Изобретение относится к технической диагностике и может быть использовано для контроля за качеством притирки конусных сопрягаемых поверхностей деталей при горячей посадке, в частности при сборке колесно-моторных блоков локомотивов.
Наиболее близким техническим решением является способ определения качества притирки конусных поверхностей вала якоря тягового двигателя к ведущей шестерне зубчатой передачи [1], заключающийся в том, что на внутреннюю поверхность шестерни наносят краситель и производят ее посадку на вал. После снятия шестерни на конусе вала с отпечатками краски (в местах прилегания с сопрягаемой поверхностью) проводят графитовым карандашом 4 диаметрально - противоположные линии по образующей конуса. После этого замеряют по всем 4-м линиям величину просветов между пятнами краски и находят их сумму. Процент прилегания сопрягаемых поверхностей определяют по формуле
где L - длина отпечатка;
Σа - суммарная длина просветов между пятнами краски на всех 4 линиях.
Процент прилегания поверхностей шестерни и вала должен составлять не менее 85% в соответствии с тех. условиями.
Недостатком известного способа является то, что не учитываются пятна краски (а стало быть, и просветы между ними), не попадающие ни на одну из 4-х линий по образующей конуса, а также размер пятен по окружности конуса. А это ведет к большой погрешности (до 50%) в определении процента прилегания, а следовательно, и ошибке в оценке качества притирки сопрягаемых поверхностей.
Целью изобретения является: повышение точности определения качества притирки сопрягаемых деталей за счет более точного определения площади участков неприлегания сопрягаемых поверхностей, повышение производительности измерений.
Поставленная цель достигается в заявляемом способе, который заключается в следующем.
На посадочную сторону детали наносят равномерный слой красителя и производят посадку детали на вал, после чего ее снимают. Затем на поверхности вала выделяют неокрашенные участки, соответствующие местам неприлегания сопрягаемых поверхностей, и определяют их суммарную площадь с помощью измерительного средства в виде набора измерительных пластин с различными заданными значениями площадей и имеющих радиус кривизны, путем наложения на каждый неокрашенный участок одной или более измерительных пластин, подходящих по размеру. Значение суммарной площади неокрашенных участков, соответствующее площади неприлегания, сравнивают с ее максимально допустимой величиной.
Измерительное средство состоит из набора измерительных пластин площадью от 30 до 1000 мм2, которые выполнены в виде окружностей.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что определяют суммарную площадь неокрашенных участков, соответствующую площади неприлегания, с помощью измерительного средства в виде набора измерительных пластин с различными заданными величинами площадей путем их наложения на каждый неокрашенный участок. Полученную площадь неприлегания сравнивают с ее максимально допустимой величиной, предусмотренной техническими условиями.
Т.о. заявляемое техническое решение соответствует условию патентоспособности "новизна".
Критерием качества притирки сопрягаемых поверхностей является соотношение размеров площадей прилегания и неприлегания. В заявляемом способе определяют площадь неприлегания. Такой выбор обусловлен тем, что неокрашенные участки легче поддаются инструментальному контролю, т.к. имеют четкие конечные размеры. Неокрашенные участки отличаются по размерам, имеют неправильную округлую форму. Поэтому измерительные пластины выполнены с различными значениями площадей и радиусом кривизны. Их оптимальной формой является окружность.
В частности, из опыта притирки шестерни к валу якоря тягового электродвигателя локомотива размеры площадей шаблонов выбраны от 30 до 1000 мм2. Неокрашенные участки площадью менее 30 мм2 визуально не воспринимаются, более 1000 - практически не встречаются. Этим объясняется выбранный диапазон размеров площадей измерительных пластин.
Таким образом, при взаимодействии существенных признаков получен новый технический результат: более точное определение площади участков неприлегания сопрягаемых поверхностей, т.е. заявляемый способ соответствует критерию "изобретательский уровень".
На чертеже изображен вал с окрашенными участками, соответствующими местам прилегания сопрягаемых поверхностей, и с неокрашенными участками, соответствующими местам неприлегания.
Заявляемый способ осуществляется следующим образом. Для определения качества притирки сопрягаемых конусных поверхностей шестерни и вала якоря тягового электродвигателя (ТЭД) на посадочную поверхность шестерни наносят равномерный слой красителя. Затем производят плотную посадку шестерни на вал 1, после чего ее снимают. На валу образовались окрашенные участки 2, соответствующие местам прилегания сопрягаемых поверхностей, и неокрашенные участки 3, соответствующие местам неприлегания. С помощью набора измерительных пластин 4, имеющих форму окружностей с заданными значениями площадей, определяют суммарную площадь неокрашенных участков путем наложения на каждый из них одной или более соответствующих измерительных пластин 4. Суммарная площадь неокрашенных участков соответствует площади неприлегания. Для определения качества притирки сопрягаемых поверхностей сравнивают полученное значение площади неприлегания с ее максимально допустимой величиной, предусмотренной техническими условиями. Например, для тягового электродвигателя НБН418К6 площадь неприлегания не должна превышать 15%, что составляет 1490 мм2.
Источник информации
1. Технологическое обслуживание и текущие ремонты механической части электровозов ВЛ-10, ВЛ-11, ВЛ-80, ВЛ-82. Технологическая инструкция ТИ 714. Главное управление локомотивного хозяйства, пректно-конструкторское бюро, 1998, с.147, 148.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ НЕПОДВИЖНЫЙ КОНТАКТ | 1994 |
|
RU2049650C1 |
| Бесшпоночное соединение деталей | 1985 |
|
SU1362869A1 |
| СОЕДИНЕНИЕ | 1992 |
|
RU2090786C1 |
| Способ испытания плотности посадки полумуфт без их снятия с вала и устройство для его осуществления | 2022 |
|
RU2786277C1 |
| СПОСОБ ФИКСАЦИИ ИЗНОШЕННЫХ СОЕДИНЕНИЙ "ВАЛ-ПОДШИПНИК" ШПИНДЕЛЬНЫХ УЗЛОВ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ ПРИ ПОМОЩИ ПОЛИМЕРНОЙ НАНОКОМПОЗИЦИИ | 2021 |
|
RU2812883C2 |
| Способ притирки | 1980 |
|
SU931388A1 |
| Устройство для взаимной притирки сопрягаемых поверхностей | 1986 |
|
SU1390000A1 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| Летательный аппарат короткого взлета и посадки с газодинамическим управлением | 2018 |
|
RU2711760C2 |
Изобретение относится к технической диагностике и может быть использовано для контроля за качеством притирки конусных сопрягаемых поверхностей деталей при горячей посадке, в частности при сборке колесно-моторных блоков локомотивов. Сущность: на посадочную поверхность детали наносят равномерный слой красителя, после чего производят посадку детали на вал и ее снятие. На валу выделяют неокрашенные участки, соответствующие местам неприлегания сопрягаемых поверхностей, и определяют их суммарную площадь с помощью средства измерения в виде набора измерительных пластин с различными заданными значениями площадей и имеющих радиус кривизны, путем наложения на каждый неокрашенный участок одной или более измерительных пластин, подходящих по размеру. Значение суммарной площади неокрашенных участков, соответствующее общей площади неприлегания, сравнивают с ее максимально допустимой величиной. Измерительное средство состоит из набора измерительных пластин площадью от 30 до 1000 мм2, выполненных в виде окружностей. Технический результат: повышение точности определения качества притирки сопрягаемых деталей, повышение производительности измерений. 2 з.п. ф-лы, 1 ил.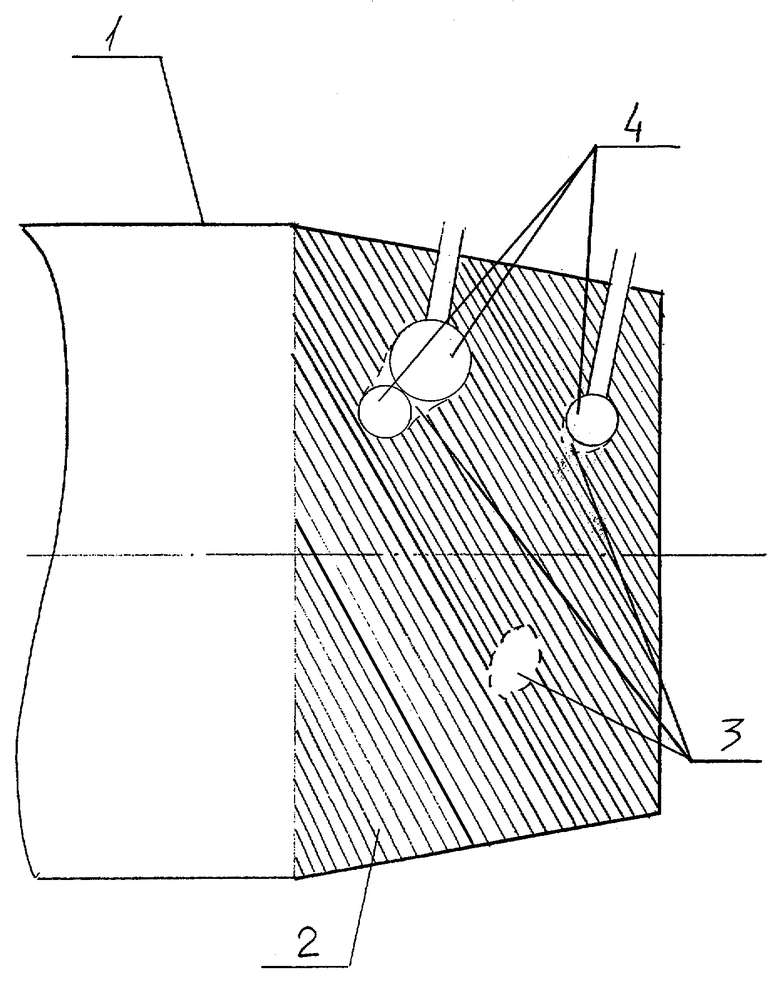
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПОРА ГОЛОВЫ ПРИ ВОСПРОИЗВЕДЕНИИ ВОКАЛЬНЫХ УПРАЖНЕНИЙ | 1921 |
|
SU714A1 |
| Главное управление локомотивного хозяйства, проектно-конструкторское бюро, 1998, с.147, 148 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ФАКТИЧЕСКОГО КОНТАКТА СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU209016A1 |
| Способ определения фактической площади контакта поверхностей | 1955 |
|
SU110314A1 |
| Способ определения шероховатости валов и цилиндров | 1988 |
|
SU1608419A1 |

