Изобретение относится к технологии нанесения покрытий на поверхности изделий, а именно к газодинамическим способам нанесения покрытий с использованием неорганического порошка, и может быть использовано в различных отраслях машиностроения, в частности, при восстановлении формы и размеров металлических деталей, изготовлении и ремонте изделий, требующих герметичности, повышенной коррозионной стойкости, жаростойкости и адгезионно-когезионной прочности.
Известен способ нанесения покрытий (патент РФ №2205897, МПК С23С 24/04 2003 г.) [1], заключающийся в подаче абразивного порошкового материала с размером частиц 30-300 мкм, нагреве сжатого воздуха, подаче его в сверхзвуковое сопло, формировании в сопле сверхзвукового воздушного потока, подаче в поток порошкового материала в сопле сверхзвуковым потоком и направлении его на поверхность обрабатываемого изделия.
Недостатком данного способа является низкая адгезионная прочность покрытия на чугунных деталях. Причина этого - в наличии на поверхности чугуна включений графита, непрочно связанного с металлической основой (Лахтин Ю.М., Леонтьева В.П. Материаловедение. - М.: Машиностроение, 1990 г., с.144-149) [2].
Технический результат направлен на увеличение адгезионной прочности газодинамических покрытий на чугунных деталях.
Технический результат достигается тем, что в способе нанесения покрытия на чугунные детали, включающем обработку детали абразивным порошковым материалом с размером частиц 30-300 мкм, нагрев сжатого воздуха, подачу его в сверхзвуковое сопло, формирование в сопле сверхзвукового воздушного потока, подачу в поток порошкового материала, предназначенного для формирования покрытия и направление его на поверхность обрабатываемого изделия, причем перед обработкой детали абразивным порошковым материалом на поверхность детали наносят флюс со временем активности 0,2-0,25 часа, содержащий до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4 (табл.1), и осуществляют нагрев поверхности по флюсу горелкой с окислительным пламенем до температуры (0,14-0,2)·Тпл (табл.2), где Тпл - температура плавления чугуна.
Отличительными признаками от прототипа является то, что перед обработкой детали абразивным порошковым материалом на поверхность детали наносят флюс со временем активности 0,2-0,25 часа, содержащий до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4, и осуществляют нагрев поверхности по флюсу горелкой с окислительным пламенем до температуры (0,14-0,2)·Тпл, где Тпл - температура плавления чугуна.
Заявленный способ соответствует категории «новизна» и позволяет сделать вывод о соответствии критерию «существенное отличие».
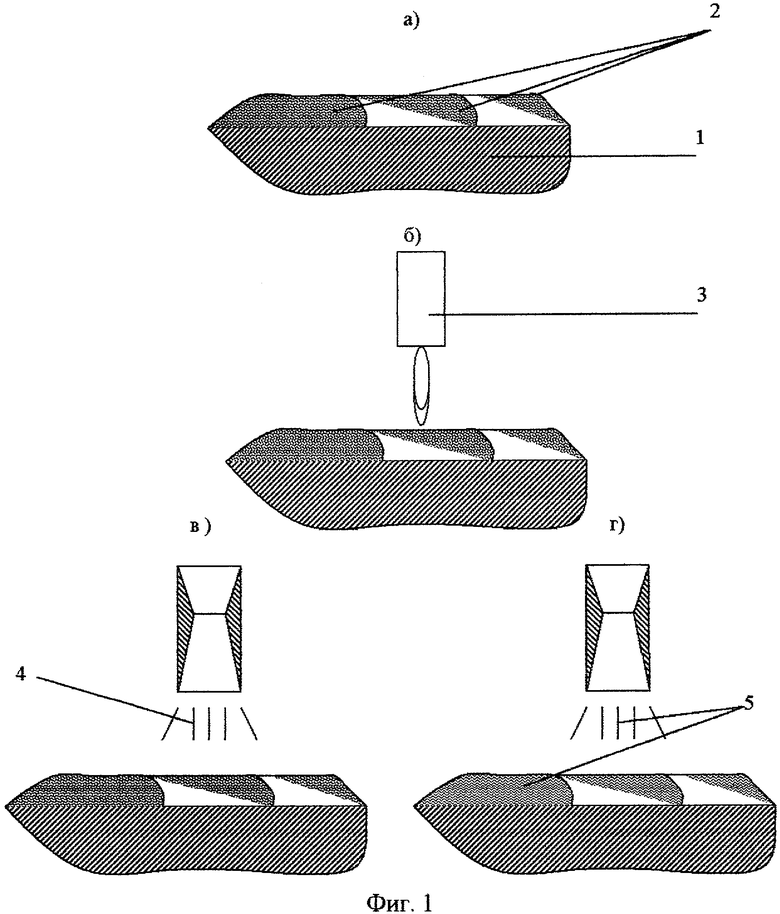
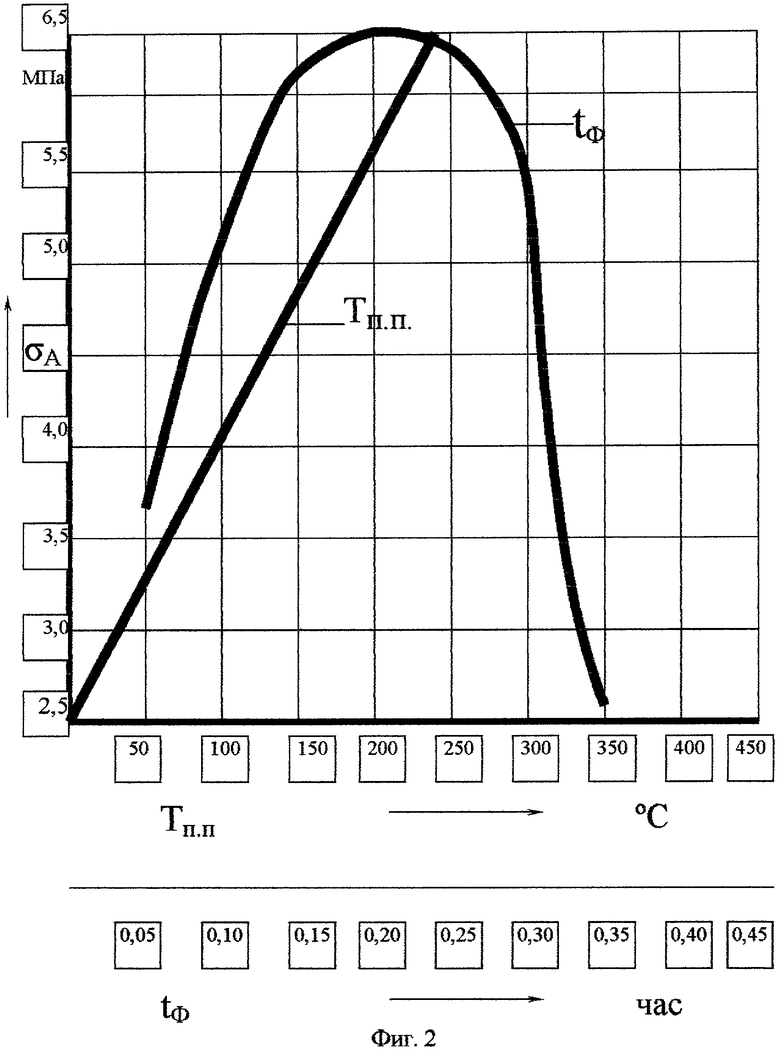
На фиг.1 - схема процесса нанесения покрытия с применением флюса. На фиг.2 - зависимость адгезионной прочности газодинамического покрытия от времени активности флюса (tф) и от температуры подогрева поверхности основы (Тп.п.).
Способ осуществляется следующим образом.
На поверхность восстанавливаемой чугунной детали 1 наносится флюс 2, содержащий до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4 (табл.1), окисление графита на поверхности чугуна осуществляется за счет протекания химической реакции между активным веществом солей хлористого аммония NH4Cl и хлористого цинка ZnCl2, а также перманганата калия KMnO4 и нагрева поверхности по флюсу 2 горелкой 3 (с окислительным пламенем) до температуры 230°С-240°С (табл.2), причем интервал времени после нанесения флюса и нагревом поверхности чугунной детали должен составлять 0,2-0,25 часа (табл.1), затем поверхность чугунной детали 1 обрабатывают абразивным порошковым материалом 4 (корундом) для удаления остатков флюса, а также появления шероховатости поверхности чугунной детали 1, после этого на обработанную поверхность детали 1 наносят газодинамическое покрытие 5 с помощью оборудования типа «ДИМЕТ», разработанного и изготовляемого Обнинским центром порошкового напыления [3].
Вследствие вышеизложенного можно сделать вывод, что при нанесении на поверхность чугунной детали предложенного флюса и подогрева поверхности основы перед абразивно-струйной обработкой чугунной детали следует ожидать увеличение активации поверхности, как следствие «очищение» восстанавливаемой детали от наличия свободного графита и увеличение адгезионной прочности газодинамических покрытий.
Пример реализации способа:
С использованием оборудования типа «ДИМЕТ-403» восстанавливались образцы, вырезанные из чугунного картера сцепления (СЧ28) автомобиля УрАЛ 4320. При этом наносилось алюминий-цинковое покрытие толщиной 200-400 мкм. Порошковый материал, предназначенный для формирования покрытия, содержал порошок алюминия с размером частиц 1-50 мкм, порошок цинка с размером частиц 1-100 мкм и порошок карбида кремния с размером частиц 1-60 мкм. Сжатый воздух перед подачей в сверхзвуковое сопло нагревался до температуры 400°С, статистическое давление в месте ввода порошка в сопло поддерживалось 0,8-0,9 атм. [1]. На стадии подготовки поверхности на образцы наносился флюс (состоящий из хлористого аммония NH4Cl, хлористого цинка ZnCl2 и перманганата калия KMnO4), после этого поверхность по флюсу нагревали горелкой (с окислительным пламенем) до температуры 150-250°С, причем интервал времени после нанесения флюса и нагревом поверхности чугунной детали составил 0,2-0,25 часа, затем поверхность чугунной детали обработали абразивным порошковым материалом (корундом) с размером частиц 150-200 мкм. После его подачи в сопло визуально наблюдалась очистка поверхности от остатков флюса и появление шероховатости поверхности основы. Результаты определения адгезионной прочности для всех образцов представлены в таблице 3, а зависимость адгезионной прочности от времени активности флюса (tф) и от температуры подогрева поверхности основы (Тп.п.) представлены на (фиг.2).
Таким образом, из приведенного выше примера и при реализации заявляемого способа подготовки поверхности основы лучшая адгезионная прочность напыленных газодинамических покрытий на чугунной основе, установленная по клеевой методике, составляет 6,4 МПа при применении флюса, содержащего (до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4), температуре подогрева поверхности основы 235°С, времени активности флюса 0,2-0,25 часа.
Источники информации
1. Патент РФ №135048/02, МПК 7 С23С 24/04, 2001 г. - Способ нанесения покрытий.
2. Лахтин Ю.М., Леонтьева В.П. Материаловедение. - М.: Машиностроение, 1990 г., с.144-149.
3. Профессиональное оборудование «ДИМЕТ-403» - Установка для нанесения металлопорошковых газодинамических покрытий. Обнинский центр порошкового напыления.
KMnO4 до 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2010 |
|
RU2450087C2 |
| Способ восстановления титановых деталей | 2019 |
|
RU2742861C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2205897C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ИЗ КОРРОЗИОННО-СТОЙКОЙ КОМПОЗИЦИИ НА ПОВЕРХНОСТИ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2014 |
|
RU2593041C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУНКЦИОНАЛЬНОЙ ПОВЕРХНОСТИ | 2007 |
|
RU2353706C2 |
| Способ реставрации художественных произведений и их элементов, выполненных из черного металла | 2017 |
|
RU2699691C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1990 |
|
RU2102528C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ВОССТАНОВИТЕЛЬНОГО ПОКРЫТИЯ НА СТАЛЬНОМ ИЗДЕЛИИ (ВАРИАНТЫ) | 2012 |
|
RU2532653C2 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ НАТУРАЛЬНОГО КАМНЯ ИЛИ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2489519C2 |
| Порошковый материал для газодинамического напыления дефектных головок блоков цилиндров | 2018 |
|
RU2688025C1 |
Изобретение относится к технологии нанесения покрытий на поверхности изделий, а именно к газодинамическим способам нанесения покрытий. Сначала на поверхность детали наносят флюс со временем активности 0,2-0,25 часа, содержащий до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4. Затем осуществляют нагрев поверхности по флюсу горелкой с окислительным пламенем до температуры (0,14-0,2)·Тпл, где Тпл - температура плавления чугуна. Проводят обработку детали абразивным порошковым материалом с размером частиц 30-300 мкм. Нагревают сжатый воздух и подают его в сверхзвуковое сопло. Формируют в сопле сверхзвуковой воздушный поток, в который подают порошковый материал, предназначенный для формирования покрытия, и направляют его на поверхность обрабатываемого изделия. Данный способ позволяет повысить адгезионную прочность газодинамических покрытий на чугунных изделиях. 2 ил., 3 табл.
Способ нанесения покрытия на чугунные детали, включающий обработку детали абразивным порошковым материалом с размером частиц 30-300 мкм, нагрев сжатого воздуха, подачу его в сверхзвуковое сопло, формирование в сопле сверхзвукового воздушного потока, подачу в поток порошкового материала, предназначенного для формирования покрытия и направление его на поверхность обрабатываемого изделия, отличающийся тем, что перед обработкой детали абразивным порошковым материалом на поверхность детали наносят флюс со временем активности 0,2-0,25 ч, содержащий до 30% хлористого аммония NH4Cl, до 70% хлористого цинка ZnCl2 и до 2% перманганата калия KMnO4, и осуществляют нагрев поверхности по флюсу горелкой с окислительным пламенем до температуры (0,14-0,2)·Тпл, где Тпл - температура плавления чугуна.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2205897C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОПОРОШКОВЫХ ПОКРЫТИЙ | 1987 |
|
RU1773072C |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 1993 |
|
RU2038411C1 |
| US 5302414 A, 12.04.1994 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

