением известково-кремнеземистым вяжущим необходимой текучести и возможности хранения в таком состоянии 3-10 часов. Эффект действия водного раствора медного купороса в составе известково-кремнеземистого вяжущего проявляется в количестве не менее установленного предела, ниже которого время гидратации извести существенно уменьшается (Табл.3, состав 11, 20). Максимальный предел содержания медного купороса в водном растворе ограничен тем, что при больших его концентрациях по отношению к массе известково-кремнеземистого вяжущего теряются его текучие свойства и становится невозможным транспортировать известково-кремнеземистое вяжущее гидротранспортом в промышленных условиях (Табл.3, состав 4, 9). Увеличение количества водного раствора медного купороса выше установленного в заявке предела вызывает повышение влажности силикатной смеси до пределов, при которых наблюдается водоотделение при прессовании сырца, что является браком.
При использовании добавки СБ-3 возможно продлить текучее состояние известково-кремнеземистого вяжущего на срок до 8-10 часов. Минимальное количество СБ-3, которое есть смысл добавлять для продления текучего состояния известково-кремнеземистого вяжущего, составляет 0,15% от массы вяжущего (Табл.3, состав 21). Минимальный предел содержания добавки СБ-3 обусловлен тем, что с уменьшением ее количества не наблюдается продления задержки гидратации извести (Таблица 3, состав 19).
Максимальное содержание СБ-3 в известково-кремнеземистом вяжущем ограничивается технологическими и экономическими соображениями и определяется заданным необходимым временем задержки гидратации извести и сохранения текучести суспензии известково-кремнеземистого вяжущего. При концентрации добавки СБ-3 в установленных пределах время задержки гидратации возрастает в 1,5-2 раза.
При использовании водного раствора медного купороса с температурой более 55°С происходит потеря текучих свойств получаемого известково-кремнеземистого вяжущего в результате гидратации извести в мельнице при совместном помоле (Таблица 3, состав 22).
При выдержке силикатной массы менее 3 часов наблюдается появление трещин и выпуклостей на поверхности сырца, что приводит к снижению прочности получающихся после гидротермальной обработки образцов до недопустимо низких величин или полному их разрушению. Выдержка силикатной смеси дольше указанной величины времени не влечет за собой негативного влияния на прочность получаемых прессованных автоклавных изделий. Время выдержки силикатной смеси до наступления полной гидратации извести в смеси определяется опытным путем и зависит от активности известково-кремнеземистого вяжущего и соотношения количества извести в известково-кремнеземистом вяжущем и количества внесенных в состав известково-кремнеземистого вяжущего добавки СБ-3 и растворенного в воде медного купороса. Время выдержки силикатной смеси зависит от времени, необходимого для полной гидратации извести в известково-кремнеземистом вяжущем, за вычетом времени хранения известково-кремнеземистого вяжущего до введения его в силикатную смесь. Время полной гидратации извести определяется опытным путем. Например, если время полной гидратации извести в известково-кремнеземистом вяжущем составляет 5 часов, и до получения силикатной смеси прошло 2 часа от получения известково-кремнеземистого вяжущего, то выдержка смеси должна быть не менее 3-х часов. Например: было приготовлено известково-кремнеземистое вяжущее состава 5 из таблицы 3. Данное известково-кремнеземистое вяжущее было выдержано 2,5 часа, после чего было введено в состав силикатной смеси. Из полученной силикатной смеси были спрессованы образцы (в соответствии с примером 1). Образцы спустя 1,5 часа покрылись трещинами и выпуклостями, т.е. оказались полностью непригодными к их дальнейшему использованию. Подобная ситуация наблюдается при остальных составах в том случае, когда время выдержки силикатной смеси составляет менее времени, за которое известь в известково-кремнеземистом вяжущем полностью не прогидратирует. Авторами установлено, что для известково-кремнеземистого вяжущего, предложенного в заявляемом решении, минимальное время выдержки составляет 3 часа. Максимальное время выдержки известково-кремнеземистого вяжущего составляет не более 10 часов.
При использовании большего количества известково-кремнеземистого вяжущего, чем 29,72% наблюдается водоотделение при прессовании сырца, что недопустимо и является браком (Таблица 4, составы 5.3 и 10.3). При меньшем количестве известково-кремнеземистого вяжущего, чем 16,00%, значительно снижается формуемость силикатной смеси при прессовании сырца.
Применение известково-кремнеземистого вяжущего с большей долей молотого кварцевого песка в известково-кремнеземистом вяжущем не позволяет получать силикатную смесь с достаточной формуемостью при прессовании на ее основе сырца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗВЕСТКОВОЕ ВЯЖУЩЕЕ, СПОСОБ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВОГО ВЯЖУЩЕГО И СПОСОБ ПРИГОТОВЛЕНИЯ СИЛИКАТНОЙ СМЕСИ НА ОСНОВЕ ИЗВЕСТКОВОГО ВЯЖУЩЕГО ДЛЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2006 |
|
RU2305666C1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОЕ ВЯЖУЩЕЕ, СПОСОБ ПОЛУЧЕНИЯ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОГО ВЯЖУЩЕГО И СПОСОБ ПОЛУЧЕНИЯ ФОРМОВОЧНОЙ СМЕСИ ДЛЯ ПРЕССОВАННЫХ СИЛИКАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2376258C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ВЯЖУЩЕГО, КОМПОЗИЦИОННОЕ ВЯЖУЩЕЕ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ, ПРЕССОВАННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2472735C1 |
| КОМПОЗИЦИОННОЕ ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ СИЛИКАТНЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2020 |
|
RU2748017C1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ ДЛЯ НАНОСТРУКТУРИРОВАННОГО АВТОКЛАВНОГО ГАЗОБЕТОНА | 2010 |
|
RU2448929C1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2653214C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКИХ СИЛИКАТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2408555C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКИХ СИЛИКАТНЫХ СТЕНОВЫХ МАТЕРИАЛОВ ДЛЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2303015C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ И СИЛИКАТНОЕ СТЕНОВОЕ ИЗДЕЛИЕ | 2006 |
|
RU2303014C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ СИЛИКАТНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ АЛМАЗОДОБЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ | 2005 |
|
RU2303012C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении силикатного кирпича и стеновых материалов. Известково-кремнеземистое вяжущее имеет состав, мас.%: молотый кварцевый песок 10,59-30,51, известь негашеная 22,00-36,99 и 1,80-8,09%-ный водный раствор медного купороса 46,61-57,63. В способе получения известково-кремнеземистого вяжущего при помоле негашеной извести и кварцевого песка в смесь дополнительно вводят 1,80-8,09%-ный водный раствор медного купороса, имеющий температуру 0-55°С. В способе получения силикатной смеси для производства прессованных изделий автоклавного твердения, включающем перемешивание немолотого кварцевого песка и известково-кремнеземистого вяжущего и последующую выдержку сидикатной смеси для гашения извести не менее 3-х часов без последующего доувлажнения, при следующем соотношении компонентов, мас.%: немолотый кварцевый песок 70,28-84,00, известково-кремнеземистое вяжущее 16,00-29,72, известково-кремнеземистое вяжущее имеет указанный выше состав. Причем известково-кремнеземистое вяжущее, кроме того, может содержать добавку СБ-3 в количестве 0,15-0,26% от его массы. Изобретение позволяет расширить арсенал средств для получения прессованных изделий автоклавного твердения, обладающих повышенной прочностью при сжатии за счет активации известково-кремнеземистого вяжущего, а также за счет существенной задержки сроков гидратации извести возможно хранить и транспортировать вяжущее в течение нескольких часов в промышленных условиях. Техническим результатом является повышение прочности при сжатии получаемых автоклавных изделий. 3 н. и 3 з.п. ф-лы, 4 табл.
при этом известково-кремнеземистое вяжущее имеет состав, мас.%:
| МУХИНА Т.Г | |||
| Производство силикатного кирпича | |||
| - М.: Высшая школа, 1971, с.96-99 | |||
| ВАХНИН М.П | |||
| и др | |||
| Производство силикатного кирпича | |||
| - М.: Высшая школа, 1977, с.51, 52 | |||
| Сырьевая смесь для изготовления окрашенных силикатных изделий | 1988 |
|
SU1622333A1 |
| Сырьевая смесь для изготовления силикатного кирпича | 1987 |
|
SU1650635A1 |
| Вяжущее | 1985 |
|
SU1351906A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2171239C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ СИЛИКАТНОГО КИРПИЧА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188177C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНОГО КИРПИЧА | 1994 |
|
RU2081861C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1991 |
|
RU2016052C1 |
| DE 3537812 А, 30.04.1987. | |||

