Область техники
Настоящее изобретение в целом относится к способам удаления железной окалины с металлического листа, полученного в результате технологического процесса, и сдерживания дальнейшего окисления этом листе. Более конкретно, настоящее изобретение относится к таким способам удаления железной окалины с поверхностей металлического листа, полученного в результате технологического процесса, с использованием машины для механической зачистки поверхностей, при которых сдерживается дальнейшее окисление зачищаемых поверхностей и уменьшается шероховатость поверхности.
Уровень техники
Металлический лист, полученный в результате технологического процесса, имеет широкое разнообразие применений. Например, самолеты, автомобили, картотечные шкафы и бытовая техника - вот лишь малый перечень изделий, которые содержат каркас или корпус из металлического листа. Как правило, лист приобретается непосредственно у сталепрокатных и/или специализированных обслуживающих компаний, но может проходить и через промежуточные обрабатывающие предприятия (иногда называемые посредниками) прежде, чем его получит компания, непосредственно производящая оборудование. Как правило, металлический лист формируют горячей прокаткой и, если получаемый лист достаточно тонок, его сматывают в рулон для удобства транспортировки и хранения. В процессе горячей прокатки углеродная сталь достигает, как правило, температур доводки, изрядно превышающих 1500°F (815°С). Сразу по завершении процесса горячей прокатки температуру горячекатаной стали понижают до температуры окружающей среды, как правило, путем закаливания в воде, масле или полимере, как это общеизвестно в данной области техники. В процессе охлаждения в результате реакций с кислородом и влагой, содержащимися в воздухе, на поверхности горячекатаной углеродной стали образуется слой оксидов железа или окалина. На количество и структуру окалины, образующейся на поверхности в процессе охлаждения, влияет скорость охлаждения продукта и общий перепад температуры.
Слой оксидов железа имеет комплексную структуру, в которой FeO («вюстит») механически связан с основным металлическим субстратом, за которым следует слой Fe304 («магнетит»), который химически связан с вюститом, затем слой Fe203 («гематит»), который химически связан с магнетитом и который соприкасается с воздухом. Окисление протекает быстрее при более высоких температурах, например таких, которые достигаются при типичном процессе горячей прокатки, и это приводит к образованию вюстита.
Относительная толщина каждого из отдельных слоев: вюстита, магнетита и гематита зависит от количества свободного кислорода и железа при охлаждении горячекатаного субстрата. При охлаждении от температуры конца прокатки, превышающей 1058°F (570°С), оксидный слой будет, как правило, содержать не менее 50% вюстита, а также магнетит и гематит в слоях, образованных в вышеуказанном порядке из основного металла. Несмотря на то, что на относительную толщину слоев вюстита, магнетита и гематита, а также суммарную толщину оксидного слоя оказывает влияние ряд факторов, таких как скорость охлаждения при закалке, химический состав стали, количество доступного свободного кислорода и т.д., исследование показало, что суммарная толщина оксидного слоя (включая все три вышеперечисленных слоя) в горячекатаной углеродной стали будет, как правило, составлять примерно 0,5% от полной толщины стального листа. Таким образом, например, в горячекатаной углеродной стали толщиной 3/8 дюйма (9,5 мм), суммарная толщина оксидного слоя будет составлять, примерно, 0,002 дюйма (0,05 мм).
Существуют различные способы выравнивания металлического листа и зачистки его поверхностей. Весьма важным фактором является плоскостность металлического листа, поскольку фактически все штамповочные операции требуют листа с плоской поверхностью. Хорошее качество поверхности также важно, особенно если верхняя и/или нижняя поверхности металлического листа подлежат окраске или нанесению иного покрытия. Если металлический лист, полученный в результате технологического процесса, подлежит окраске или гальванизации, современная промышленная технология предполагает полное удаление всех оксидов с поверхности, подлежащей окраске или гальванизации. Удаление всех оксидов с окрашиваемых поверхностей перед покраской гарантирует оптимальные адгезию, гибкость и коррозионную стойкость наносимого слоя лакокрасочного покрытия. При гальванизации удаление всех следов оксидов перед нанесением покрытия обеспечивает требуемую химическую связь цинка с основным металлом.
Наиболее распространенным способом удаления всех оксидов с поверхности горячекатаного металлического листа перед покрытием является процесс, называемый «травление со смазкой». В этом процессе сталь, уже охлажденная до температуры окружающей среды, разматывают из рулона и протягивают через ванну с соляной кислотой (типичный состав раствора: 30% соляной кислоты и 70% воды) для удаления окалины химическим способом.
Затем, после удаления окалины, эту сталь промывают, сушат и немедленно смазывают, чтобы защитить от коррозии. Смазочное масло создает барьер для воздуха, чтобы экранировать оголенный металл от воздействия воздуха и влаги. Критически важно, чтобы этот металл был смазан сразу по завершении процесса травления, поскольку оголенный металл начинает очень быстро окисляться под воздействием воздуха и влаги. Травление со смазкой эффективно и по существу полностью удаляет оксидный слой, включая крепко связанный слой вюстита, так что полученная поверхность пригодна для нанесения большинства покрытий. Однако процесс травления со смазкой имеет ряд недостатков. Например, масло, наносимое на металл после травления, должно быть удалено перед нанесением покрытия, и это отнимает много времени. Кроме того, соляная кислота - опасное для окружающей среды химическое соединение, которое требует соблюдения специальных ограничений на хранение и утилизацию. Помимо этого, масляное покрытие влияет на некоторые технологические процессы, такие как сварка, вызывает слипание листов, сложенных в стопку, и попадает на детали машин во время технологических процессов. Кроме того, хотя процесс травления эффективно и по существу полностью удаляет оксидный слой, так что полученная поверхность пригодна для нанесения большинства покрытий, травильное соединение (соляная кислота) имеет тенденцию оставлять чистую, но несколько шероховатую поверхность.
Таким образом, существует потребность в улучшенном способе зачистки поверхности металлического листа, полученного в результате технологического процесса, который удаляет с нее окалину в достаточной степени для обеспечения оптимальных условий для удержания покрытий, обеспечивает гладкую поверхность, пригодную для нанесения фактически любых покрытий, включает способ сдерживания дальнейшего окисления до нанесения покрытия и который является менее дорогим и более надежным, чем стандартное травление со смазкой.
Сущность изобретения
Таким образом, цель настоящего изобретения - создание такого усовершенствованного способа удаления железной окалины с металлического листа, полученного в результате технологического процесса, при котором обеспечены оптимальные свойства поверхности для удержания краски, гальванического или другого покрытия. Сопутствующей целью изобретения является создание усовершенствованного способа удаления железной окалины с металлического листа, полученного в результате технологического процесса, который обеспечивает гладкую поверхность, пригодную для нанесения фактически любых покрытий. Еще одной целью изобретения является создание усовершенствованного способа удаления железной окалины с металлического листа, полученного в результате технологического процесса, при котором сдерживается дальнейшее окисление без применения масляного покрытия. Еще одной общей целью изобретения является создание усовершенствованного способа удаления железной окалины с металлического листа, полученного в результате технологического процесса, который является менее дорогим и более надежным, чем стандартное травление со смазкой.
Настоящее изобретение предлагает способы удаления железной окалины с металлического листа, полученного в результате технологического процесса, на котором железная окалина в общем случае содержит три слоя: слой вюстита, слой магнетита и слой гематита. Слой вюстита связан с основным металлическим субстратом металлического листа. Слой магнетита связан со слоем вюстита, а слой гематита связан со слоем магнетита. В общем случае эти способы включают следующие этапы: предоставление машины для зачистки поверхности и зачистку поверхности металлического листа, полученного в результате технологического процесса, этой машиной. Машина для зачистки поверхности имеет по меньшей мере один зачищающий поверхность рабочий орган. Этап, связанный с зачисткой поверхности металлического листа, полученного в результате технологического процесса, включает ввод указанного по меньшей мере одного рабочего органа во взаимодействие с поверхностью металлического листа. Рабочий орган вводят во взаимодействие с поверхностью таким способом, чтобы по существу полностью удалить с нее слой гематита и слой магнетита. Кроме того, рабочий орган вводят во взаимодействие с поверхностью таким способом, чтобы удалить с нее некоторую часть слоя вюстита, но не весь этот слой, так чтобы часть слоя вюстита оставалась связанной с основным металлическим субстратом металлического листа, полученного в результате технологического процесса.
Еще в одном аспекте этого изобретения способы удаления железной окалины с металлического листа, полученного в результате технологического процесса, включают следующие этапы: предоставление машины для зачистки поверхности, имеющей по меньшей мере один вращающийся рабочий орган и зачистку поверхности металлического листа, полученного в результате технологического процесса, этой машиной. Этап, связанный с зачисткой поверхности металлического листа, полученного в результате технологического процесса, включает ввод, по меньшей мере, одного вращающегося рабочего органа для зачистки во взаимодействие с поверхностью металлического листа. Вращающийся рабочий орган для зачистки вводят во взаимодействие с поверхностью таким способом, чтобы удалить железную окалину с поверхности, но не полностью, для того чтобы часть оксидного слоя оставалась связанной с основным металлическим субстратом металлического листа, полученного в результате технологического процесса. Кроме того, вращающийся рабочий орган для зачистки вводят во взаимодействие с поверхностью таким способом, чтобы уменьшить среднее арифметическое расстояний между выступами и углублениями на поверхности, измеренных от средней линии профиля, до значения менее 50 микродюймов (1,27 мкм).
Таким образом, принципиальные преимущества и возможности настоящего изобретения описаны выше, а более полное и исчерпывающее понимание данного изобретения может быть получено из приведенных ниже чертежей и подробного описания предпочтительных вариантов выполнения изобретения.
Краткое описание чертежей
Сопроводительные чертежи, которые включены в настоящее описание и образуют его часть, иллюстрируют примеры вариантов выполнения настоящего изобретения и, в сочетании с описанием, служат для пояснения принципов данного изобретения.
На фиг.1 показано схематическое изображение прямолинейной системы обработки металла, включающей растяжную правильную машину и машину для зачистки поверхности, используемую для практической реализации способов, предлагаемых настоящим изобретением;
на фиг.2 показано схематическое изображение прямолинейной системы обработки металла, включающей натяжную машину и машину для зачистки поверхности, используемую для практической реализации способов, предлагаемых настоящим изобретением;
на фиг.3 показано схематическое изображение другого варианта исполнения прямолинейной системы обработки металла, включающей натяжную машину и машину для зачистки поверхности, используемые для практической реализации способов, предлагаемых настоящим изобретением;
на фиг.4 показан вид сбоку части машины для зачистки поверхности, используемую для практической реализации способов, предлагаемых настоящим изобретением;
на фиг.5 показан вид сверху части машины для зачистки поверхности, показанной на фиг.4;
на фиг.6 показан частичный вид в поперечном сечении металлического листа со слоями железной окалины, перед зачисткой поверхности способами, предлагаемыми настоящим изобретением; и
на фиг.7 показан частичный вид в поперечном сечении металлического листа после зачистки поверхности способами, предлагаемыми настоящим изобретением.
Номера позиций, указанные на этих чертежах, соответствуют номерам позиций, используемым в нижеследующем подробном описании предпочтительных вариантов исполнения изобретения.
Подробное описание предпочтительных вариантов выполнения изобретения
При реализации способов, предлагаемых настоящим изобретением, машина для зачистки поверхности, которая подробно описана ниже, может быть использована в комбинации с целым рядом различных машин для выравнивания и правки металлического листа, без выхода за пределы объема настоящего изобретения.
Под номером 10 на фиг.1 показана в общем виде машина для зачистки поверхности, используемая для практической реализации способов, предлагаемых настоящим изобретением. На фиг.1 показано схематическое изображение прямолинейной системы обработки металла, включающей машину 10 для зачистки поверхности, растяжную правильную машину 12 и другие компоненты, используемые вместе с ними. На фиг.1 изображены слева направо рулон 14 металлического листа, установленный на верхнем подающем разматывателе 16, правильный станок 20, приемный резервуар 22, растяжная правильная машина 12 и машина для зачистки поверхности 10. Правильный станок 20 расположен сразу за разматывателем 16 и включает ряд верхних валиков 24 и ряд нижних валиков 26 большего диаметра, которые так расположены один относительно другого, чтобы придать листу 30 сильный обратный изгиб, достаточный для устранения деформации, обусловленной рулоном, как это общеизвестно в данной области техники. Сразу за правильным станком 20 расположен приемный резервуар 22, за которым расположена растяжная правильная машина 12. Металлическая полоса 30 протягивается пошагово через растяжную правильную машину 12 для качественного выполнения операции правки растяжением, как это известно в данной области техники, при этом приемный резервуар 22 расположен у выхода правильного станка 20 для приема провеса непрерывно протягивающейся полосы 30, выходящей из правильного станка по мере пошаговой протяжки полосы 30 через растяжную правильную машину 12. Как описано более подробно в патенте №6205830 (США), принадлежащем заявителю настоящей заявки, растяжная правильная машина 12 включает зажимное приспособление, которое зажимает участок полосы 30 и растягивает его до его предела текучести, чтобы устранить внутренние остаточные напряжения, выравнивая, таким образом, этот участок. Как объяснено в патенте №6205830 (США) правка в растяжной правильной машине является предпочтительным способом выравнивания металлического листа, поскольку устраняет фактически все внутренние остаточные напряжения и обеспечивает превосходную плоскостность. Как показано на фиг.1, машина 10 для зачистки поверхности расположена сразу за растяжной правильной машиной 12. Как показано на фиг.4 и 5 и в подробностях объяснено ниже, машина 10 для зачистки поверхности включает по меньшей мере одну мягкоабразивную вращающуюся чистящую щетку, которая приводится во взаимодействие с поверхностью полосы 30 металлического листа для удаления окалины и загрязнений с этой поверхности. Таким образом, на фиг.1 изображен один предпочтительный вариант практической реализации способов настоящего изобретения, в котором машина 10 для зачистки поверхности используется в комбинации с растяжной правильной машиной 12. Следует, однако, еще раз отметить, что при практической реализации способов, предлагаемых настоящим изобретением, машина 10 может быть использована в комбинации с рядом других машин для выравнивания и правки металлического листа, без выхода за пределы объема настоящего изобретения.
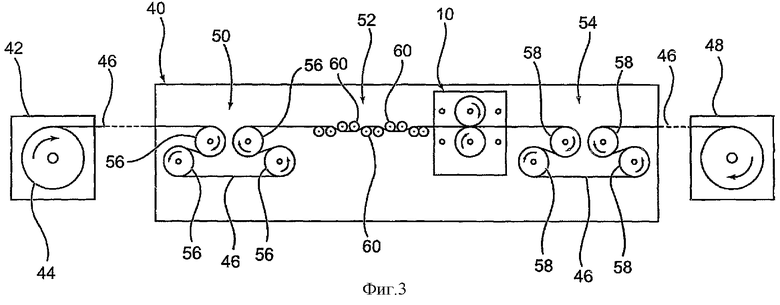
На фиг.2 показано схематическое изображение прямолинейной системы обработки металла, в которой машина 10 используется в комбинации с натяжной правильной машиной 40. На фиг.2 изображены слева направо верхний подающий разматыватель 42, рулон 44 металлического листа 46, установленный на разматывателе 42, натяжная правильная машина 40, машина 10 для зачистки поверхности и моталка 48. В общем случае натяжная правильная машина 40 содержит затягивающее натяжное устройство 50, правильную машину 52 и подтягивающее натяжное устройство 54, как это известно в данной области техники. Затягивающее натяжное устройство 50 включает затягивающие валики 56, в которые поступает металлический лист 46 из верхнего разматывателя 42. Подтягивающее натяжное устройство 54 включает подтягивающие валики 58. Валики затягивающего и подтягивающего натяжных устройств 50 и 54 приводятся в действие, как это общеизвестно в данной области техники, и вращаются для протягивания металлического листа через натяжную правильную машину 40. Правильная машина 52 расположена между затягивающим и подтягивающим натяжными устройствами 50 и 54 и включает правильные валики 60 меньшего радиуса, которые смещены один от другого для создания изгибающих напряжений в металлическом листе 46 при протягивании этого листа через них. Валики 58 устройства 54 вращаются немного быстрее, чем валики 56 устройства 50. Таким образом, часть металлического листа 46 между устройствами 50 и 54 находится под действием постоянной растягивающей силы. Как известно в данной области техники, этой растягивающей силы вполне достаточно для вытягивания всех волокон в металлическом листе 46 для преодоления предела текучести материала при деформации этого листа правильными валиками 60 малого радиуса, расположенными между устройствами 50 и 54, при протягивании металлического листа 46 через эти валики. Как показано на фиг.2, машина 10 для зачистки поверхности (описанная в подробностях ниже) расположена сразу за натяжной правильной машиной 40. Таким образом, на фиг.2 изображен другой предпочтительный вариант практической реализации способов, предлагаемых настоящим изобретением, в котором машина 10 используется в комбинации с натяжной правильной машиной 40. Правка натяжением является предпочтительным способом правки металлического листа еще и благодаря способности обеспечивать очень высокую степень плоскостности металлического листа при непрерывной перемотке с одного рулона на другой, при этом в значительной степени устраняются деформации, обусловленные рулоном, и другие деформации от внутреннего остаточного напряжения. Однако следует еще раз отметить, что при практической реализации способов, предлагаемых настоящим изобретением, машина 10 может быть использована в комбинации с другими машинами для выравнивания и правки металлического листа, без выхода за пределы объема настоящего изобретения.
На фиг.3 показано схематическое изображение еще одной прямолинейной системы обработки металла, в которой могут быть практически реализованы способы, предлагаемые настоящим изобретением. Аналогично системе, изображенной на фиг 2, изображенная на фиг.3 система содержит машину 10 для зачистки поверхности, используемую в комбинации с натяжной правильной машиной 40, но в этом исполнении машина 10 для зачистки поверхности расположена между правильной машиной 52 и подтягивающим натяжным устройством 54 натяжной правильной машины 40, а не за ним, как показано на фиг.2. За исключением положения машины 10 для зачистки поверхности относительно частей натяжной правильной машины 40, вариант исполнения, изображенный на фиг.3, в целом аналогичен варианту, представленному на фиг.2.
В случае расположения машины 10 между правильными валиками 60 и подтягивающим натяжным устройством 54, машина 10 вводится во взаимодействие с металлическим листом 46 (способом, описанным далее), находящийся под действием растягивающей силы между натяжными устройствами 50 и 54. Под действием этой растягивающей силы металлический лист 14 находится в исключительно плоском состоянии, что обеспечивает максимальную эффективность машины 10. Однако следует еще раз отметить, что система, изображенная на фиг.3, предназначена для иллюстрации еще одного предпочтительного варианта исполнения, в котором практически могут быть реализованы способы, предлагаемые настоящим изобретением. Безусловно, для реализации способов, заявленных в данном документе, без выхода за пределы объема настоящего изобретения в комбинации с машиной 10 могут быть использованы и другие машины для выравнивания и правки металлического листа.
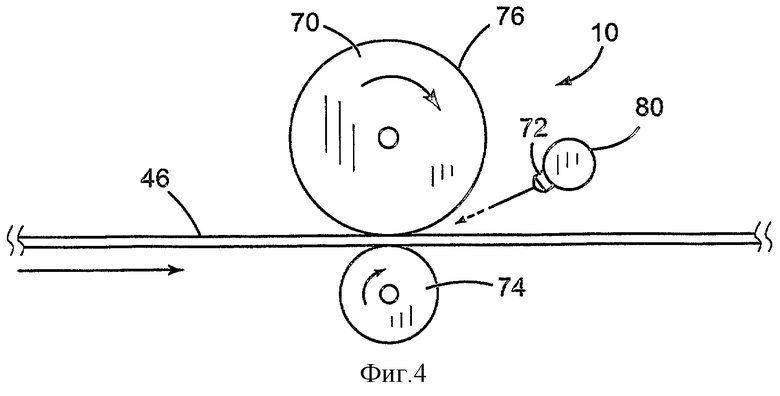
На фиг.4 изображен вид в увеличенном масштабе некоторых ключевых компонентов машины 10, а на фиг.5 - вид сверху некоторых ключевых компонентов машины 10. Как показано на фиг.4 и 5, машина 10 содержит вращающуюся чистящую щетку 70, разбрызгиватели 72 смазочно-охлаждающей жидкости и опорный валик 74. Щетка 70 имеет мягкоабразивную зачищающую поверхность 76, имеющую в целом цилиндрическую конфигурацию.
Установлено, что чистящие щетки производства компании Minnesota Mining и Manufacturing (3M) под названием Scotch-Brite® или их аналоги подходят для применения в машине 10 для зачистки поверхности, используемой в настоящем изобретении. В этих щетках абразивные частицы связаны с упругими синтетическими (например, нейлон) волокнами щетины посредством смоляного клея. Упругие волокна щетины в изделии Scotch-Brite® имеют решетчатую структуру, которая обеспечивает пружинное действие этих волокон при функционировании, так что обеспечено соответствие неровностям поверхности и предотвращено царапание поверхности. На рынке представлены чистящие щетки марки Scotch-Brite® с большим многообразием степеней шероховатости и плотности волокон. Тем не менее, могут быть использованы подходящие абразивные и неабразивные чистящие щетки других производителей, без выхода за пределы объема настоящего изобретения. Автор настоящего изобретения установил, что чистовые щетки 3М Scotoh-Brite® под номером изделия #048011-90626-3, SPR 22293A согласно нумерации фирмы 3М, пригодны для использования в практической реализации способов, предлагаемых настоящим изобретением, хотя другие щетки с другими степенями шероховатости и плотности волокон также могут быть пригодны. Выбор других пригодных щеток определяется опытом и знаниями специалиста со средним уровнем компетентности в данной области техники.
Как показано на фиг.4, чистящая щетка 70 предпочтительно расположена над полосой металлического листа 46 для взаимодействия с ее поверхностью. Предпочтительно, чистящая щетка 70 вращается в направлении, противоположном направлению перемещения полосы через машину 10 (по часовой стрелке, если смотреть на фиг.4, где полоса 46 протягивается в направлении слева направо). Опорный валик 74 взаимодействует с противоположной поверхностью полосы 46 и прикладывает силу, равную и противоположно направленную силе, прикладываемой чистящей щеткой 70 и направленной вниз. Предпочтительно, опорный валик 74 вращается в направлении, совпадающем с направлением перемещения полосы 46 (по часовой стрелке, если смотреть на фиг.4). Опорный валик 74 может приводиться в действие для содействия протягиванию полосы 46 через машину 10. Следует однако отметить, что хотя на фиг.4 и 5 изображена только одна чистящая щетка для взаимодействия с верхней поверхностью полосы 46, могут быть использованы дополнительные щетки, расположенные для взаимодействия с верхней и/или нижней поверхностями этой полосы, без выхода за пределы объема настоящего изобретения.
Предпочтительно, сразу за щеткой 70 расположена разбрызгивающая балка 80, в которой имеются разбрызгивающие сопла 72, в целом направленные на место взаимодействия щетки 70 с поверхностью полосы 46. При работе машины 10 сопла 72 подают смазочно-охлаждающую жидкость, например воду, на щетку 70. Предпочтительно, расход смазочно-охлаждающей жидкости составляет 4-6 галлонов (15-23 л) в минуту на участок чистящей щетки 70 длиной 12 дюймов (305 мм). Это улучшает эксплуатационные характеристики машины 10 благодаря обеспечению работы при более низкой температуре, а также смыванию побочных продуктов зачистки (окалины и грязи, удаленных абразивной поверхностью щетки) и продления срока службы щетки 70. Как показано на фиг.5, сопла 72 предпочтительно расположены для разбрызгивания смазочно-охлаждающей жидкости с перекрышей для того, чтобы в случае засорения одного из сопел соседние сопла все же могли обеспечивать покрытие всей зоны разбрызгивания. Расположение балки 80 сразу за щеткой 70 имеет важное значение для обеспечения надлежащей производительности. Тем не менее, в любом месте перед щеткой 70 и опорным валиком 74 или за ними могут быть расположены дополнительные разбрызгивающие стойки (не показаны).
Для оптимальной производительности машины 10 необходима очень плоская поверхность. По этой причине правильные машины 12 и 40, изображенные на фиг.1-3 и описанные выше, являются предпочтительными. Однако следует еще раз отметить, что для зачистки поверхности для практической реализации способов, предлагаемых настоящим изобретением, заявленных в данном документе, в комбинации с машиной 10 могут быть использованы и другие машины для выравнивания и правки металлического листа, если они обеспечивают достаточную плоскостность поверхности.
Предпочтительно, для практической реализации настоящего изобретения, которое включает способы удаления железной окалины с металлического листа, полученного в результате технологического процесса, используются описанные выше различные машины и оборудование.
На фиг.6 показано поперечное сечение металлического листа 86, полученного в результате технологического процесса, (например, горячекатаной углеродной стали) со слоями железной окалины на поверхности, перед зачисткой поверхности в соответствии со способами, предлагаемыми настоящим изобретением. Как показано на фиг.6, железная окалина, в общем случае, состоит из трех слоев: слой вюстита 88, слой магнетита 90 и слой гематита 92. Слой вюстита 88 связан с основным металлическим субстратом 94 металлического листа, полученного в результате технологического процесса. Слой магнетита 90 связан со слоем вюстита 88, а слой гематита 92 связан со слоем магнетита 90. Следует отметить, что различные слои, показанные на фиг.6, изображены так, чтобы обеспечить наглядность, но не обязательно в масштабе. Как пояснено выше, в горячекатаной углеродной стали, охлажденной от температуры конца прокатки, превышающей 1058°F (570°С), оксидный слой, как правило, содержит не менее 50% вюстита, а также некоторое количество магнетита и гематита, при суммарной толщине этих трех слоев, равной примерно 0,5% от полной толщины стального листа. Таким образом, например, в горячекатаной углеродной стали толщиной 3/8 дюйма (9,5 мм) суммарная толщина оксидного слоя составляет примерно 0,002 дюйма (0,051 мм).
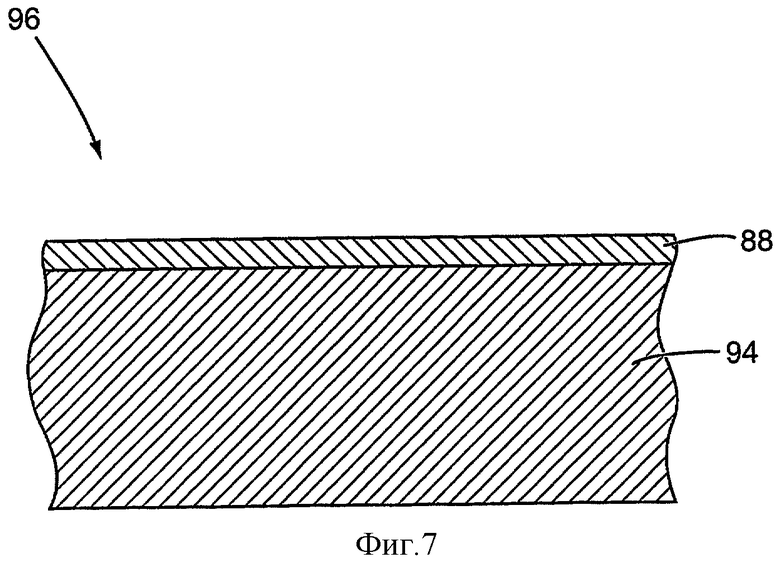
В целом, способ, предлагаемый настоящим изобретением, заключается в зачистке поверхности металлического листа 46, полученного в результате технологического процесса, машиной 10 путем ввода в общем случае цилиндрической зачищающей поверхности 76 вращающейся чистящей щетки 70 во взаимодействие с поверхностью металлического листа 46. В то время как металлический лист 46 протягивается через машину 10, щетка 70 вращается в направлении, противоположном направлению протягивания участка металлического листа 46. Это взаимодействие щетки 70 с поверхностью металлического листа 46 вызывает удаление по существу всего слоя гематита 92 и всего слоя магнетита 90 с этой поверхности. Помимо этого, взаимодействие щетки 70 с поверхностью металлического листа 46 удаляет с этой поверхности некоторую часть слоя вюстита 88 (но не весь слой), так что часть слоя вюстита 88 остается связанной с основным металлическим субстратом 94 металлического листа, полученного в результате технологического процесса, как показано на фиг.7, на которой изображено сечение металлического листа, полученного в результате технологического процесса, после зачистки поверхности в соответствии со способами, предлагаемыми настоящим изобретением. Как и на фиг.6, слои показаны на фиг.7 не в масштабе. Еще раз отметим, в горячекатаной углеродной стали, охлажденной от температуры конца прокатки, превышающей 1058°F (570°С), суммарная толщина трех оксидных слоев перед зачисткой поверхности в соответствии с настоящим изобретением составляет примерно 0,5% от полной толщины стального листа, а после зачистки поверхности в соответствии с настоящим изобретением толщина остающегося слоя вюстита 88 много меньше 0,5% от полной толщины листа. Предпочтительно, чтобы по меньшей мере 10% слоя вюстита 88 удалялось с поверхности металлического листа 46. Еще более предпочтительно, чтобы при зачистке таким способом поверхности металлического листа, полученного в результате технологического процесса, с поверхности металлического листа удалялось от 10 до 50% слоя вюстита 88. Еще более предпочтительно, чтобы операция зачистки осуществлялась таким способом, чтобы с поверхности металлического листа 46 удалялось примерно 30% слоя вюстита 88, а остаток слоя вюстита оставался бы на месте. Ограниченное исследование продемонстрировало, что примерная усредненная толщина остающегося слоя вюстита не должна превышать 0,001 дюйма (0,025 мм), предпочтительно должна быть диапазоне от 0,00035 дюйма (0,009 мм) до 0,00085 дюйма (0,022 мм). Еще более предпочтительно, чтобы примерная усредненная толщина остающегося слоя вюстита была 0,00055 дюйма (0,014 мм).
Слой гематита 92 и слой магнетита 90 довольно хрупки, поэтому вышеописанная механическая зачистка щеткой очень эффективно удаляет полностью все или по существу все эти слои. Удаление этих слоев подтверждается тестом, который основан на вытирании поверхности салфеткой (например, поперек поверхности) и который считается стандартным способом контроля процесса. После того как поверхность зачищена в соответствии со способами, предлагаемыми настоящим изобретением, на салфетке, использованной для вытирания этой поверхности, не должно остаться никаких видимых различаемых частиц окалины или грязи. Кроме того, как отмечено выше, такая механическая зачистка щеткой также предпочтительно удаляет с поверхности металлического листа 46 примерно 30% прочно связанного слоя вюстита 88, оставляя слой вюстита, связанный с основным металлическим субстратом 94. Выяснено, что остающийся слой вюстита 88 полезен, поскольку обеспечивает сопротивляемость зачищенной поверхности металлического листа дальнейшему окислению. Ограниченное исследование, проведенное заявителями настоящего изобретения, продемонстрировало, что этот полезный эффект возникает, по меньшей мере частично, в результате механической зачистки щеткой, удаляющей все или по существу все композитные слои магнетита и гематита. После удаления этих слоев остается меньшее количество свободного железа, доступного для образования оксида «красная ржавчина». Магнетит (химическая формула Fe3O4) и гематит (химическая формула Fe2O3) содержат намного больше доступных атомов железа, чем остающийся слой вюстита (химическая формула FeO). Кроме того, есть теория о том, что процесс механической зачистки щеткой «размазывает» остающийся слой вюстита, что может вносить свой вклад в усиление способности металлического листа противостоять дальнейшему окислению, делая остающийся слой вюстита более равномерным и, таким образом, уменьшая вероятность взаимодействия основного металлического субстрата 94 с кислородом и влагой окружающей среды. Однако эта теория пока не была подтверждена.
В другом аспекте настоящего изобретения, способ удаления железной окалины с поверхности металлического листа, полученного в результате технологического процесса, включает следующие этапы: предоставление машины 10 для зачистки поверхности, имеющей по меньшей мере одну вращающуюся чистящую щетку 70; и зачистку поверхности металлического листа 46, полученного в результате технологического процесса, путем ввода вращающейся чистящей щетки 70 во взаимодействие с поверхностью металлического листа 46 таким способом, чтобы удалить некоторую часть железной окалины, но не всю железную окалину с этой поверхности, так что слой вюстита 88 остается связанным с основным металлическим субстратом 94, а эта поверхность сглажена. Предпочтительно, чтобы «сглаживание», достигаемое взаимодействием щетки 70 с поверхностью металлического листа 46, было достаточно для уменьшения среднего арифметического расстояний между выступами и углублениями на поверхности, измеренных от средней линии профиля, до значения менее 50 микродюймов (1,27 мкм). Еще более предпочтительно, чтобы сглаживание, достигаемое щеткой 70, было достаточно для уменьшения среднего арифметического расстояний между выступами и углублениями на поверхности, измеренных от средней линии профиля, до значения в диапазоне от 35 до 45 микродюймов (0,9-1,14 мкм).
Шероховатость поверхности измеряется профилометром, как это общеизвестно в данной области техники, и, обычно, представляется как значение «Ra» в микрометрах или микродюймах. Это значение Ra обозначает арифметическое среднее расстояний между выступами и углублениями профиля поверхности от средней линии профиля на нескольких выбранных участках и поэтому также иногда называется «средним арифметическим отклонением профиля от средней линии». Чем меньше значение Ra, тем сглаженное микронеровности профиля поверхности. Имеющиеся ограниченные статистические данные, полученные при измерениях профилометром, показывают, что поверхность горячекатаного металлического листа, зачищенная в соответствии со способами, предлагаемыми настоящим изобретением, имеет более низкое (т.е. лучшее) значение Ra, чем типичное значение Ra для горячекатаной стали, которая была подвержена травлению. Фактически, ограниченное исследование показало, что поверхность горячекатаного металлического листа, зачищенная в соответствии со способами, предлагаемыми настоящим изобретением, имеет значение Ra, которое сравнимо со значением Ra для холоднокатаной регулярной матированной поверхности (которая обычно имеет значение Ra в диапазоне от 40 до 60 микродюймов (1-1,5 мкм) или лучше этого значения.
Заявители настоящего изобретения установили, что поверхность остающегося слоя вюстита 88 после механической зачистки щеткой в соответствии с настоящим изобретением является относительно гладкой (согласно указанным выше значениям Ra) и не требует или требует минимальной дополнительной подготовки поверхности к окраске или нанесению другого покрытия. Выяснено, что характеристики поверхности материала, зачищенной в соответствии с настоящим изобретением, имеющие значение для покраски не хуже или лучше, чем характеристики материала, подверженного травлению. Визуально, поверхности фактически неразличимы, поскольку и та, и другая выглядят свободными от окалины. Однако испытание показало, что со временем, поверхность материала, зачищенная в соответствии с настоящим изобретением, лучше подходит для противодействия дальнейшему окислению, чем аналогичный материал, который был подвержен травлению со смазкой. Независимые «испытания металлов на коррозионную стойкость при обрызгивании солевым раствором» (которые являются стандартом для этой области промышленности), были проведены корпорацией Valspar, уважаемым производителем промышленных красок, и было установлено, что материал, выровненный растяжной правильной машиной, поверхность которого затем была зачищена в соответствии с настоящим изобретением, по существу не подвергся коррозии по прошествии 1000 часов испытания обрызгиванием солевым раствором, тогда как на горячекатаной стали, подверженной травлению со смазкой, следы дальнейшей коррозии появились уже по прошествии 144 часов испытания обрызгиванием солевым раствором.
Как отмечено выше, установлено, что слой вюстита 88, остающийся после механической зачистки щеткой в соответствии со способами настоящего изобретения, полезен, поскольку он сдерживает дальнейшее окисление, благодаря по меньшей мере частичному удалению всех или по существу всех композитных слоев магнетита и гематита, в результате чего остается меньшее количество свободного железа, доступного для образования оксида «красная ржавчина». Также в дополнение к этому и в дополнение к преимуществам гладкости, описанным выше, механическая зачистка щеткой в соответствии со способами настоящего изобретения предпочтительнее травлению со смазкой, поскольку отсутствует необходимость удалять масло перед нанесением покрытия; не используется соляная кислота (опасное для окружающей среды химическое соединение, которое требует соблюдения специальных ограничений на хранение и утилизацию); и отсутствует масло, которое может негативно повлиять на технологические процессы, например на сварку.
Принимая во внимание вышеизложенное, очевидно, что изобретение обеспечивает ряд преимуществ. Варианты выполнения изобретения были выбраны и описаны для того, чтобы наилучшим образом объяснить принципы изобретения и его практическое применение, чтобы тем самым позволить другим специалистам, компетентным в данной области техники, наилучшим образом использовать это изобретение в различных вариантах реализации, с различными модификациями, соответствующими конкретному предусмотренному применению. Однако поскольку могут быть выполнены различные модификации описанного и проиллюстрированного изобретения без выхода за пределы объема этого изобретения, подразумевается, что весь материал, содержащийся в вышеизложенном описании или показанный на сопроводительных чертежах, должен рассматриваться как иллюстративный, а не ограничивающий. Таким образом, объем настоящего изобретения не должен быть ограничен никаким из вышеописанных примеров выполнения изобретения, а должен определяться только в соответствии с прилагаемой нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2456376C2 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ ОКАЛИНЫ | 2023 |
|
RU2812150C1 |
| ШИХТА ДЛЯ ТЕРМИТНОЙ ЗАЧИСТКИ ОТ РЖАВЧИНЫ | 2007 |
|
RU2361711C1 |
| ВЫСОКОПРОЧНАЯ ГОРЯЧЕКАТАНАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ ПРЕВОСХОДНОЙ СЦЕПЛЯЕМОСТЬЮ ОКАЛИНЫ, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2772064C1 |
| Непрерывная линия очистки от окалины гибких металлических заготовок | 1976 |
|
SU682301A1 |
| СПОСОБ ЗАЧИСТКИ ПОВЕРХНОСТИ ОТ РЖАВЧИНЫ | 2007 |
|
RU2361708C1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ КИСЛОТОСТОЙКИХ МАГИСТРАЛЬНЫХ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, И ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА С ИСПОЛЬЗОВАНИЕМ ВЫСОКОПРОЧНОГО СТАЛЬНОГО ЛИСТА ДЛЯ КИСЛОТОСТОЙКОЙ МАГИСТРАЛЬНОЙ ТРУБЫ | 2021 |
|
RU2805165C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2016 |
|
RU2690383C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТОГО ДЕМПФИРУЮЩЕГО МАТЕРИАЛА | 2004 |
|
RU2279950C1 |
| Способ очистки металлопроката от окалины | 1991 |
|
SU1819908A1 |



Изобретение относится к способам удаления железной окалины с металлического листа, полученного в результате технологического процесса. Способ удаления окалины, содержащей слой вюстита, связанный с основным металлическим субстратом металлического листа, слой магнетита, связанный со слоем вюстита, и слой гематита, связанный со слоем магнетита, включает машину для зачистки поверхности, имеющую по меньшей мере один зачищающий поверхность рабочий орган, и зачистку поверхности листа, полученного в результате технологического процесса, этой машиной путем ввода указанного по меньшей мере одного зачищающего поверхность рабочего органа во взаимодействие с поверхностью листа так, чтобы удалить с этой поверхности по существу полностью слои магнетита и гематита и удалить с нее по существу не полностью слой вюстита, чтобы часть слоя вюстита оставалась связанной с основным металлическим субстратом листа. Другой вариант способа отличается от предыдущего лишь тем, что удаляют с поверхности листа некоторую часть железной окалины, но по существу не полностью, так, чтобы слой окалины оставался связанным с основным металлическим субстратом листа, полученного в результате технологического процесса, и так, чтобы уменьшить среднее арифметическое расстояний между выступами и углублениями на поверхности, измеренных от средней линии профиля, до значения менее 50 микродюймов (1,27 мкм). Еще один вариант способа отличается от первого вышеуказанного лишь тем, что вращающийся зачищающий рабочий орган в свою очередь имеет в целом цилиндрическую зачищающую поверхность, и зачистку поверхности листа осуществляют этой машиной путем ввода цилиндрической зачищающей поверхности по меньшей мере одного рабочего органа во взаимодействие с поверхностью листа. Изобретение обеспечивает сдерживание окисление листа в результате частичного удаления всех или по существу всех композитных слоев магнетита и гематита, в результате чего остается меньшее количество свободного железа для образования оксида «красная ржавчина», а также обеспечивает безопасность, надежность работы и снижение стоимости. 3 н. и 22 з.п. ф-лы, 7 ил.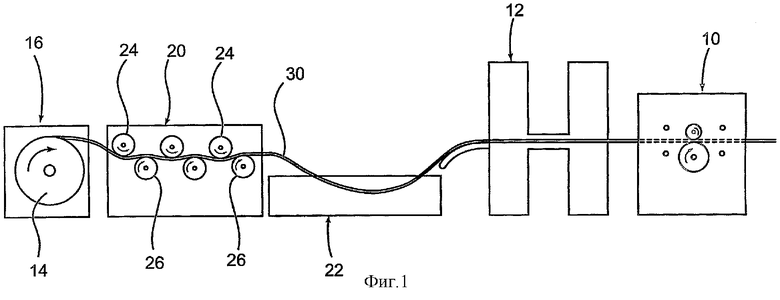
| Способ очистки металлопроката от окалины | 1991 |
|
SU1819908A1 |
| US 6205830 B1, 27.03.2001 | |||
| US 6089063 A, 18.07.2000. | |||

