Изобретение относится к области автомобилестроения и может быть использовано при ремонте деталей двигателей и автоматических коробок передач.
В процессе ремонта автоматических коробок передач (АКПП) возникает ряд технологических трудностей, а именно замена в труднодоступных местах втулок, манжет и сальников.
Удаление этих деталей ударным способом приводит к деформации поверхности картера, а во многих случаях к браковке дорогостоящих деталей.
Известен способ удаления изношенных деталей механическими методами: расточкой или фрезерованием на станке, выколоткой с помощью ударного инструмента и специальной направляющей из алюминиевого сплава. Однако этот метод не позволяет удалить детали АКПП в труднодоступных местах.
Известен способ удаления изношенных деталей из агрегатов автомобиля, основанный на использовании специального приспособления (Сархошьян Г.Н., Хлявич А.И. Ремонт автомобиля ГАЗ-21 «Волга» // М.: Транспорт, 1969, 240 с. С.121, рис.87). Данное приспособление состоит из специальных захватов и упорного винтового прижима. В процессе работы захваты фиксируют корпус ремонтируемого агрегата, а винтовой прижим выдавливает изношенную деталь. Однако данное приспособление не позволяет удалять изношенные детали из агрегатов автомобиля, расположенные в труднодоступных местах.
Наиболее близким по технической сущности к заявляемому приспособлению является цанга для крепления деталей при осуществлении технологического процесса (Технология и оборудование сварки плавлением и термической резки / Под редакцией А.И.Акулова /. - М.: Машиностроение, 2003 - С.186. рис.4.16а). Деталь вставляется в цангу. За счет обжима цанги по прорезям происходит фиксация детали. Существенным недостатком цанги является то, что она надежно фиксирует детали при механической обработке, которые вставляются внутрь ее. Однако цанга не позволяет извлекать изношенные втулки из труднодоступных мест узлов автомобиля из-за ее большой жесткости.
Заявляемое приспособление предназначено для надежной фиксации изношенных деталей в процессе их извлечения из труднодоступных мест агрегатов автомобиля.
Сущность заявляемого приспособления заключается в том, что оно выполнено в виде трубчатой насадки, на одном конце которой выполнен внутренний резьбовой участок. Вдоль оси насадки выполнены сквозные прорези, причем прорези проходят через резьбовой участок, но не доходят до противоположного торца насадки на расстояние 0,8-1,2 внутреннего диаметра насадки. В насадку со стороны резьбового участка ввинчен разжимной винт.
На чертеже изображено заявляемое приспособление в сборе.
Приспособление состоит из трубчатой насадки 1 и разжимного винта 2. Винт 2 установлен в насадке 1 по резьбе 3. На поверхности втулки выполнены сквозные прорези 4. Прорези проходят через резьбовой участок, но не доходят до противоположного торца насадки на расстояние 0,8-1,2 ее внутреннего диаметра.
При расстоянии от торца насадки менее 0,8 ее внутреннего диаметра наблюдается снижение жесткости насадки и повреждение ее лепестков в процессе работы. При расстоянии более 1,2 ее внутреннего диаметра возрастает усилие, необходимое для надежной фиксации извлекаемой детали. Поэтому оптимальным следует считать расстояние в пределах 0,8-1,2 внутреннего диаметра насадки.
При удалении втулок, сальников или манжет из труднодоступных мест агрегатов автомобиля заявляемое приспособление работает следующим образом: трубчатую насадку 1 вставляют внутрь сальника. Пружинная часть насадки 1 стопорится за счет упругих свойств материала насадки и фиксируется при ввинчивании разжимного винта 2 в резьбовую часть 3 насадки 1. За резьбовое отверстие 5 разжимной винт посредством проушины (на чертеже условно не показана) присоединяется к тяге.
После удаления сальника из коробки перемены передач разборка приспособления происходит в обратной последовательности.
Для удаления сальников из АКПП было изготовлено приспособление с длиной трубчатой насадки 100 мм с внутренним диаметром 25,4 мм и наружным диаметром 27,4 мм. В насадке было выполнено 6 прорезей шириной 2 мм и длиной 80 мм. Резьбовой участок имел резьбу М24 при длине участка 20 мм. Насадка была выполнена из стали 30ХГСН2А с пределом прочности 1600-1800 МПа.
Заявляемое приспособление позволяет быстро удалять детали типа сальников из труднодоступных мест агрегатов автомобиля без разрушения их корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ДИСКОВ АВТОМАТИЧЕСКИХ ТРАНСМИССИЙ АВТОМОБИЛЕЙ | 2004 |
|
RU2297312C2 |
| СПОСОБ РЕМОНТА ЛИТЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2254221C1 |
| СПОСОБ ФИКСАЦИИ ПОДШИПНИКА КАЧЕНИЯ В КОРПУСЕ | 2008 |
|
RU2375180C1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2012 |
|
RU2492991C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2008 |
|
RU2391199C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ БРОНЗЫ НА ПОВЕРХНОСТЬ СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2323070C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
Изобретение относится к области автомобилестроения и может быть использовано при ремонте двигателей и автоматических коробок передач. Приспособление содержит насадку в виде разрезной цанги и разжимной винт. Разрезная цанга выполнена в виде трубки из высокопрочного упругого материала, с одного торца которой выполнен внутренний резьбовой участок с установленным в нем разжимным винтом. Вдоль оси насадки равномерно выполнено не менее 6 сквозных прорезей, которые не доходят до противоположного ее торца на расстояние 0,8-1,2 внутреннего диаметра насадки. В результате надежно фиксируются изношенные детали при их извлечении из труднодоступных мест агрегатов автомобиля. 1 ил.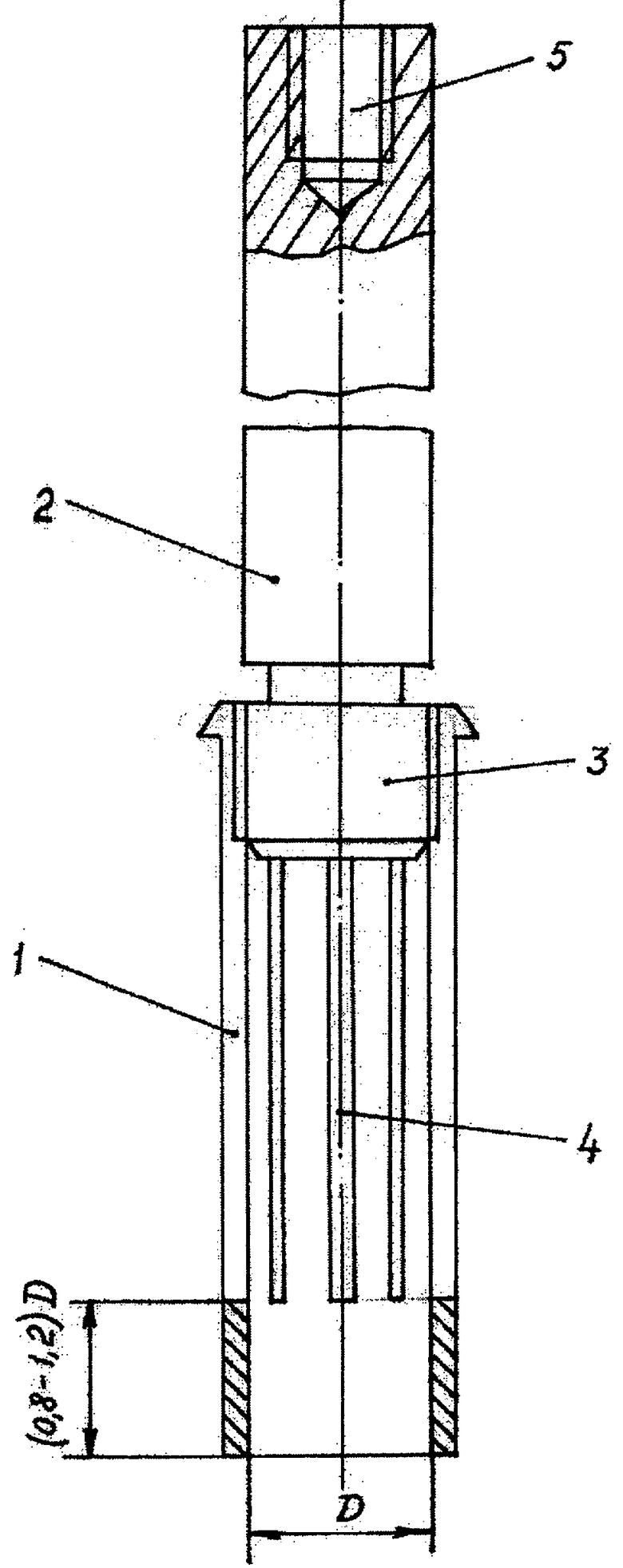
Приспособление для удаления изношенных деталей, установленных в труднодоступных местах, содержащее насадку в виде разрезной цанги и разжимной винт, отличающееся тем, что разрезная цанга выполнена в виде трубки из высокопрочного упругого материала, с одного торца которой выполнен внутренний резьбовой участок с установленным в нем разжимным винтом, а вдоль оси насадки равномерно выполнено не менее 6 сквозных прорезей, которые не доходят до противоположного торца насадки на расстояние 0,8-1,2 ее внутреннего диаметра.
| Устройство для монтажа деталей типаВАл-ВТулКА C ОдНОСТОРОННиМ дОСТупОМ | 1978 |
|
SU816735A1 |
| СЪЕМНИК КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2028933C1 |
| Устройство для извлечения уплотнительных прокладок из штуцерных соединений | 1989 |
|
SU1791105A1 |
| Гидравлическое устройство для выпрессовки гладких втулок | 1987 |
|
SU1542773A1 |
| Гидравлическое устройство для выпрессовки гладких втулок | 1986 |
|
SU1399047A1 |
| FR 1115341 A, 23.04.1956. | |||

