Изобретение относится к технологии машиностроения, в частности к отделочно-упрочняющей обработке заготовок типа винтов и эксцентриковых валов из сталей и сплавов поверхностным пластическим деформированием многоэлементным обкатывающим приспособлением с деформирующей кольцевой пружиной.
Известен вращающийся пружинный инструмент для динамического упрочнения поверхностным пластическим деформированием, состоящий из дисковой державки, на наружной поверхности которой закреплена свернутая в кольцо цилиндрическая пружина [1]. Отдельные витки пружины при рабочем вращении державки играют роль деформирующих элементов, которые взаимодействуют с обрабатываемой поверхностью вращающейся детали, установленной на токарно-винторезном станке.
Упрочняющий инструмент, расположенный на суппорте станка, имеет защитный кожух.
Недостатками известного упругого инструмента являются: низкая производительность и невысокое качество обрабатываемой поверхности из-за небольшого количества деформирующих элементов, одномоментно контактирующих с заготовкой, малой подачи и малого каплевидного пятна контакта деформирующих элементов с обрабатываемой поверхностью. Кроме того, известный упругий инструмент не позволяет обрабатывать винтовые поверхности винтов и эксцентриковые валы.
Известна упрочняющая головка с упругим инструментом, содержащая корпус с расположенными на его торцах фланцами и деформирующие элементы в виде витков винтовой цилиндрической пружины, установленной в корпусе и выполненной из стальной проволоки круглого сечения [2].
Недостатками известной упругой головки являются: ограниченные технологические возможности, так как диаметр витков винтовой цилиндрической пружины зависит от конструктивных параметров обрабатываемого винта, низкая производительность и невысокое качество обрабатываемой поверхности из-за небольшого количества деформирующих элементов, одномоментно контактирующих с заготовкой, малой подачи и малого каплевидного пятна контакта деформирующих элементов с обрабатываемой поверхностью. Кроме того, известный упругий инструмент не позволяет обрабатывать винтовые поверхности винтов и эксцентриковые валы.
Задачей изобретения является расширение технологических возможностей, заключающееся в повышении параметра шероховатости обработанной поверхности, увеличении ее твердости на значительную глубину благодаря выглаживающему действию большого количества деформирующих элементов, повышении производительности за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью и возможности применения больших подач и регулирования рабочих усилий, а также обрабатывать винтовые поверхности винтов и эксцентриковые валы по сниженной себестоимости процесса и дешевом изготовлении оснастки благодаря компактности и простоте ее конструкции.
Поставленная задача решается с помощью предлагаемой упрочняющей головки с упругим инструментом, которая содержит корпус с расположенными на его торцах фланцами и деформирующие элементы в виде витков винтовой цилиндрической пружины, установленной в корпусе и выполненной из стальной проволоки круглого сечения, причем пружина свернута по винтовой линии с возможностью охватывания заготовки и жестко закреплена концами во фланцах, выполненных с возможностью вращения и фиксации в окружном положении для обеспечения воздействия на заготовку витков пружины, которые расположены поперек заготовки.
Особенности конструкции головки поясняются чертежами.
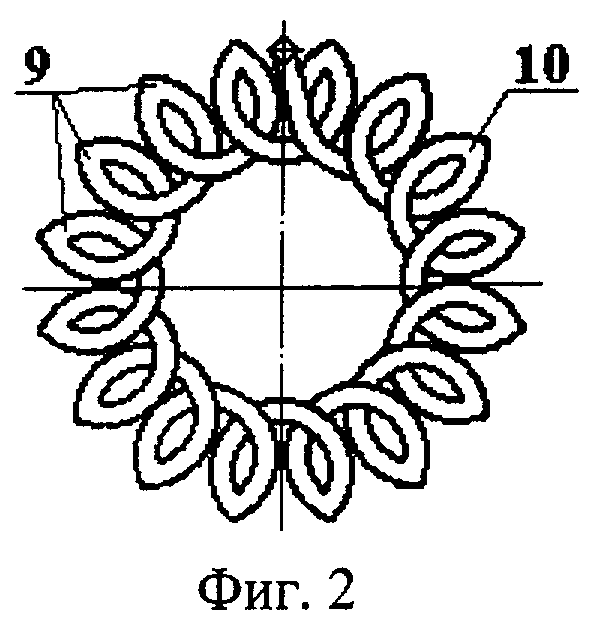
На фиг.1 показана предлагаемая упрочняющая головка с упругим инструментом в виде винтовых витков пружины, частичный продольный разрез; на фиг.2 - общий вид слева упругого деформирующего инструмента - пружины с витками, развернутыми и расположенными в поперечной плоскости; на фиг.3 - поперечное ступенчатое сечение А-А на фиг.1.
Предлагаемая упрочняющая головка с упругим инструментом служит для обработки поверхностным пластическим деформированием наружных поверхностей вращения заготовок типа валов и винтов с большим шагом, например, винтов винтовых насосов, а также эксцентриковых валов.
Обработку выполняют на токарных, карусельных станках с сообщением вращательного движения заготовке - Vз, а головке - движение продольной подачи Sпр.
Корпус 1 головки представляет собой обечайку с окнами 2, перемычками 3 на наружной цилиндрической поверхности и основанием 4. В торцах корпуса 1 выполнены резьбовые отверстия, куда ввернуты фланцы 5 в виде гаек с наружной резьбовой поверхностью и пазами 6 под ключ. Фланцы 5 имеют центральные отверстия для расположения в них заготовки. На наружной резьбовой поверхности фланцев 5 расположены контргайки 7, а с торцов установлены крепежные винты 8.
В корпусе 1 установлена и закреплена свернутая по винтовой линии винтовая цилиндрическая пружина 9 из стальной проволоки круглого сечения, витки 10 которой являются деформирующими элементами.
Витки 9 пружины 10 деформированы и развернуты таким образом, что плоскости витков расположены в поперечной плоскости относительно обрабатываемой заготовки (см. фиг.2).
Сама же пружина 9 свернута по винтовой линии и охватывает заготовку 11 большим количеством витков, а концы пружины 9 жестко закреплены во фланцах 5 крепежными винтами 8.
При вставленной в головку заготовке 11 путем вращения фланцев 5 и закручивания пружины 9 вокруг заготовки 11 добиваются нужного усилия воздействия деформирующих элементов на обрабатываемую поверхность. После установки необходимого натяга пружины 9 фланцы 5 фиксируют в данном окружном положении с помощью контргаек 7. По окончании обработки натяг пружины снимается.
Головка крепится на суппорте токарного станка (не показан), обрабатываемая заготовка, например, винт 11 закрепляется в патроне 12 шпинделя 13 передней бабки 14 и поджимается центром 15 задней бабки 16.
После того, как заготовка 11 закреплена в патроне 12, головку подводят к свободному концу заготовки и с помощью ручной продольной подачи суппорта, преодолевая сопротивление деформирующей пружины 9, нанизывают головку на заготовку, а затем поджимают задним центром 15.
Перед включением станка производят настройку на нужное усилие обкатывания путем вращения специальным ключом одного из фланцев 5, закручивая пружину 9 вокруг заготовки 11 и контролируя значение усилия по шкале (не показана), нанесенной на торце корпуса. Контргайкой 7 фиксируют положение фланца 5. Для равномерного натяжения пружины по всей винтовой поверхности заготовки регулировку натяжения пружины осуществляют двумя фланцами последовательно.
Включают главное движение - вращение заготовки 11 и одновременно головке сообщают поступательную продольную подачу Sпр.
Сущность процесса заключается в том, что при работе головки деформирующая пружина с помощью устройства регулирования устанавливается с натягом относительно обрабатываемой заготовки, охватывая ее.
Обкатывание осуществляется витками 10 пружины 9, оказывающими давление на поверхность обрабатываемой заготовки.
При определенном (рабочем) усилии в зоне контакта деформирующих элементов и заготовки интенсивность напряжений превышает предел текучести, в результате чего происходит пластическая деформация микронеровностей, изменяются физико-механические свойства и структура поверхностного слоя (например, увеличивается микротвердость или возникают остаточные напряжения в поверхностном слое).
Объемная деформация заготовки незначительна.
Наличие упругого элемента, которым является деформирующая пружина 9, обеспечивает постоянное усилие обкатывания в любой точке обрабатываемой поверхности.
Развернутость витков 9 деформирующей пружины 10 поперек обрабатываемого заготовки позволяет увеличить пятно контакта инструмента с заготовкой и придать ей новую эллипсоидальную форму, а также дает возможность обрабатывать фасонные поверхности, описанные кривыми второго порядка, какой является, например, винтовая поверхность.
При этом поперечное расположение деформирующих витков пружины относительно заготовки позволяет обрабатывать фасонные поверхности с меньшей кривизной, зависящей только от диаметра проволоки пружины и не зависящей от наружного диаметра витка.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1...0,4 мкм при исходном значении Ra=0,8...3,2 мкм. Твердость поверхности увеличивается на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигают на поверхности 400...800 МПа.
Предварительная обработка детали: шлифование до значения параметра шероховатости Ra=0,4...1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Обкатывание предлагаемой головкой применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58...64.
Деформирующие элементы приспособления, т.е. пружину изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей HRC 62...65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Производительность процесса обкатывания определяется радиусом витка деформирующей пружины и диаметром проволоки, из которой изготовлена пружина.
Головка с большими радиусом витка деформирующей пружины и диаметром проволоки позволяет вести обработку с большой подачей (до 3 мм/об), однако в этом случае для получения высокого качества поверхности необходимо создавать большие рабочие усилия. От значения допустимого рабочего усилия зависят параметры деформирующей пружины.
Предлагаемая многоэлементная обкатывающая головка обеспечивает постоянное усилие контакта деформирующих элементов и обрабатываемой поверхности и почти не уменьшает погрешности предшествующей обработки, являясь копирующим инструментом.
Изменение размера поверхности при обкатывании связано со смятием микронеровностей и пластической объемной деформацией заготовки. Таким образом, точность обработанной заготовки будет зависеть от ее конструкции и конструкции обкатывающей головки, режимов обработки, а также от точности размеров, формы и качества поверхности заготовки, полученной при обработке на предшествующем переходе. Величина изменения размера зависит от состояния исходной поверхности (см. табл.1).
При этом точность размеров существенно не меняется. Неблагоприятные условия обработки заготовки вблизи торцов приводят к увеличенной пластической деформации заготовки на участках длиной 3...15 мм.
Таблица 1
3,2
1,6
0,01...0,04
0,01...0,02
1,6
до 0,01
1,6
0,01...0,02
Наиболее целесообразно обкатыванием обрабатывать исходные поверхности 7...11-го квалитетов.
При поверхностно пластическом деформировании предлагаемой головкой практически достигаются параметры шероховатости Ra=0,2...0,8 мкм при исходных значениях этих параметров 0,8...6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции головки и т.д.
Обкатывание предлагаемой головкой следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию и отслаиванию поверхностного слоя.
Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требований производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...150 м/мин. Значение усилия обкатывания выбирают в зависимости от цели обработки. Оптимальное усилие Р (Н), соответствующее максимальному пределу выносливости, определяют по формуле: Р=500+1,66D2, где D - диаметр обкатываемой поверхности заготовки. Подачу при обкатывании принимают 0,2...3 мм/об. Оптимальная подача Sэ на один деформирующий элемент не должна превышать 0,1...0,5 мм/об. Подачу на один оборот заготовки определяют по формуле: S=kSэ, где k - число деформирующих элементов.
Смазывающе-охлаждающей жидкостью при обкатывании служат машинное масло, смесь машинного масла с керосином (по 50%), сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
Предлагаемая головка расширяет технологические возможности, повышает параметр шероховатости обрабатываемой поверхности, увеличивает ее твердость на значительную глубину благодаря выглаживающему действию большого количества деформирующих элементов, повышает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, применения больших подач и регулирования рабочих усилий, а также позволяет обрабатывать винтовые поверхности винтов и эксцентриковые валы по сниженной себестоимости процесса и дешевом изготовлении головки благодаря компактности и простоте ее конструкции.
Источники информации
1. Никифоров А.В., Сахаров В.В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом. - М., 1991 (Машиностроит. пр-во. Сер. Прогрессивные технол. Процессы в машиностроении: Обзорн. информ. / ВНИИТЭМР. Вып.5) - С.31-36, рис.16-17. - прототип.
2. А.с. SU 1666290 A1, МКП В24В 39/02, 30.07.1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2303516C1 |
| ПРУЖИННЫЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2311279C1 |
| СПОСОБ ЧИСТОВОГО УПРОЧНЕНИЯ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2312758C1 |
| СПОСОБ МНОГОЭЛЕМЕНТНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2005 |
|
RU2297317C1 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
| ОБКАТЫВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2297318C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349444C1 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349443C1 |

Изобретение относится к технологии машиностроения, а именно к отделочно-упрочняющей обработке заготовок в виде винта или эксцентрикового вала. Упрочняющая головка содержит корпус с расположенными на его торцах фланцами и деформирующие элементы в виде витков винтовой цилиндрической пружины, установленной в корпусе. Витки пружины расположены поперек заготовки. Пружина свернута по винтовой линии с возможностью охватывания заготовки и жестко закреплена концами во фланцах. Фланцы выполнены с возможностью вращения и фиксации в окружном положении для обеспечения воздействия на заготовку витков пружины. В результате расширяются технологические возможности, увеличивается производительность, повышается твердость обработанной поверхности и снижается себестоимость упрочняющей головки. 3 ил., 1 табл.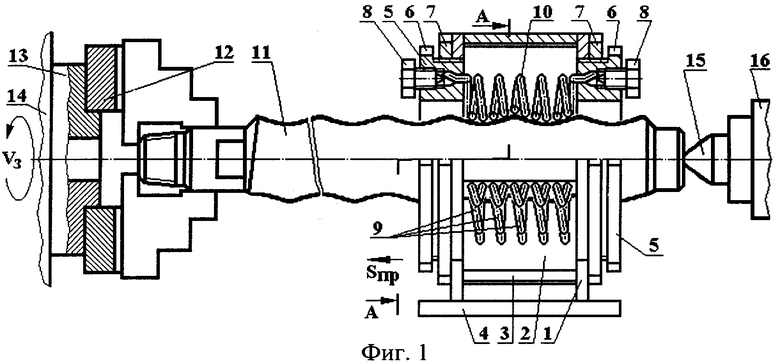
Упрочняющая головка с упругим инструментом, содержащая корпус с расположенными на его торцах фланцами и деформирующие элементы в виде витков винтовой цилиндрической пружины, установленной в корпусе и выполненной из стальной проволоки круглого сечения, отличающаяся тем, что пружина свернута по винтовой линии с возможностью схватывания заготовки и жестко закреплена концами во фланцах, выполненных с возможностью вращения и фиксации в окружном положении для обеспечения воздействия на заготовку витков пружины, которые расположены поперек заготовки.
| НИКИФОРОВ А.В | |||
| и др | |||
| Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом | |||
| Машиностроительное производство, серия "Прогрессивные технологические процессы в машиностроении", вып.5 | |||
| - М.: ВНИИТЭМР, 1991, с.31-36, рис.16, 17 | |||
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1666290A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU218681A1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических поверхностей | 1982 |
|
SU1013239A2 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| Инструмент для обработки деталей поверхностным пластическим деформированием | 1978 |
|
SU776897A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

