Изобретение относится к машиностроению и может быть использовано при финишной обработке тел вращения.
Известен способ хонингования, предложенный Пермским политехническим институтом [Прогрессивные методы хонингования, Куликов С.И., Ризванов Ф.Ф. и др. - М.: Машиностроение, 1983 г., С.45], в схеме которого приняты синусоидальные осевые и круговые колебания, а вращательное и возвратно-поступательное движения являются круговой и осевой подачами инструмента. При такой кинематике хонингования образуется растровая траектория движения зерен в виде фигур Лиссажу, образующих при правильном подборе параметров движения, составляющих равномерную сетку следов обработки. Сетка распределяется по площади криволинейного четырехугольника со сторонами, равными удвоенной амплитуде каждого колебательного движения. Равномерное распределение сеток по всей обрабатываемой поверхности обеспечивается за счет круговой и осевой подач.
Однако при таком способе хонингования каждая грань абразивного зерна периодически участвует в съеме металла, что ухудшает режущие свойства грани абразивного зерна при каждом последующем ее использовании и увеличивает износ инструмента.
Также при таком способе хонингования абразивное зерно движется под углом αс, изменяющемся в пределах от 0° до 90°. Так, при угле αс=90° абразивное зерно движется по сделанной царапине в одном направлении и снимает стружку постоянного сечения, а при угле αс<90° при прямом и обратном ходе хонинговальной головки абразивное зерно наносит царапины разных направлений и снимает стружку переменного сечения. С уменьшением угла αс угол между неровностями резко возрастает. Поэтому чем больше угол, тем интенсивнее должна сниматься стружка из-за растущего динамического действия силы PZ. Но с уменьшением отношения скорости вращения (Vвр) к скорости возвратно-поступательного движения (Vв-п) (т.е. с уменьшением угла αc) при прочих равных условиях возрастают съем металла и износ абразивных брусков. Следовательно, с увеличением угла αс без повышения давления прижима брусков не сохраняется постоянный уровень съема металла. Для получения одинаковой производительности при αс=84° требуется в 2-3 раза большее давление брусков, чем при αс=51°. Таким образом, при данном методе хонингования абразивное зерно движется под углом αс, лежащим в слишком больших пределах, которые не обеспечивают высокой производительности в течение всего цикла движения.
Известен также способ хонингования [Патент РФ №1396431, B23Q 15/00, В24В 49/00, опубликован 20.02.2002 г. Бюллетень №05/2002], при котором режимы резания изменяют пропорционально отношению текущей погрешности формы обрабатываемой заготовки к максимальной погрешности формы, зафиксированной во время предыдущего хода хонголовки.
Однако этот способ не дает равномерную сетку следов царапин одинаковой глубины вследствие неравномерности возвратно-поступательного движения и неравномерности усилия прижима брусков. Соответственно, этот способ не обеспечивает постоянной высокой производительности в течение всего цикла обработки.
Также при таком способе хонингования режущие грани абразивного зерна периодически участвуют в съеме металла, что ухудшает режущие свойства режущей грани абразивного зерна при каждом последующем ее использовании и увеличивает износ инструмента.
Наиболее близким является способ обработки отверстий [Авторское свидетельство СССР №856756 М Кл3 В24В 1/00, опубликовано 23.08.1981 г. Бюллетень №31], при котором обеспечивается получение конического отверстия с малой конусностью. Обработку отверстия производят разрезным цилиндрическим инструментом, который вращают и возвратно-поступательно перемещают на всю его высоту за пределы обрабатываемой поверхности вдоль ее оси, при этом частоту вращения и скорость возвратно-поступательного перемещения инструмента непрерывно изменяют. При движении инструмента в сторону вершины конуса частоту его вращения уменьшают, а скорость возвратно-поступательного перемещения увеличивают, и при движении в сторону основания конуса частоту вращения увеличивают, а скорость возвратно-поступательного перемещения уменьшают. Непрерывное изменение частоты вращения инструмента (разрезного подпружиненного притира) и скорости его возвратно-поступательного перемещения в процессе обработки отверстий обеспечивают различное время контакта инструмента с деталью в различных точках поверхности отверстия, а, следовательно, различную величину снимаемого металла.
Однако при таком способе обработки производительность у основания конуса возрастает, а у вершины конуса уменьшается. В результате средняя производительность процесса обработки остается недостаточно высокой.
Также при таком способе хонингования режущие грани абразивного зерна периодически участвуют в съеме металла, что ухудшает режущие свойства режущей грани абразивного зерна при каждом последующем ее использовании и увеличивает износ инструмента.
Кроме того, данный метод применим только для получения конических отверстий и не применим для получения отверстий цилиндрической формы.
Техническим результатом изобретения является увеличение производительности процесса обработки отверстия и износостойкости инструмента.
Поставленный технический результат достигается тем, что в способе обработки отверстий, включающем вращение цилиндрического инструмента и его возвратно-поступательное перемещение вдоль оси обрабатываемой поверхности, обработку ведут при постоянной скорости возвратно-поступательного перемещения цилиндрического инструмента, при этом скорость его вращения непрерывно изменяют путем ее повышения в течение времени обработки в соответствии с условием:
Vвр=(0,8-1,2)Vв-п,
где Vвр - скорость вращения цилиндрического инструмента;
Vв-п - скорость возвратно-поступательного движения цилиндрического инструмента.
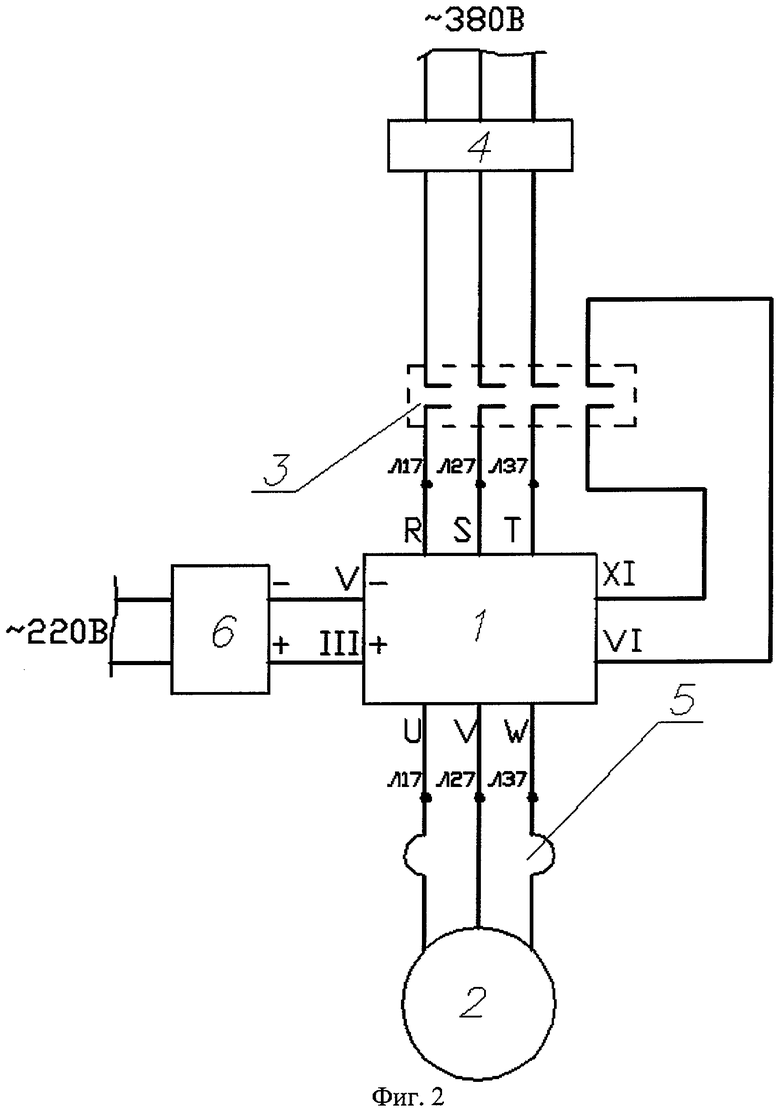
Вследствие непрерывного повышения скорости вращения, при выдерживании скорости возвратно-поступательного перемещения постоянной, следы обработки при каждом проходе цилиндрического инструмента, не совпадают со следами обработки, полученными в предыдущем проходе. Это позволяет значительно повысить производительность процесса обработки отверстия.
Сетка следов обработки представлена на фиг.1.
Также постоянное увеличение скорости вращения цилиндрического инструмента, при выдерживании скорости возвратно-поступательного перемещения постоянной, дает непрерывное изменение отношения скорости вращения к скорости возвратно-поступательного перемещения (Vвр/Vв-п). Вследствие чего изменяется угол направления движения абразивного зерна, т.е. угол сетки αс. Постоянное изменение направления движения абразивного зерна дает постоянно изменяющуюся нагрузку на режущие грани с включением в работу все новых граней, что позволяет абразивным зернам до конца использовать свои режущие свойства. Следовательно, это позволяет повысить износостойкость инструмента.
Однако угол направления движения абразивного зерна αс следует изменять в ограниченных пределах, т.е. скорость вращения следует изменять в определенных пределах от выбранной рациональной. Так при αс<40°, т.е. отношении Vвр/Vв-п<0,8, получается большая глубина следов обработки, что ухудшает качество обработанной поверхности и увеличивает износ инструмента. При αc>50°, т.е. отношении Vвр/Vв-п>1,2, уменьшается глубина следов обработки, что уменьшает шероховатость обработанной поверхности, но также уменьшает уровень съема металла, что ухудшает производительность.
Способ обработки отверстий осуществлен на примере хонингования отверстия Ø30 мм в образце из стали 40Х в состоянии нормализации (НВ 229) на хонинговальном станке модели ОФ-38А. На данном станке используется трехфазный асинхронный электродвигатель привода вращения инструмента (хонинговальной головки) типа А041-4, который, при стандартной частоте переменного тока - 50 Гц, вращается с частотой 1420 об/мин. Передаточное отношение коробки скоростей - 25/71. Задают скорость возвратно-поступательного перемещения инструмента - 45 м/мин, давление разжима брусков - 0,4 МПа, непрерывное повышение скорости вращения хонинговальной головки в пределах от 38 м/мин до 52 м/мин, т.е. непрерывное повышение отношения Vвр/Vв-п в пределах от 0,8 до 1,2. При заданных режимах производят обработку отверстия в течение 1 мин.
Способ обработки отверстий реализован при помощи частотного преобразователя EI-8001-003H, включенного в систему питания трехфазного электродвигателя привода вращения инструмента.
Схема подключения частотного преобразователя к хонинговальному станку представлена на фиг.2.
Частотный преобразователь 1 подключен в цепь питания трехфазного асинхронного электродвигателя 2 привода вращения инструмента и изменяет частоту переменного тока в заданных пределах.
Питание частотного преобразователя 1 происходит через клеммы R, S, Т, подключаемым к клеммам Л17, Л27, Л37 контактора станка 3, который от трехфазной сети напряжением ˜380 В, предохраняемой автоматической защитой сети 4, передает ток к частотному преобразователю.
Электродвигатель 2 привода вращения инструмента подключается к частотному преобразователю 1 через клеммы станка Л17, Л27, Л37, которые подключаются к клеммам прибора U, V, W. В цепь питания электродвигателя 2 включено тепловое реле 5, защищающее электродвигатель от перегрева.
Включение частотного преобразователя 1 происходит при замыкании клемм XI и VI через контактор 3. При размыкании контактора 3 в ходе цикла работы частотный преобразователь 1 выключается.
Управление частотным преобразователем 1 в ходе цикла работы происходит с помощью устройства управления 6, подключенного к клеммам V и III частотного преобразователя, и питающегося от сети напряжением ˜220 В. Управление происходит с помощью изменения напряжения на выходе устройства управления 6 в пределах от 0 до 10 В постоянного тока. Устройство управления 6 представляет собой ЭВМ "Агат" с подключенным к нему усилителем.
В ходе цикла работы замыкается контактор 3, подавая напряжение на частотный преобразователь 1. Одновременно с подачей напряжения включается частотный преобразователь 1 и запускается программа на ЭВМ. Начинается процесс хонингования. В ходе процесса хонингования изменяется частота переменного тока по программе ЭВМ и, соответственно, частота вращения электродвигателя 2. В конце процесса хонингования срабатывает реле времени станка и размыкается контактор 3. При этом одновременно происходит выключение частотного преобразователя 1 и завершение работы программы ЭВМ.
Пример 1. Задают скорость возвратно-поступательного перемещения инструмента - 45 м/мин, давление разжима брусков - 0,4 МПа, непрерывное изменение частоты переменного тока питания электродвигателя вращения инструмента в пределах от 40,3 Гц до 55,0 Гц, при этом скорость вращения инструмента постоянно в течение цикла обработки меняется от 38 м/мин до 52 м/мин. Угол сетки следов обработки при таком изменении скорости вращения меняется в пределах от 40° до 50°, т.е. отношение Vвр/Vв-п меняется в пределах от 0,8 до 1,2. При хонинговании данным способом на указанных режимах производительность обработки по сравнению со способом, описанным в прототипе, составляет 142%, износ абразивных брусков уменьшился в 1,44 раза, среднее арифметическое отклонение профиля обработанной поверхности Ra=0,42 мкм.
Пример 2. Задают скорость возвратно-поступательного перемещения инструмента - 45 м/мин, давление разжима брусков - 0,4 МПа, непрерывное изменение частоты переменного тока питания электродвигателя вращения инструмента в пределах от 33,4 Гц до 47,7 Гц, при этом скорость вращения инструмента постоянно в течение цикла обработки меняется от 32 м/мин до 45 м/мин. Угол сетки следов обработки при таком изменении скорости вращения меняется в пределах от 35° до 45°, т.е. отношение Vвр/Vв-п меняется в пределах от 0,7 до 1. При хонинговании данным способом на указанных режимах производительность обработки по сравнению с прототипом составляет 148%, износ абразивных брусков уменьшился в 1,31 раза, среднее арифметическое отклонение профиля обработанной поверхности Ra=0,54 мкм.
Пример 3. Задают скорость возвратно-поступательного перемещения инструмента - 45 м/мин, давление разжима брусков - 0,4 МПа, непрерывное изменение частоты переменного тока питания электродвигателя вращения инструмента в пределах от 47,7 Гц до 68,2 Гц, при этом скорость вращения инструмента постоянно в течение цикла обработки меняется от 45 м/мин до 64 м/мин. Угол сетки следов обработки при таком изменении скорости вращения меняется в пределах от 45° до 55°, т.е. отношение Vвр/Vв-п меняется в пределах от 1 до 1,4. При хонинговании данным способом на указанных режимах производительность обработки по сравнению с прототипом составляет 135%, износ абразивных брусков уменьшился в 1,48 раза, среднее арифметическое отклонение профиля обработанной поверхности Ra=0,38 мкм.
Примеры испытаний способа обработки отверстий приведены в таблице.
Vвр/Vв-п
Как видно из таблицы, для получения оптимальных результатов скорость вращения инструмента следует изменять в соответствии с условием: 1,2> Vвр/Vв-п>0,8.
При обработке данным способом в этих пределах производительность составляет 142% по сравнению с прототипом, износостойкость инструмента повысилась в 1,44 раза и при этом удалось снизить шероховатость обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2007 |
|
RU2344922C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
Изобретение относится к области машиностроения и может быть использовано при финишной обработке тел вращения. В процессе обработки цилиндрическому инструменту сообщают вращение и возвратно-поступательное перемещение вдоль оси обрабатываемой поверхности. Скорость возвратно-поступательного перемещения цилиндрического инструмента выбирают постоянной. Скорость его вращения непрерывно изменяют путем ее повышения в течение времени обработки в соответствии с условием Vвр=(0,8-1,2)Vв-п, где Vвр - скорость вращения цилиндрического инструмента; Vв-п - скорость возвратно-поступательного перемещения цилиндрического инструмента. В результате следы обработки при каждом проходе не совпадают друг с другом, а угол направления движения абразивного зерна инструмента изменяется, что повышает производительность обработки и увеличивает износостойкость инструмента. 2 ил., 1 табл.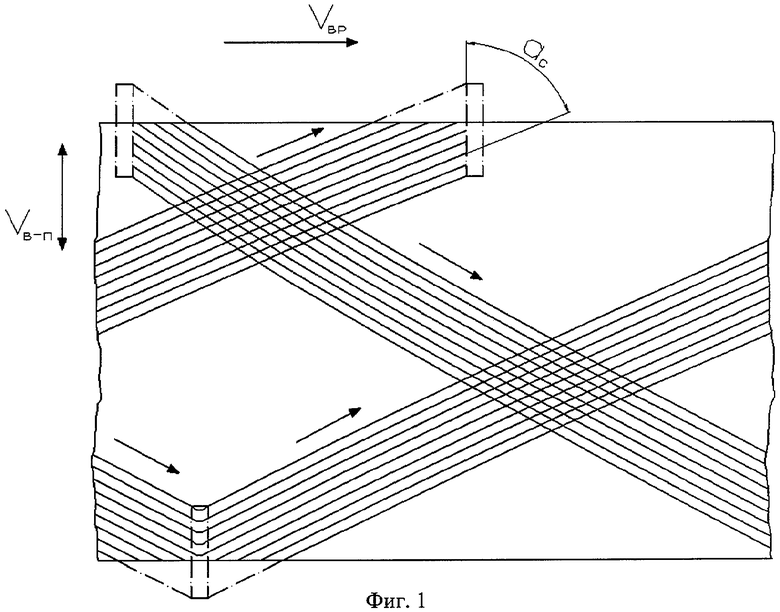
Способ обработки отверстий, включающий вращение цилиндрического инструмента и его возвратно-поступательное перемещение вдоль оси обрабатываемой поверхности, отличающийся тем, что обработку ведут при постоянной скорости возвратно-поступательного перемещения цилиндрического инструмента, при этом скорость его вращения непрерывно изменяют путем ее повышения в течение времени обработки в соответствии с условием
Vвр=(0,8-1,2)Vв-п,
где Vвр - скорость вращения цилиндрического инструмента;
Vв-п - скорость возвратно-поступательного перемещения цилиндрического инструмента.
| Способ обработки отверстий | 1980 |
|
SU856756A1 |
| Способ термической переработки сланцевого концентрата | 1950 |
|
SU95056A2 |
| ПРИВОД ШПИНДЕЛЯ ХОНИНГОВАЛЬНОГО СТАНКА | 0 |
|
SU288587A1 |
| Способ хонингования отверстий | 1978 |
|
SU709344A1 |

