Изобретение относится к машиностроению и может быть использовано, например, при испытании под нагрузкой электрических машин, валы которых не имеют шпоночных пазов.
Цель изобретения - повышение удобства эксплуатации за счет облегчения монтажа-демонтажа ступицы при сохранении прочности соединения, соответствующей горячей посадке.
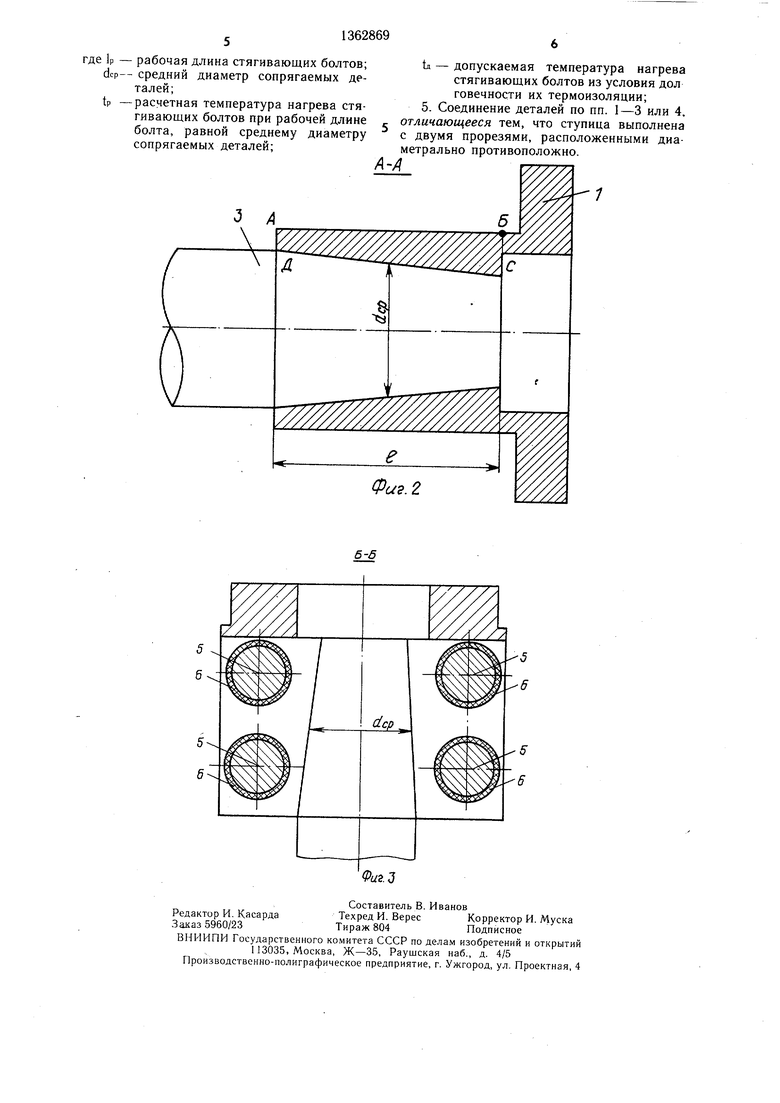
На фиг. 1 изображено бесшпоночное соединение деталей, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Соединение состоит из ступицы 1, в которой выполнены продольные прорези 2 на всю длину посадочной поверхности сопрягаемых деталей - ступицы 1 и вала 3. Каждая прорезь 2 имеет ширину бр, выбранную из условия обеспечения гарантированного зазора при затяжке, так как отсутствие зазора не позволяет передавать нагрузку от стягивающих болтов 4 на охватываемую деталь - вал. Оптимальная ширина прорезей определяется из соотношения
бр б+ 0,01dcp, где бр - ширина прорези;
б -термическое удлинение стягивающих болтов;
dcp -средний диаметр сопрягаемых деталей.
Число прорезей 2 можно сделать от одной до нескольких, однако при одной прорези контактное давление охватывающей детали по окружности охватываемой детали (валу) неравномерное; при числе прорезей больше двух, усложняется конструкция соединения. Наиболее оптимальными являются две продольных прорези, а чтобы конструкция была симметричной и усилия равномерно распределялись на обе половины разрезаемой ступицы, прорези выполнены диаметрально противоположно.
Каждая прорезь 2 скреплена стягивающими болтами 4, с суммарной прочностью на растяжение, определяемой, необходимым удельным давлением в сопрягаемых деталях и равной прочности материала ступицы 1 на растяжение, с сечением, равным площади ABCD продольной прорези 2. Сопротивление взаимному смешению сопряженных ступицы 1 и вала 3 обусловлено упругими силами деформации, определяемыми величиной удельного контактного давления на их сопряженных поверхностях.
Удельное давление на поверхности соединения определяется наибольшим вращающим моментом, передаваемым соединением, выполненным с натягом 2Мкр
Р -удельное давление, кг/мм ; Мкр - крутящий момент, передаваемый бес- щпоночным соединением, кгм;
5
0
5
f - коэффициент трения, принимаемый равным 0,14;
dcp -средний диаметр охватываемой детали (вала), мм;
1 - длина посадочных поверхностей сопрягаемых деталей, мм.
По величине Р определяется суммарная прочность стягивающих болтов 4.
Необходимую прочность болтов можно достигнуть, выполняя последние из высококачественной стали с высокой удельной прочностью.
Необходимые контактное давление и натяг сопрягаемых деталей достигаются за счет сил термической деформации стягивающих болтов 4. Нагрев стягивающих болтов 4 осуществляется электронагревательными элементами (не показаны). Для размещения электронагревательных элементов в болтах 4 выполнены сквозные отверстия 5. На поверхности стягивающих болтов 4 расположены термоизолирующие втулки 6 для предотвращения передачи тепла от болтов 4 к ступице 1.
Величина нагрева стягивающих болтов 4 определяется из условия обеспечения натяга между поверхностями охватыающей и охватываемой деталей и условиями монтажа и демонтажа соединения.
Необходимый натяг определяется по формуле
30
Р / Cl. , С2.Ч
Р(
Jcp
где Р - удельное давление, кг/мм ; С|, Сг-коэффициенты, определяемые зависимостей.
из
С,
40
для сплошного стального вала
di О, тогда Ci 1-jii
где d, di - соответственно наружный и внутренний диаметры остывающей детали; -наружный диаметр охватываемой
детали;
ii, р,2 - коэффициенты Пуанссона. Для стальных деталей
tii Ц2 0,3.
Расчетная температура нагрева охватыва- 5 ющей детали (ступицы 1) определяется по формуле
Омакс -|- OQ
lOOOa-d
-+to.
(1)
наибольший натяг посадки, мин; необходимый зазор при сборке,
мин;
коэффициент линейного расширения (для углеродистой стали а
);
град
Для демонтажа ступицы 1 с вала 3 электронагревательные элементы, размещенto-температура помещения, °С; do-диаметр соединения, мм.
Необходимая температура нагрева опре- ные внутри стягивающих болтов 4, подклю
чаются к источникам электропитания. Стягивающие болты 4 удлиняются за счет термического расширения и снимают давление (2)с сопрягаемых деталей (ступицы 1 и вала 3).
15 В рзультате ступица 1 легко снимается с вала 3.
Выполнение в ступице продольных проделяется из формулы (1)
+бо
бма
ЮООа
1р
+to,
где 1р- рабочая длина стягивающих болтов. Рабочая длина стягивающих болтов может быть равной, большей или меньшей среднего диаметра dcp сопрягаемых деталей.
резей на длину посадочной поверхности сопрягаемых деталей позволяет легко надевать и снимать ее с конца вала, так как,
При равенстве dcp и 1р и при условии ра- 20 когда стягивающие болты нагреты, ступица
венства коэффициентов линейного расширения материала болтов и ступицы 1 согласно (1) и (2) расчетная температура нагрева стягивающих болтов одинаковая. С целью повышения производительности монтажно-демонтажных работ за счет уменьшения времени нагрева и охлаждения болтов 4, а также увеличения долговечности термоизоляции 6 болтов целесообразно уменьшить температуру нагрева бол25
надевается на вал по легкоходовои посадке. Формула изобретения
. Бесшпоночное соединение деталей, содержащее вал с коническим посадочным участком и установленную на нем с натягом ступицу, отличающееся тем, что, с целью повышения удобства эксплуатации за счет облегчения монтажа-демонтажа ступицы при
тов 4 и увеличить их рабочую длину. При ЗО сохранении прочности соединения, соответствующей горячей посадке, ступица выполнена с продольными прорезями на длину посадочной поверхности, снабжена стягивающими болтами, установленными в зоне прорезей, и нагревательными элементами, 35 ширина прорезей определяется из соотношения
бр б-f- 0,01 dcp, где бр - ширина прорези;
б - термическое удлинение болтов; dcp - средний диаметр сопрягаемых деталей.
а суммарная прочность стягивающих болтов на растяжение выбирается из условия создания удельного давления в сопрягаемых деталях, соответствующего горячей
этом расчетная температура нагрева соединительных болтов 4 будет уменьшаться
прямо пропорционально отношению-т- ОпQcp
тимальную величину рабочей длины болта можно определить из соотношения
dcp -tp
IP
40
tp
где IP - рабочая длина стягивающих болтов; dcp - средний диаметр сопрягаемых деталей (при конусной форме вала); - расчетная температура нагрева стягивающих болтов при рабочей длине
болта, равной среднему диаметру . посадке соединения, и равна прочности ма- сопрягаемых деталей.териала ступицы на растяжение с сечеia - допустимая температура нагрева стя- нием, равным площади продольной прорези.
гивающих болтов из условия долговечности их термоизоляции. Бесщпоночиое соединение деталей работает следующим образом.
Перед посадкой ступицы 1 на вал 3 в отверстие 5 стягивающих болтов 4 устанавливают электронагревательные элементы, если они не установлены там постоянно, и подключают их к источнику электропитания.
2.Соединение деталей по п. 1, отличающееся тем, что болты выполнены со сквозными отверстиями, а нагревательные элемен50 ты установлены внутри последних.
3.Соединение деталей по пп. 1 и 2, отличающееся тем, что болты термоизолиро- ваны от материала ступицы.
4.Соединение деталей по пп. 1 и 2 или 3, отличающееся тем, что рабочая длина болтов
После нагрева болтов 4 до расчетной тем- 55 больше среднего диаметра сопрягаемых
пературы последние удлиняются за счет термического расширения их материала, и ступица легко надевается на вал 3. После охлаждения стягиваюш,ие болты 4 за счет термического сжатия создают необходимое удельное давление на поверхности сопрягаемых деталей (ступицы 1 и вала 3). Сопротивление взаимному смещению деталей в посадках с натягом создается упругими силами деформации сопряженных ступицы 1, вала 3 и стягивающих болтов 4.
Для демонтажа ступицы 1 с вала 3 электронагревательные элементы, размещенные внутри стягивающих болтов 4, подклю
резей на длину посадочной поверхности сопрягаемых деталей позволяет легко надевать и снимать ее с конца вала, так как,
надевается на вал по легкоходовои посадке. Формула изобретения
. Бесшпоночное соединение деталей, содержащее вал с коническим посадочным участком и установленную на нем с натягом ступицу, отличающееся тем, что, с целью повышения удобства эксплуатации за счет облегчения монтажа-демонтажа ступицы при
сохранении прочности соединения, соответствующей горячей посадке, ступица выполнена с продольными прорезями на длину посадочной поверхности, снабжена стягивающими болтами, установленными в зоне прорезей, и нагревательными элементами, ширина прорезей определяется из соотношения
40
нием, равным площади продольной прорези.
2.Соединение деталей по п. 1, отличающееся тем, что болты выполнены со сквозными отверстиями, а нагревательные элемен50 ты установлены внутри последних.
3.Соединение деталей по пп. 1 и 2, отличающееся тем, что болты термоизолиро- ваны от материала ступицы.
4.Соединение деталей по пп. 1 и 2 или 3, отличающееся тем, что рабочая длина болтов
55 больше среднего диаметра сопрягаемых
деталеи и определяется из соотношения
, dcp-tp
рабочая длина стягивающих болтов;
средний диаметр сопрягаемых деталей;
расчетная температура нагрева стягивающих болтов при рабочей длине болта, равной среднему диаметру сопрягаемых деталей;
t - допускаемая температура нагрева стягивающих болтов из условия дол говечности их термоизоляции; 5. Соединение деталей по пп. 1-3 или 4. отличающееся тем, что ступица выполнена с двумя прорезями, расположенными диаметрально противоположно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения ступицы гребного винта с валом | 1979 |
|
SU885646A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ НА ШЕЙКУ ОСИ КОЛЬЦА ПОДШИПНИКА ПРИ ТЕПЛОВОЙ СБОРКЕ | 2002 |
|
RU2228830C2 |
| Стабилизатор поперечной устойчивости кузова железнодорожного вагона | 2021 |
|
RU2770029C1 |
| Способ сварки трением трубчатых деталей | 2018 |
|
RU2705833C2 |
| Способ прессовой сборки деталей Демченкова Д.П. | 1979 |
|
SU956220A1 |
| Соединение маховика с валом | 1979 |
|
SU796514A1 |
| СПОСОБ БЕСШПОНОЧНОГО СОЕДИНЕНИЯ ГРЕБНОГО ВИНТАС ВАЛОМ | 1970 |
|
SU266611A1 |
| БЕСШПОНОЧНОЕ СОЕДИНЕНИЕ С ГАРАНТИРОВАННЫМ | 1973 |
|
SU391299A1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1625652A1 |
| Устройство для прессового соединения деталей | 1989 |
|
SU1742021A1 |
Изобретение относится к общему машиностроению и может быть использовано, например, при испытании под нагрузкой электрических машин, валы которых не имеют шпоночных пазов. Целью изобретения является повышение удобства эксплуатации за счет облегчения монтажа-демонтажа ступицы (С) 1 при сохранении прочности соединения, соответствующей горячей посадке. Соединение состоит из С1 с продольными прорезями (ПП) 2 определенной ширины, выполненными на длину посадочной поверхности, вала 3 с коническим участком для установки на последнем С1 и установленных в зоне ПП2 стягивающих болтов (СБ) 4. Последние выполнены со сквозными осевыми отверстиями 5 для размещения в них нагревательных элементов. СБ4 изготовлены с суммарной прочностью на растяжение, равной прочности на растяжение материала С 1 с поперечным сечением, равным площади ПП2. Оптимальная длина СБ4 определяется, исходя из среднего диаметра сопрягаемых деталей по определенной зависимости. СБ4 могут быть термоизолированы от С1. Для обеспечения монтажа-демонтажа С1 необходимо обеспечить расчетный нагрев только СБ4, а на всей С1, что снижает энергозатраты при эксплуатации соединения и обеспечивает простоту и удобство обслуживания. 4 з.п. ф-лы, 3 ил. § СО со О5 ISD оо о: о ue.f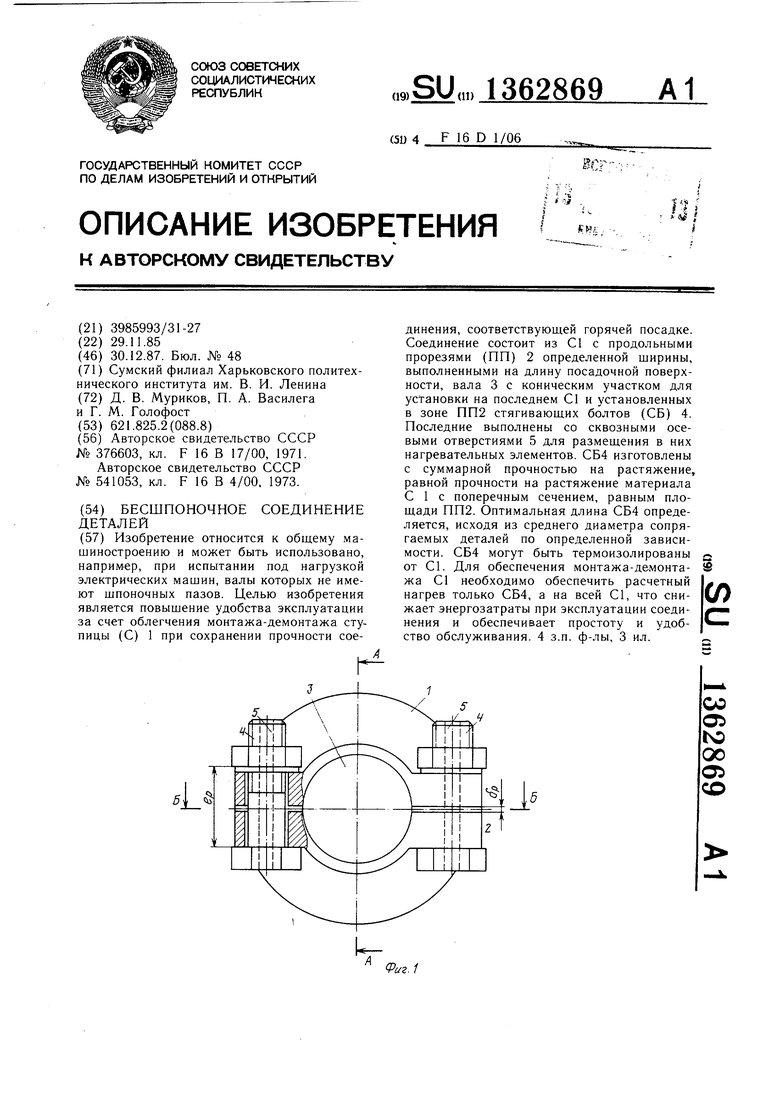
dcD
Фиг J
Составитель В. Иванов
Редактор И. КвсардаТехред И. ВересКорректор И. Муска
Заказ 5960/23Тираж 804Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
П 3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| БЕСШПОНОЧНОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 0 |
|
SU376603A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Узел соединения гребного вала с гребным винтом | 1973 |
|
SU541053A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
