Область применения изобретения
Настоящее изобретение относится к способу изготовления бесшовных труб или трубок (далее труба или трубка, в общем, будет называться трубой) посредством прошивного стана (прошивного-прокатного стана), предназначенного для использования при изготовлении труб по способу Маннесмана, который представляет собой способ изготовления бесшовной трубы, а точнее оно относится к способу изготовления бесшовной трубы, который позволяет сократить неправильные режимы выполнения прокатки, например возникновение неправильного зацепления с валками, и/или предотвращает появление дефектов внутренней поверхности по всей длине, причем даже при выполнении процесса изготовления труб, используемого применительно к заготовке, содержащей 5% или более хрома, а также к заготовке, изготовленной из труднообрабатываемого материала, независимо от того, представляет ли он собой нежелезосодержащий материал или сталь, получаемые способом непрерывного литья.
Предпосылки для создания изобретения
При изготовлении труб по способу Маннесмана, который представляет собой широко используемый, типичный способ изготовления бесшовных труб, сплошную круглую заготовку, нагретую до заданной температуры, подвергают обработке посредством прошивного стана с получением при этом полой трубной заготовки. Затем этот способ, в основном, предполагает удлинение полученной полой заготовки посредством стана для прокатки на оправке, содержащего от 5 до 8 клетей, повторное нагревание и обработку, либо, как вариант, обработку без повторного нагревания, на редукционном стане с натяжением, либо на калибровочном стане для получения заданного наружного диаметра, что сопровождается процессом чистовой обработки, в результате чего получают готовое изделие.
В процессе прошивки-прокатки, выполняемом на прошивном стане, валки цилиндрического или конического типа, составляющие пару, центральные линии которых наклонены по отношению к линии прокатки, располагают противоположно друг другу. Кроме того, оправку, предназначенную для использования в процессе прошивки-прокатки, удерживают у конца стержня оправки и устанавливают по линии прокатки, лежащей между парой наклонных валков.
Обычно для процесса прошивки-прокатки применяют наклонные валки конусного типа, поскольку в этом случае будет получено превосходное качество прошиваемых изделий и будет обеспечена высокая эффективность прошивной операции.
На фиг.1 представлен вид, схематически разъясняющий компоновку наклонных валков конусного типа, предназначенных для использования в процессе прошивки-прокатки. На фиг.2 представлен вид в направлении по стрелкам А-А предыдущего вида, разъясняющий компоновку наклонных валков конусного типа.
Наклонные валки 1 содержат сужающую часть 1а, в середине протяженности которой диаметр валка составляет Dg, входную поверхность 1b, которая представляет собой боковую поверхность усеченного круглого конуса, выполненную так, что диаметр уменьшается от сужающей части 1а к самому удаленному входному концу, и выходную поверхность 1с, которая представляет собой боковую поверхность усеченного круглого конуса, выполненную так, что диаметр увеличивается к самому удаленному выходному концу, что в целом приводит к получению формы типа конуса.
Наклонные валки 1 расположены так, что осевая линия каждого из валков пересекает линию прокатки Х-Х под соответствующим углом γ. Кроме того, как показано на фиг.2, первый наклонный валок 1 расположен так, что осевая линия валка пересекает линию прокатки Х-Х под углом наклона β. Между тем, другой наклонный валок 1, который на фиг.2 не показан, расположен симметрично первому наклонному валку таким образом, что осевая линия другого валка пересекает линию прокатки Х-Х под симметричным углом β по отношению к линии прокатки Х-Х.
Наклонные валки 1, предназначенные для придания вращательного движения заготовке 3, непосредственным образом соединены с каждым приводным механизмом 4, вследствие чего обеспечено независимое вращение каждого валка вокруг его осевой линии.
Оправке 2, в целом, придана форма артиллерийского снаряда, при этом ее задняя часть удерживается у конца стержня М оправки. Кроме того, задний конец стержня М оправки, который на схеме не показан, соединен с нажимным блочным механизмом, который может обеспечивать переднее или заднее движение в продольном направлении для поддерживания нажимной силы в направлении прокатки, которая воздействует на оправку 2, а также для регулирования положения оправки.
В прошивном стане с указанной выше конфигурацией, когда заготовка 3, которой придают подвижность по линии прокатки Х-Х в направлении, показанном полой стрелкой, перемещается вдоль линии Х-Х с вращением в пространстве между двумя наклонными валками, по центральной оси заготовки оправкой будет обеспечено образование канала с последующим утонением стенки посредством наклонных валков 1, связанных с оправкой 2, в результате чего получают полую трубную заготовку.
Между тем, при выполнении указанного выше процесса прошивки-прокатки заготовку подвергают этому процессу посредством пары наклонных валков с вращением и движением вперед за период от подачи к наклонным валкам до перемещения к носовой части оправки. При этом действует так называемый эффект вращательной ковки (эффект Маннесмана), приводящий к ослаблению заготовки в той части, которая проходит по ее центральной оси, вследствие чего будет достигнуто состояние, при котором легко может быть осуществлен процесс прошивки-прокатки. В случае чрезмерного эффекта вращательной ковки в той части, которая проходит по центральной оси, возможно образование пустот, причем в крайнем случае в части, проходящей по центральной оси, получаются изломы, возможно приводящие к радиальному растрескиванию.
В указанном случае, особенно когда материал, полученный посредством непрерывного литья, возможно, с сегрегацией и/или пористостью в его центральной части, например, нержавеющая сталь с 5% или более Cr, вероятно, содержащая δ феррит, либо нежелезосодержащая заготовка, например, из меди или медного сплава, дендритная структура которого, вероятно, остается и ухудшает возможность обработки, подвергают процессу прошивки-прокатки посредством прошивного стана, в той части заготовки, которая проходит по центральной оси, развиваются трещины вследствие эффекта вращательной ковки в течение периода от подачи к валкам до перемещения к носовой части оправки, таким образом оставаясь позади в виде дефектов внутренней поверхности полой трубной заготовки после операции прокатки. Для исключения таких дефектов внутренней поверхности к настоящему времени предложены различные способы.
В общем, в процессе прошивки-прокатки, выполняемом прошивным станом, положение оправки и угол раскрытия между наклонными валками регулируют для получения меньшей степени обжатия заготовки в том месте, где расположена носовая часть оправки (степень обжатия носовой части оправки). Например, в публикации японской заявки на патент №03-13222 показано, что после того, как заготовка вошла в зацепление с наклонными валками, угол раскрытия наклонных валков и ход оправки одновременно изменяются, так что степень обжатия носовой части оправки в состоянии прокатки в середине длины заготовки становится меньше, чем степень обжатия носовой части оправки в состоянии прокатки в верхней части или в нижней части заготовки.
Согласно способу прокатки, раскрытому в указанной выше публикации японской заявки на патент №03-13222, неправильную прокатку, например возникновение неправильного зацепления с валками, можно предотвратить и можно избежать появления дефектов внутренней поверхности, обусловленных чрезмерным эффектом вращательной ковки, исключая их в верхней и нижней частях полой трубной заготовки. Однако, хотя возникновению зацепления с валками в верхней части заготовки уделяют наибольшее внимание, следует полагать, что наличие дефектов внутренней поверхности в верхней части полой трубной заготовки полностью предотвратить невозможно. Требуется разработка нового оборудования, которое может изменить настройку наклонных валков в течение процесса прошивки-прокатки.
Далее, в публикации японской заявки на патент №61-3605 раскрыт способ прошивки, в случае которого, основываясь на весе заготовки и планируемом размере полой трубной заготовки, задаваемые угол раскрытия наклонных валков и ход оправки контролируют так, чтобы получить предполагаемое значение степени обжатия носовой части оправки и таким образом предотвратить наличие дефектов внутренней поверхности. Согласно предложенному способу контроля можно полагать, что даже если угол раскрытия наклонных валков и ход оправки устанавливают согласно заданным значениям в соответствии с изменением сорта стали, которая является обрабатываемым материалом, формой наклонных валков, условием выполнения прошивки-прокатки и тому подобному, возникновение неправильной прокатки, например возникновение неправильного зацепления с валками, полностью не может быть предотвращено, хотя возникновение дефектов внутренней поверхности полой трубной заготовки можно предотвратить.
Кроме того, в публикации японской заявки на патент №2000-140911 раскрыт способ выполнения прошивки-прокатки, при котором угол наклона наклонных валков задают равным 12-14°, и в то же время прошивной стан приводят в действие таким образом, что отношение расстояния от того места, где заготовка первоначально входит в зацепление с валками, до носовой части оправки к диаметру заготовки становится определенным условием, обеспечивая таким образом возможность предотвращения появления дефектов внутренней поверхности.
В случае способа прошивки-прокатки, который раскрыт в указанной выше публикации японской заявки на патент №2000-140911, предполагается, что дефекты внутренней поверхности, главным образом в верхней части полой трубной заготовки, полностью предотвратить невозможно, хотя неправильная прокатка и дефекты внутренней поверхности в большей или меньшей степени могут быть предотвращены посредством этого изобретения подобно процессу прошивки-прокатки, раскрытому в указанной выше публикации японской заявки на патент №03-13222.
Таким образом, в случае выполнения операции прошивки-прокатки указанного выше труднообрабатываемого материала, например материала, получаемого посредством непрерывного литья, и нержавеющей стали с 5% или более Cr, которая, возможно, содержит δ-феррит, имеется опасность того, что в верхней части полой трубной заготовки будет образовано большое количество дефектов внутренней поверхности. Поэтому требуется дальнейшая разработка нового оборудования, которое позволит изменять настройку валков в течение операции прошивки-прокатки.
Краткое изложение сущности изобретения
При выполнении процесса прошивки-прокатки посредством прошивного стана в верхней части заготовки обычно не только возникает неправильная прошивка, например из-за неправильного зацепления с валками, но и появляются дефекты внутренней поверхности, большей частью обусловленные чрезмерным эффектом вращательной ковки. При этом известный уровень техники не может полностью решить указанные проблемы.
То есть, в случае способа управления, раскрытого в указанной выше публикации японской заявки на патент №61-3605, считается, что дефекты внутренней поверхности могут быть предотвращены, однако возникновения неправильного зацепления с валками избежать невозможно. Между тем, в каждом из способов прошивки-прокатки, раскрытых в упомянутых выше публикациях японских заявок на патент й°№03-13222 и 2000-140911, предполагается, что, хотя возникновения неправильного зацепления с валками можно избежать, появление дефектов внутренней поверхности в верхней части полой трубной заготовки предотвратить невозможно.
Настоящее изобретение разработано для решения указанных проблем известного уровня техники и его цель заключается в создании способа изготовления бесшовной трубы, в случае которого не только может быть предотвращена неправильная прокатка, например возникновение неправильного зацепления с валками, но и посредством надлежащего контроля за эффектом вращательной ковки дефекты внутренней поверхности, являющиеся следствием эффекта вращательной ковки, совместно с ухудшением возможности обработки в горячем состоянии из-за падения температуры главным образом в верхней части обрабатываемого материала, могут быть предотвращены, при этом остальная часть вблизи от верхней части может быть обработана таким образом, что в ней не будут возникать дефекты внутренней поверхности, для чего не требуется изменение задаваемых параметров процесса прошивки-прокатки, другими словами, цель заключается в создании способа изготовления бесшовной трубы, при котором по всей длине не будет происходить неправильная прокатка и не будут возникать дефекты внутренней поверхности.
Авторами настоящего изобретения выполнено несколько исследований, касающихся выполнения процесса прошивки-прокатки посредством прошивного стана, для решения указанных выше проблем. В результате было установлено, что отношение входного диаметра валка в том месте наклонного валка, где с ним должна входить в соприкосновение заготовка, к диаметру валка в его сужающей части и отношение вращения заготовки к степени обжатия заготовки по диаметру при возникновении зацепления с валками должны быть в значительной степени оценены с точки зрения появления неправильной прокатки и возникновения дефектов внутренней поверхности, которые обусловлены чрезмерным эффектом вращательной ковки, по всей длине, включая верхнюю часть.
В данном случае вращение заготовки при возникновении зацепления с валками определяют как число оборотов, при котором верхняя часть заготовки подвергается обжимающей прокатке посредством наклонных валков в течение периода от возникновения ее зацепления с валками до перемещения к носовой части оправки.
На фиг.3 представлен вид, схематически разъясняющий процесс прошивки-прокатки заготовки, при котором оправку устанавливают в месте, находящемся между парой наклонных валков, расположенных противоположно друг другу относительно линии прокатки. На этой схеме угол β наклона наклонного валка 1 равен нулю. Сужающая часть 1а наклонного валка 1 конусного типа определена как место, где входная поверхность 1b наклонного валка 1 пересекается с выходной поверхностью 1с, и раскрываемый просвет между парой наклонных валков 1 достигает минимума.
В сужающей части 1а диаметр валка составляет Dg (мм). Конфигурация входной поверхности 1b наклонных валков 1 может иметь форму поперечного сечения с двумя или более ступенями наклона либо имеет криволинейный контур.
Далее, в геометрически двухразмерной плоскости, где угол наклона β равен нулю, как показано на фиг.3, диаметр валка в месте А, где заготовка 3 впервые входит в соприкосновение с входной поверхностью 1b наклонных валков, обозначен как диаметр D1 (мм) входного валка. Кроме того, расстояние прохождения (ход прокатки) от места А к носовой части оправки 2 параллельно линии Х-Х прокатки обозначено Ld (мм). Раскрываемый просвет наклонных валков у носовой части оправки обозначен Rpg (мм), а угол, который образует контур входной поверхности 1b наклонного валка по отношению к линии прокатки Х-Х, обозначен θ1 (далее называемый как угол входной поверхности).
Далее, если диаметр заготовки 3 в качестве материала, подвергаемого обработке, обозначен как диаметр Bd (мм), а угол наклонного валка обозначен как угол β(°), то вращение N заготовки и степень Df обжатия заготовки по диаметру при возникновении зацепления с валками могут быть выражены посредством следующих формул.
N=Ld/(2π·Bd·tanβ)
Df={(Bd-Rpg)/Bd}×100
Далее, в настоящем изобретении исследовано возникновение неправильной прокатки, например возникновение неправильного зацепления с валками и появление дефектов внутренней поверхности при использовании процесса прошивки-прокатки с параметрами, приведенными в таблице 1, применительно к заготовкам диаметром 70 мм и 60 мм, которые получены механической обработкой из центральной части сляба, выполненного посредством непрерывного литья, диаметром 190 мм и изготовленного из стали с 0,2% С.
Кроме того, была выполнена экспериментальная операция прошивки-прокатки для варианта степени Df обжатия заготовки по диаметру и вращения N заготовки, которые могут быть получены посредством приведенных выше формул, а также для варианта конфигурации валков. Взаимосвязь полученного таким образом отношения диаметров валка Dg/D1 с N/Df - отношением вращения N заготовки к степени Df обжатия заготовки по диаметру, показана в таблице 2.
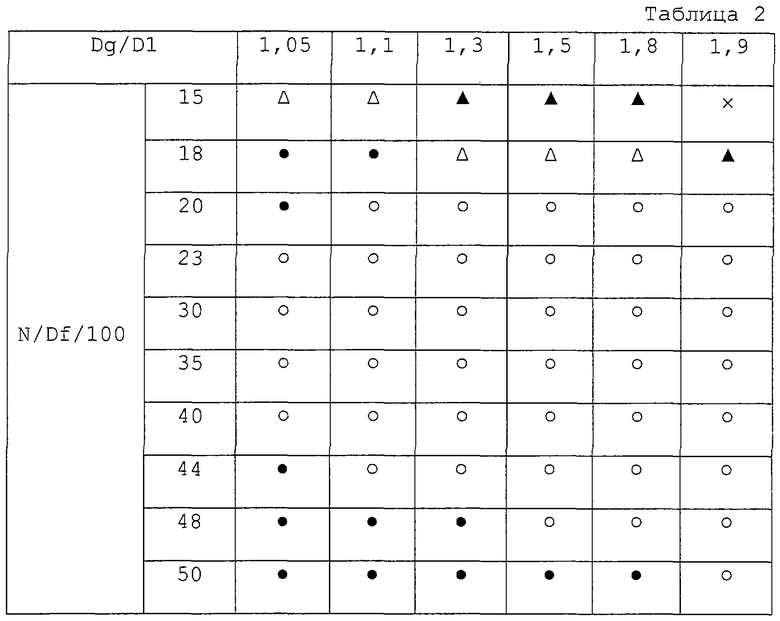
Оценка, представленная в таблице 2, основана на визуальном осмотре после травления в кислотной ванне. Согласно этой оценке символ "о" указывает на то, что по всей длине полой трубной заготовки не возникали дефекты внутренней поверхности, так что операция прошивки-прокатки была выполнена успешно без какой-либо неправильной прокатки. С другой стороны, символ "•" указывает на то, что в полой трубной заготовке возникли дефекты внутренней поверхности.
Далее, что касается неправильной работы при прокатке, то символ "×" означает тот случай, когда частота возникновения неправильного выполнения прокатки превышала три на 20 попыток прошивки-прокатки, символ "▴" означает тот случай, когда частота возникновения неправильного выполнения прокатки составляла от двух до трех на 20 попыток прошивки-прокатки, а символ "▵" означает тот случай, когда частота возникновения неправильного выполнения прокатки составляела единицу на 20 попыток прошивки-прокатки.
Результаты, представленные в приведенной выше таблице 2, показывают, что в той зоне, где отношение Dg/D1 мало, вероятно, образуются дефекты внутренней поверхности независимо от того, является ли отношение N/Df - отношение вращения N заготовки к степени Df обжатия заготовки по диаметру, малым или большим. В той зоне, где отношение диаметров Dg/D1 велико, хотя появление дефектов внутренней поверхности, в общем, можно подавлять, частота возникновения неправильной прокатки увеличивается, когда отношение N/Df - отношение вращения N заготовки к степени Df обжатия заготовки по диаметру, мало.
Кроме того, хотя в таблице 2 это не показано, оказывается, что в той зоне, где отношение D1/Bd - отношение входного диаметра валка в месте первоначального контакта к диаметру Bd заготовки, мало, например составляет менее 2,5, зацепление заготовки с валками, вероятно, становится неустойчивым, что, возможно, приводит к частому возникновению неправильной прокатки.
Настоящее изобретение выполнено на основе указанных выше сведений, и его суть относится к приведенному далее способу изготовления бесшовной трубы. А именно, в изобретении создан способ изготовления бесшовной трубы, при котором устанавливают оправку вдоль линии прокатки, лежащей между парой наклонных валков конусного типа, которые размещают противоположно друг другу относительно линии прокатки, при этом бесшовную трубу изготавливают посредством выполнения процесса прошивки-прокатки, при котором заготовку в качестве обрабатываемого материала подвергают вращению и перемещению, причем способ содержит стадию, при которой процесс прошивки-прокатки выполняют таким образом, что отношение Dg/D1 - отношение диаметра Dg (мм) валка в сужающей части к входному диаметру Dl (мм) валка, и отношение N/Df - отношение вращения N заготовки, которое задают в течение периода перемещения от возникновения зацепления заготовки с валками до носовой части оправки, к степени Df(%) обжатия заготовки по диаметру, удовлетворяют любой из следующих формул (1)-(3):
в случае, если Dg/D1<1,1,

в случае, если 1,1≤Dg/D1<1,5,

в случае, если 1,5≤Dg/D1≤1,8,

при условии совместимости приведенных ниже зависимостей, задаваясь Ld - ходом (мм) по линии прокатки от места, где заготовка первоначально входит в зацепление с валками, до носовой части оправки, β - углом (°) наклона наклонных валков, и Rpg - просветом (мм) раскрытия наклонных валков у места нахождения носовой части оправки.
N=Ld/(2π·Bd·tanβ), и
Df={(Bd-Rpg)/Bd}×100.
Краткое описание чертежей
На фиг.1 представлен вид, схематически разъясняющий компоновку наклонных валков конусного типа, предназначенных для использования при выполнении процесса прошивки-прокатки.
На фиг.2 представлен схематический вид в направлении стрелок А-А на предыдущем виде, разъясняющий компоновку наклонных валков конусного типа.
На фиг.3 представлен вид, схематически разъясняющий процесс прошивки-прокатки заготовки, при котором между парой наклонных валков, расположенных противоположно друг другу относительно линии прокатки, устанавливают оправку.
Способ изготовления согласно настоящему изобретению отличается тем, что для предотвращения возникновения дефектов внутренней поверхности по всей длине, включая верхнюю часть полой трубной заготовки, которую подвергают прокатке, он должен удовлетворять каждой из приведенных далее формул (1)-(3). В общем, когда отношение Dg/D1 диаметров валка увеличивается, способ становится эффективным в отношении предотвращения возникновения дефектов внутренней поверхности, хотя и имеется верхний предел вследствие ограничения, обусловленного оборудованием.
Например, когда диаметр Dg (мм) валка в его сужающей части велик, увеличивается размер оборудования, что приводит к повышению затрат на оборудование. Между тем, когда входной диаметр D1 (мм) наклонных валков мал, возникает проблема, относящаяся к оборудованию, например, снижение прочности опорных частей, и одновременно, когда отношение диаметров Dg/D1 становится больше, отношение D1/Bd - отношение входного диаметра D1 валка к диаметру Bd заготовки, становится меньше, что, вероятно, вызывает частое неправильное выполнение прокатки, поэтому его доводят до величины, позволяющей обеспечить верхний предел отношения Dg/D1 диаметров валка, при этом его верхний предел устанавливают равным 1,8.
в случае, если Dg/D1<1,1,
в случае, если 1,1≤Dg/D1<1,5,
в случае, если 1,5≤Dg/D1≤1,8,

Процесс прошивки-прокатки, используя промышленный стан, выполняют таким образом, что в качестве нормы степень Df обжатия заготовки по диаметру задают от 4 до 8%. Поэтому, когда отношение N/Df - отношение вращения N заготовки к степени Df обжатия заготовки по диаметру, при возникновении зацепления с валками задают так, чтобы удовлетворять каждой из формул (1)-(3), предпочтительно, чтобы, кроме того, также было выполнено условие обеспечения степени обжатия заготовки по диаметру порядка 4-8%.
Далее, при способе изготовления согласно настоящему изобретению для предотвращения возникновения неправильной прокатки, например возникновения неправильного зацепления с валками, отношение D1/Bd - отношение входного диаметра D1 валка к диаметру Bd заготовки, предпочтительно регулируют таким образом, чтобы оно составляло 2,5 или более. Кроме того, верхний предел отношения D1/Bd предпочтительно задают так, чтобы оно было меньше или равно 6,5, ограничиваясь этой величиной с точки зрения использования оборудования.
В процессе прошивки-прокатки с использованием промышленного стана, если угол θ1 входной поверхности чрезмерно велик или чрезмерно мал, то надежность возникающего зацепления заготовки с валками снижается и материал, подвергаемый обработке, входит в состояние сильного колебания и вихревого движения, что приводит к неустойчивой прошивке и, следовательно, к появлению нежелательного результата, например к возникновению эксцентриситета толщины стенки.
Поэтому предпочтительно, чтобы задаваемый угол θ1 входной поверхности составлял 2,5-3,6°.
Описанный выше способ изготовления согласно настоящему изобретению гарантирует не только высокое качество изготовленных посредством него трубных заготовок, но и высокую эффективность прошивки-прокатки, при этом должны быть использованы наклонные валки конусного типа. Причина, по которой не применяют наклонные валки цилиндрического типа, заключается в том, что они приводят к ухудшению качества, а также к низкой эффективности, и, кроме того, они ограничивают отношение Dg/D1, так что оно будет меньше или равно 1,03, вследствие чего становится технически затруднительным использование наклонных валков цилиндрического типа при способе изготовления согласно настоящему изобретению.
Способ изготовления согласно настоящему изобретению может превосходно влиять на выполнение процесса прошивки-прокатки посредством применения прошивного-прокатного стана с использованием наклона, особенно в случае материала, полученного непрерывным литьем, возможно с сегрегацией и/или пористостью по центру, такого как нержавеющая сталь, содержащая Cr порядка 5% или более, которая возможно содержит δ феррит, или не железосодержащая заготовка, например, из меди или медного сплава, возможно имеющего сохраняющуюся дендритную структуру, которая неблагоприятно влияет на обрабатываемость.
Чтобы продемонстрировать эффективность настоящего изобретения, процесс прошивки-прокатки с использованием способа согласно настоящему изобретению, параметры которого приведены в примерах 1 и 2, был применен для изготовления полой трубной заготовки, а полученные при этом результаты представлены ниже.
Пример 1
Прошивной стан с компоновкой, показанной на упомянутых выше фиг.1 и 2, был использован для выполнения процесса прошивки-прокатки с параметрами, приведенными в таблице 3, применительно к заготовкам диаметром 70-100 мм, которые были изготовлены из мартенситной нержавеющей стали, содержащей 13% Сг.
Результаты изготовления трубной заготовки посредством выполнения процесса прошивки-прокатки приведены в представленной ниже таблице 4. Символ "о" в столбце наличия дефектов внутренней поверхности таблицы 4 указывает, что количество дефектов внутренней поверхности на единицу длины или на один метр полой трубной заготовки составляло менее двух или было равно этой величине, а символ "•" указывает на то, что полая трубная заготовка была образована с дефектами внутренней поверхности, количество которых на единицу длины или на один метр было равно трем или составляло более этой величины. Степень (%) возникновения неправильной прокатки была определена в процентах посредством отношения количества случаев неправильной прокатки к 20 заготовкам, подвергавшимся процессу прошивки-прокатки при общих задаваемых параметрах в каждом случае прокатки.
Из результатов, представленных в таблице 4, очевидно, что обладающий признаками изобретения пример удовлетворяет каждой из приведенных выше формул (1)-(3) для данного отношения Dg/D1 диаметров валка, вследствие чего не возникала неправильная прокатка и было предотвращено возникновение дефектов внутренней поверхности по всей длине полой трубной заготовки.
С другой стороны, когда сравнительный пример не удовлетворял какой-либо одной из приведенных выше формул (1)-(3), оказалось, что в опытах №7 и №8 возникли дефекты внутренней поверхности, а в опыте №9 часто происходила неправильная прокатка.

Пример 2
Подобным же образом прошивной стан с компоновкой, представленной на упомянутых выше фиг.1 и 2, был использован для выполнения процесса прошивки-прокатки с параметрами, приведенными в таблице 5, применительно к 100 заготовкам диаметром 225 мм, выполненным из мартенситной нержавеющей стали, содержащей 13% Cr. Параметры прокатки в каждом случае были заданы таким образом, чтобы они были согласованы с условиями, определяемыми настоящим изобретением, при этом внимание было обращено не только на появление зацепления с валками для каждого хода, но и на внутреннюю поверхность полой трубной заготовки в верхней части.
При выполнении операции прошивки-прокатки с параметрами прокатки, представленными в таблице 5, не происходило возникновение неправильного зацепления с валками и появление дефектов внутренней поверхности, которые могут создавать проблемы в получаемых готовых трубных изделиях, следовательно, может быть выполнена стабильная операция прошивки-прокатки.
Промышленная применимость
Способ изготовления бесшовной трубы посредством изобретения может обеспечить надлежащий контроль эффекта вращательной ковки без возникновения при этом неправильной прокатки, например возникновения неправильного зацепления с валками, предотвращает появление дефектов внутренней поверхности в верхней части обрабатываемого материала, которые могут быть следствием ухудшенной способности подвергаться обработке в горячем состоянии, и, кроме того, предотвращает появление дефектов на остающейся длине вблизи от верхней части без изменения параметров прошивки-прокатки.
Следовательно, даже когда материал, полученный посредством непрерывного литья, возможно, с сегрегацией и/или пористостью по его центру, такой как нержавеющая сталь с 5% Cr или более, возможно имеющая δ феррит, или нежелезосодержащая заготовка, например, из меди или медного сплава, в которой, вероятно, остается дендритная структура, ухудшая возможность обработки, подвергают способу обработки, составляющему изобретение, бесшовная труба может быть изготовлена без возникновения неправильной прокатки и не будет содержать дефекты внутренней поверхности по всей ее длине. Таким образом, изобретение может быть широко использовано в качестве превосходного способа изготовления бесшовной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2309810C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2015 |
|
RU2656901C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |


Способ предназначен для изготовления труб с контролированием эффекта вращательной ковки. Прокатку-прошивку парой наклонных валков конусного типа с установкой оправки вдоль линии прокатки осуществляют при условии соответствия одной из предложенных математических формул таких параметров, как соотношение диаметра валка в сужающей части к входному диаметру, число оборотов вращения заготовки в течение периода от возникновения зацепления заготовки с валками до ее перемещения к носовой части оправки, величина обжатия. Выбор конкретной математической зависимости определяется в соответствии с заданным диапазоном отношения упомянутых диаметров валков. Соблюдение предложенных условий прокатки исключает возникновение неправильного зацепления заготовки с валками, появление дефектов внутренней поверхности обрабатываемого материала, возникающих вследствие ухудшения обрабатываемости заготовки в нагретом состоянии. 3 ил., 5 табл.
Способ изготовления бесшовной трубы или трубки, при котором устанавливают оправку вдоль линии прокатки, лежащей между парой наклонных валков конусного типа, которые устанавливают в надлежащем месте напротив друг друга относительно линии прокатки, при этом бесшовную трубу или трубку изготавливают посредством процесса прошивки-прокатки, при котором заготовку в качестве обрабатываемого материала подвергают вращению и перемещению, отличающийся тем, что процесс прошивки-прокатки выполняют таким образом, что отношение Dg/Dl диаметра Dg в мм валка в сужающей части наклонного валка к входному диаметру Dl в мм валка, и отношение N/Df вращения N - числа оборотов заготовки, которое задают в течение периода от возникновения зацепления заготовки с валками до перемещения к носовой части оправки, к степени Df в % обжатия заготовки по диаметру, удовлетворяют одной из следующих формул (1)-(3):
в случае, если Dg/Dl<1,1,

в случае, если 1,1≤Dg/Dl<1,5,

в случае, если 1,5≤Dg/Dl≤1,8,

при условии соблюдения приведенных далее зависимостей, с учетом величины Ld - хода в мм вдоль линии прокатки от места, где заготовка первоначально входит в зацепление с валками, до носовой части оправки, величины угла β (°) наклона наклонных валков, Bd - диаметра в мм заготовки и величины Rpg - просвета в мм раскрытия наклонных валков в месте носовой части оправки:
N=Ld/(2π·Bd·tanβ) и
Df={(Bd-Rpg)/Bd}×100.
| JP 62282713 A, 22.01.1997 | |||
| JP 6218406 A, 09.08.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |

