Изобретение относится к области ремонтных технологий, в частности к способам фиксации подшипников качения в корпусе автоматической коробки перемены передач (АКПП).
Известен способ фиксации подшипников качения в корпусных деталях, который заключается в запрессовке внешней обоймы подшипника в отверстие в корпусной детали с натягом (Александров В.Г. Справочник по авиационным материалам. М.: Транспорт, 1972. С.60). Натяг обеспечивается тем, что диаметр отверстия в корпусной детали на 0,03…0,05 мм меньше диаметра внешней обоймы подшипника. При запрессовке подшипника усилие запрессовки следует прикладывать только к кольцу подшипника, монтируемому с натягом, не допуская передачи усилия через шарики.
Недостатком отмеченного способа фиксации подшипников качения в корпусных деталях является необходимость точного выполнения посадочных размеров деталей для исключения радиального перемещения и увеличения трения в самом подшипнике. Кроме того, обеспечение точности выполнения посадочных размеров не всегда возможно соблюсти при выполнении ремонта, например, автоматических коробок перемены передач (АКПП).
Наиболее близким по технической сущности к заявленному способу фиксации подшипника качения при ремонте автоматических коробок перемены передач является способ, основанный на помещении между сопрягаемыми поверхностями деталей слоя клеящего вещества (Ширялыцикова В.И., Хрычев Ю.И., Кузовникова В.Ф. Применение клеев в некоторых конструкциях. Клеи и технология склеивания. Материалы научно-технической конференции. ОНТИ. 1968. С.162-164). При реализации данного способа посадочные места должны иметь зазор 0,006…0,08 мм. На сопрягаемые поверхности наносят слой клея ВК-9 и термостатируют собранный узел при температуре 95…100°С в течение 2 часов.
Существенным недостатком прототипа является ограничение его области применения парами одноименных материалов, например сталь-сталь, алюминий-алюминий. При соединении деталей из различных материалов (подшипник из стали, корпусная деталь - из алюминиевого сплава) они имеют существенные различия в коэффициентах линейного расширения. По этой причине зазор между алюминиевой корпусной деталью и стальным подшипником при нагреве для отвержения клея возрастет, натяг уменьшится и эффект склеивания существенно снизится.
Практический опыт ремонта автоматических коробок перемены передач показал, что упомянутый способ при установке стальных подшипников в алюминиевые корпусные детали не достаточно эффективен и не обеспечивает требуемой вибрационной стойкости подшипников с клеевой заделкой в корпусах автоматических коробок передач из алюминиевых сплавов.
Предлагаемый способ фиксации подшипников качения в корпусных деталях направлен на повышение вибрационной стойкости подшипников с клеевой заделкой в корпусные детали из алюминиевых сплавов.
Технический результат, на достижение которого направлено данное изобретение, достигается тем, что отверждение клеящего вещества проводят при температуре 90…100°С в течение 1,0…0,5 часов соответственно при дополнительной подпитке клеящим веществом зоны установки подшипника в процессе отверждения.
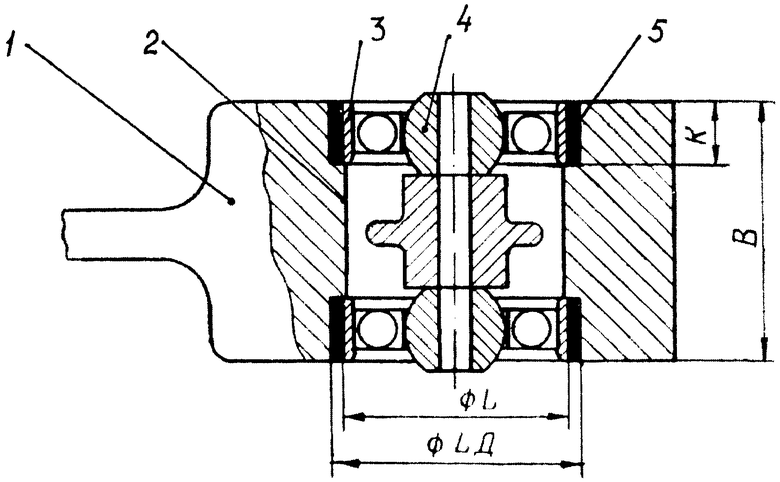
Подробнее сущность заявляемого способа поясняется чертежом, на котором показана схема заделки обойм подшипника клеем.
Заявленный способ фиксации обоймы подшипника качения в корпусе автоматической коробки перемены передач осуществляется следующим образом. Предварительно в корпусе 1 ремонтируемой автоматической коробки передач осуществляется накатка поверхности (набивка керном) 2 посадочного гнезда по диаметру LD. Эта операция позволяет за счет пластической деформации поверхности 2 посадочного гнезда уменьшить зазор между обоймой 3 подшипника 4 и поверхностью 2 посадочного гнезда (LD-L), образовавшийся в процессе эксплуатации.
Затем на поверхность 2 посадочного гнезда наносится слой 4 клеящего вещества. После нанесения слоя 5 клеящего вещества производится установка подшипника 4 в посадочное гнездо и его фиксация с помощью проставки 6.
Затем ремонтируемую автоматическую коробку передач помещают в печь для отверждения клеящего вещества. Температуру нагрева печи задают в пределах 90…100°С. При температуре нагрева печи менее 80°С процесс отверждения клеящего вещества протекает медленно, что приводит к существенному увеличению продолжительности операции. При температуре нагрева печи более 100°С отверждение клея происходит интенсивно, что с одной стороны способствует снижению длительности данной операции, а, с другой, сопровождается формированием участков с отсутствием сцепления между клеящим веществом и поверхностью обоймы 3 подшипника.
Поэтому оптимальной следует признать температуру отверждения клеящего вещества в диапазоне 90…100°С.
При температуре отверждения в диапазоне 90…100°С время выдержки должно составлять 1,0…0,5 часа соответственно. Снижение времени выдержки менее 1,5 часов сопровождается уменьшением прочности клеевого соединения при сдвиге на 45-55%. При увеличении времени выдержки более 1,0 часов отмечается также снижение прочности соединения при сдвиге на 20-25%, по-видимому, из-за образования участков с отсутствием адгезии при усадке клеящего вещества.
Важной особенностью заявляемого способа фиксации подшипников качения в корпусе при ремонте автоматических коробок передач является дополнительная подпитка зоны между обоймой 3 подшипника и поверхность 2 посадочного гнезда в корпусе автоматической коробки передач в процессе отверждения клеящего вещества. Это позволяет компенсировать усадочные явления при отверждении клеящего вещества, устранить образование микротрещин и пор в слое 5 клеящего вещества, которые возникают из-за разности коэффициентов линейного расширения материала подшипника (сталь) и корпуса (литейный алюминиевый сплав), и тем самым обеспечить высокие прочностные характеристики соединения.
Заявленный способ был опробован при ремонте автоматической коробки передач с корпусом из алюминиевого сплава марки АЛ9. В корпусе автоматической коробки передач после изъятия подшипника зазор между поверхностью посадочного отверстия и обоймой подшипника составлял 130…180 мкм. После проведения операции накатки поверхности посадочного отверстия величина зазора уменьшилась до 50…80 мкм.
Затем на поверхность посадочного отверстия в корпусе автоматической коробки передач наносится слой клея ВК9. После нанесения клея подшипник устанавливается в посадочное отверстие, и собранный узел подвергается нагреву до 90…100°С с выдержкой в течение 0,5…1,0 часов для отверждения клеящего вещества. В процессе выдержки при нагреве осуществлялась подпитка клеящим веществом зоны установки подшипника (зоны контакта между поверхностью посадочного отверстия и обоймой подшипника).
Полученные клеевые соединения были подвергнуты вибрационным испытаниям при частоте 25 Гц. Результаты испытаний клеевых соединений подшипников с корпусными деталями коробок передач представлены в таблице.
Полученные результаты испытаний позволяют заключить, что технический результат, для достижение которого разработан заявляемый способ, полностью обеспечивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ УДАЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 2005 |
|
RU2307014C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 2004 |
|
RU2286506C2 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ДИСКОВ АВТОМАТИЧЕСКИХ ТРАНСМИССИЙ АВТОМОБИЛЕЙ | 2004 |
|
RU2297312C2 |
| СПОСОБ РЕМОНТА ЛИТЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2254221C1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2430945C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ И СВАРНЫХ СОЕДИНЕНИЙ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - КРЕМНИЙ | 2004 |
|
RU2278903C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
Изобретение относится к области ремонтных технологий, в частности к способам фиксации подшипников качения в корпусе автоматической коробки перемены передач. Технический результат заявленного способа направлен на повышение вибрационной стойкости подшипников с клеевой заделкой в корпусные детали из алюминиевых сплавов. Технический результат достигается способом фиксации подшипника качения в корпусе при ремонте автоматических коробок перемены передач. Способ включает нанесение клеящего вещества на контактирующие поверхности гнезда и подшипника, установку подшипника в гнездо и его фиксацию в гнезде. При этом перед нанесением клеящего вещества производят пластическую деформацию поверхности посадочного гнезда. Отверждение клеящего вещества проводят при температуре 90-100°С в течение 0,5-1,0 часов при дополнительной подпитке клеящим веществом зоны установки подшипника в процессе отверждения. Причем при увеличении температуры нагрева время выдержки уменьшают. 1 ил., 1 табл.
Способ фиксации подшипника качения в корпусе при ремонте автоматических коробок перемены передач, включающий нанесение клеящего вещества на контактирующие поверхности гнезда и подшипника, установку подшипника в гнездо и его фиксацию в гнезде, отличающийся тем, что перед нанесением клеящего вещества производят пластическую деформацию поверхности посадочного гнезда, а отверждение клеящего вещества проводят при температуре 90…100°С в течение 0,5…1,0 ч при дополнительной подпитке клеящим веществом зоны установки подшипника в процессе отверждения, причем при увеличении температуры нагрева время выдержки уменьшают.
| JP 2004060223 А, 26.02.2004 | |||
| Способ прокатки полосы | 1981 |
|
SU1005972A1 |
| СПОСОБ СОЕДИНЕНИЯ ОХВАТЫВАЮЩЕЙ И ОХВАТЫВАЕМОЙ ДЕТАЛЕЙ С ПОМОЩЬЮ КЛЕЯ | 1987 |
|
RU2019731C1 |
| DE 3132828 А1, 10.03.1983 | |||
| US 2004081532 А1, 29.04.2004 | |||
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1992 |
|
RU2095642C1 |

