Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент.
Известен способ восстановления изношенных деталей электроконтактной приваркой металлической ленты, при котором металлическую ленту приваривают к изношенной поверхности импульсами сварочного тока в сочетании с силовым воздействием на присадку со стороны ролика-электрода [1].
Недостатком известного способа является низкая прочность приварки металлопокрытия к детали, что объясняется отсутствием пластической деформации в стыке плоской металлической ленты с восстанавливаемой поверхностью детали - обязательного условия соединения металлов в твердой фазе. Вследствие сказанного в большинстве случаев приварку металлической ленты известным способом производят на режимах, обеспечивающих образование литого ядра. Из-за интенсивного отвода тепла от тонкой металлической ленты в массивный медный ролик-электрод жидкая фаза оказывается не в стыке основного и присадочного металлов, а смещается от стыка вглубь металла детали. Указанный недостаток известного способа особенно заметен при восстановлении деталей из легированных и жаропрочных сталей.
Изобретение позволяет получить новый технический эффект - повышение прочности сварного соединения.
Указанный эффект достигается за счет того, что перед приваркой присадочную ленту предварительно гофрируют и придают ей волнообразную форму, включающую элементы в виде чередующихся гребней и впадин; гофрирование производят с шагом, не превышающим расстояния между смежными сварными точками, обеспечивают длину одной полной волны по ее средней линии в 1,45…1,6 раза больше шага исполнения элементов, при этом образующие элементов составляют  с направлением обкатки ленты роликом-электродом от 50 до 70°.
с направлением обкатки ленты роликом-электродом от 50 до 70°.
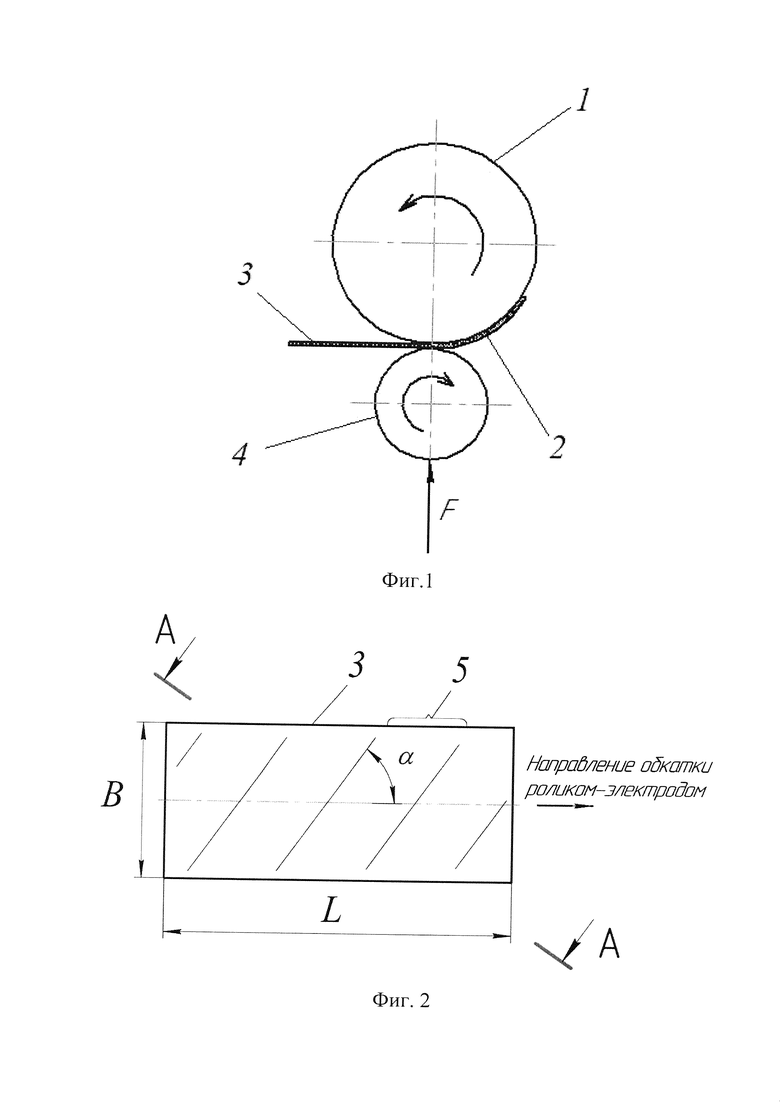
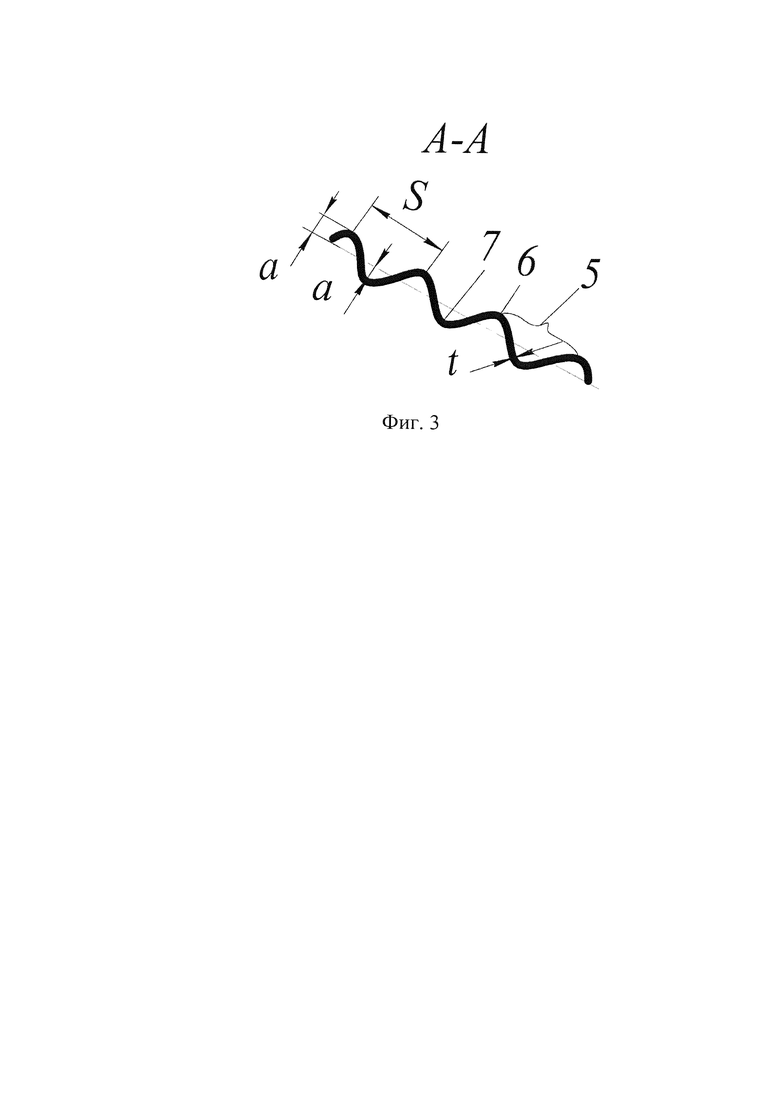
На фиг. 1 показана схема восстановления изношенных поверхностей деталей электроконтактной приваркой металлической ленты; на фиг. 2 гофрированная под углом  с направлением обкатки роликом-электродом лента: на фиг. 3 сечение А-А ленты, выполненное перпендикулярно образующим гофрированных элементов.
с направлением обкатки роликом-электродом лента: на фиг. 3 сечение А-А ленты, выполненное перпендикулярно образующим гофрированных элементов.
На деталь 1 наваривается металлопокрытие 2 из присадочной ленты 3 размерами B×L и толщиной t, прижатой с усилием F к детали роликом-электродом 4. На присадочной ленте выполнены с шагом S волнообразной формы гофры 5, содержащие элементы в виде гребней 6 и впадин 7.
Суть технического решения заключается в следующем. До начала приварки производят подготовку металлической присадочной ленты 3. Для этого ленту 3 штамповкой или каким-либо другим способом пластически деформируют, придавая ей волнообразную форму, причем гофры 5, содержащие чередующиеся элементы - гребни 6 и впадины 7, выполняют под углом  с направлением обкатки ленты 3 роликом-электродом 4. Один из вариантов исполнения гофров 5 на ленте 3 по закону синусоиды. Подготовленную ленту 3 прижимают роликом-электродом 4 к детали 1, включают импульсного характера сварочный ток и приваривают к изношенной поверхности, обкатывая ленту 3 роликом-электродом 4. При прохождении импульса тока присадочный металл гребней 6 и впадин 7 разогревается до пластического состояния и под действием усилия F со стороны ролика-электрода 4 совершает относительное движение по восстанавливаемой поверхности детали 1, разрушая и удаляя из контакта плотные оксидные и гидрооксидные пленки - главное препятствие образованию прочного сварного соединения в твердой фазе. Способствует образованию химических (металлических) связей между соединяемыми металлами и то, что относительное движение присадочного металла ленты 3 по детали 1 происходит не только в продольном, но и в поперечном к направлению обкатки направлении. Экспериментально установлено, что наиболее прочная приварка металлопокрытия 2 происходит в том случае, если шаг S выполнения гофров 5 не превышает расстояния между смежными сварными точками, длина одной полной волны по ее средней линии в 1,45…1,6 раза больше шага S исполнения элементов 6 и 7, угол α между образующими элементов 6 и 7 и направлением обкатки ленты 3 роликом-электродом 4 равен 50…70°.
с направлением обкатки ленты 3 роликом-электродом 4. Один из вариантов исполнения гофров 5 на ленте 3 по закону синусоиды. Подготовленную ленту 3 прижимают роликом-электродом 4 к детали 1, включают импульсного характера сварочный ток и приваривают к изношенной поверхности, обкатывая ленту 3 роликом-электродом 4. При прохождении импульса тока присадочный металл гребней 6 и впадин 7 разогревается до пластического состояния и под действием усилия F со стороны ролика-электрода 4 совершает относительное движение по восстанавливаемой поверхности детали 1, разрушая и удаляя из контакта плотные оксидные и гидрооксидные пленки - главное препятствие образованию прочного сварного соединения в твердой фазе. Способствует образованию химических (металлических) связей между соединяемыми металлами и то, что относительное движение присадочного металла ленты 3 по детали 1 происходит не только в продольном, но и в поперечном к направлению обкатки направлении. Экспериментально установлено, что наиболее прочная приварка металлопокрытия 2 происходит в том случае, если шаг S выполнения гофров 5 не превышает расстояния между смежными сварными точками, длина одной полной волны по ее средней линии в 1,45…1,6 раза больше шага S исполнения элементов 6 и 7, угол α между образующими элементов 6 и 7 и направлением обкатки ленты 3 роликом-электродом 4 равен 50…70°.
Пример осуществления способа. Наплавлялись разборные цилиндрические образцы диаметром 50 мм из стали 45 ГОСТ 1050-88 со вставными штифтами стальной холоднокатаной лентой толщиной 1,2 мм по ГОСТ 16523-70 из стали 45. Предварительно присадочную ленту гофрировали по закону синусоиды с шагом S=3 мм, амплитудой а=1,0 мм под углом α=60°. Режим приварки: действующее значение тока наплавки 9 кА; усилие прижатия ролика-электрода 2 кН; длительности импульсов тока 0,04 с; длительности пауз 0,08 с; скорость наплавки 20 мм/с, шаг наплавки по винтовой линии 3 мм/об. Применялся инструмент - ролик-электрод диаметром 300 мм с шириной рабочей части 4 мм. Одновременно для контроля такие же образцы и на том же режиме наплавлялись известным способом с применением негофрированной плоской ленты. При наплавке предлагаемым способом прочность сварного соединения, определенная по результатам отрыва штифтов от наплавленного слоя, составила 80 МПа, а при известном способе 44 МПа.
Из примеров видно, что предлагаемый способ позволяет повысить прочность сварного соединения металлопокрытия с основой.
Источник информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, с. 89-91.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент. Перед приваркой путем штамповки или каким-либо другим способом плоскую ленту гофрируют и придают ей волнообразную форму, включающую элементы в виде чередующихся гребней и впадин. Гофрирование производят с шагом, не превышающим расстояния между соседними сварными точками. Длина одной полной волны по ее средней линии в 1,45…1,6 раза больше шага выполнения элементов. Образующие элементов составляют угол с направлением обкатки ленты роликом-электродом от 50 до 70°. При приварке на деталь лента разогревается до пластического состояния и под действием усилия со стороны инструмента присадочный металл перемещается по восстанавливаемой поверхности, разрушая при относительном движении плотные гидрооксидные пленки, препятствующие образованию прочного сварного соединения в твердой фазе. 3 ил., 1 пр.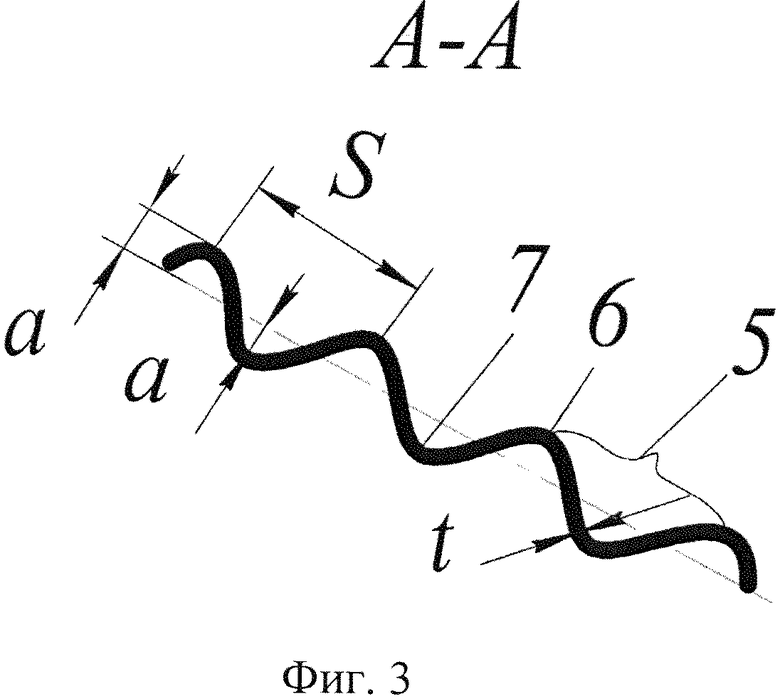
Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты, включающий приварку металлической ленты к изношенной поверхности импульсами сварочного тока в сочетании с силовым воздействием на присадку со стороны ролика-электрода, отличающийся тем, что перед приваркой присадочную ленту предварительно гофрируют с приданием ей волнообразной формы, включающей элементы в виде чередующихся гребней и впадин, при этом шаг выполнения элементов не превышает расстояния между смежными сварными точками, а длина одной полной волны по ее средней линии в 1,45…1,6 раза больше шага выполнения элементов, причем образующие элементов составляют угол с направлением обкатки ленты роликом-электродом от 50 до 70°.
| ВОЛОВИК Е.Л | |||
| Справочник по восстановлению деталей | |||
| М.: Колос,1981, с.89-91 | |||
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Способ восстановления изношенных поверхностей | 1974 |
|
SU505554A2 |
| DE 4102247 A1, 30.07.1992. | |||

