(54) НЕПРЕРЫВНАЯ ЛИНИЯ ОЧИСТКИ ОТ ОКАЛИНЫ ГИБКИХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ОТ ОКАЛИНЫ | 2015 |
|
RU2699135C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛЕНТ И ПОЛОС ИЗ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1994 |
|
RU2112812C1 |
| Поточная линия для термическойОбРАбОТКи пРОТяжНыХ издЕлий | 1979 |
|
SU829699A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1973 |
|
SU382713A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
1
Изобретение относится к области прокатного и волочильного производства, а именно к оборудованию для очистки от окалины гибких металлических заготовок, например полос, штрипса, проволоки, катанки, подаваемых на обработку в виде рулонов и бунтов.
Известна непрерывная линия очистки от окалины гибких металлических заготовок, содержащая последовательно установленные приемно-разматывающее устройство со сварочной машиной, аккумулятор заготовок и агрегат нехимической очистки полос 1.
Известное устройство имеет недостаточную производительность в связи с тем, что окалина обладает значительной прочностью и сцеплением с основным металлом.
С целью повышения производительности очистки путем предварительной высокоскоростной обработки окалины, позволяющей уменьшить ее прочность и сцепление с металлом, линия снабжена индукционным нагревательным устройством, установленным перед агрегатом нехимической очистки.
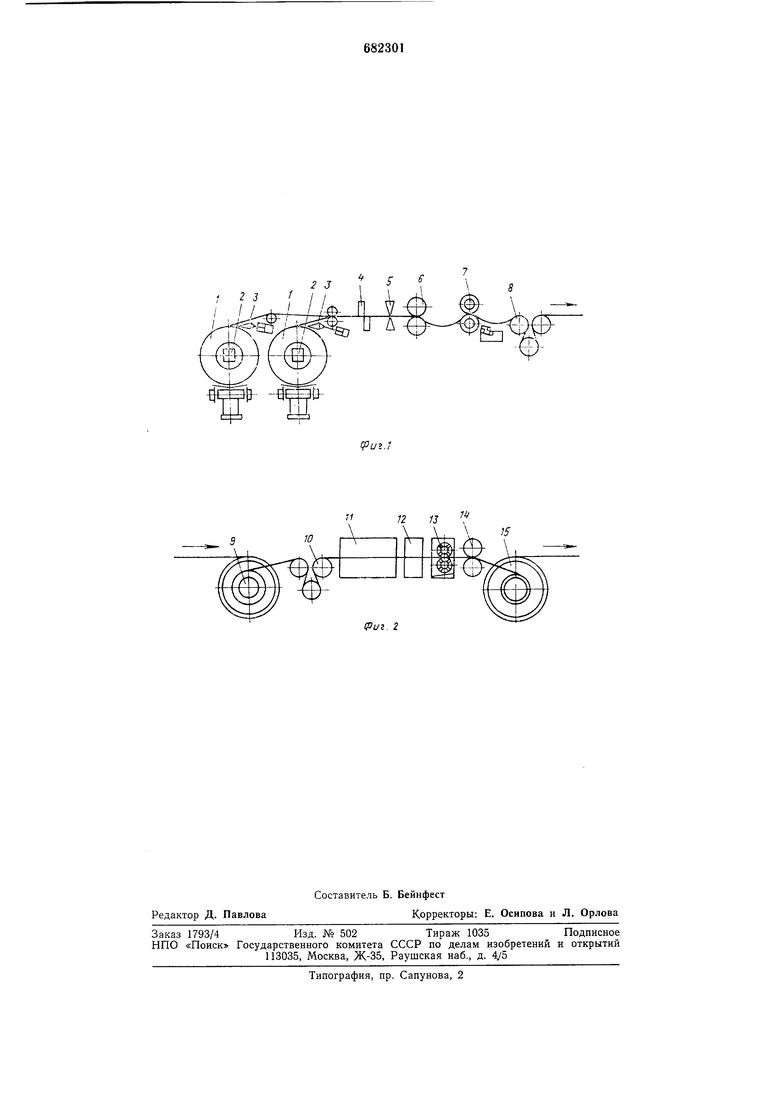
На фиг. 1 показан приемно-разматывающий агрегат со сварочной машиной; на фиг.
2показана часть линии, содержащая аккумулятор заготовок, индукционное нагревательное устройство, агрегат нехимической очистки заготовок от окалины и аккумулятор очищенных заготовок.
Заготовка, например полоса, в виде рулонов 1 установлена на барабанах разматывателей 2, оборудованных отгибателями
3конца полосы. Затем в непрерывной лиНИИ последовательно установлены ножницы
4, сварочная машина 5, подающие ролики 6, дисковые ножницы 7 для обрезки кромок, тянущие ролики 8, аккумулятор 9 полосы, натяжная станция 10, индукционное нагревательное устройство 11, агрегат нехимической очистки от окалины в составе агрегата механической очистки 12 и щеточно-моечной машины 13, натяжная станция 14, аккумулятор полосы 15.
Работа линии происходит следующим образом.
Горячекатаппые рулоны краном или напольной трансферкарой подаются на барабан одного из разматывателей, где после
снятия обвязки с помощью отгибателей 3 конца полосы производится отгибка переднего конца и подача его к гильотинным ножницам 4 для обрезки перед сваркой с концом полосы ранее заданного в агрегат рулона. На время обрезки и сварки кондов полос со снятием грата все машины приемно-разматывающего агрегата останавливаются, а агрегат очистки полосы от окалины работает на заданной технологической скорости, выбирая при этом полосу из нормально заполненного аккумулятора 9. После выполнения всех операций по сварке и зачистке грата машины приемно-разматывающего агрегата разгоняются до скорости, позволяющей восполнить запас полосы в аккумуляторе 9, выбранной во время остановки. При размотке полосы с разматывателя ее кромки обрезаются на дисковых ножницах 7 и режутся па куски мерной длины кромкокрошительными ножницами или сматываются в бунты кромкомоталкой (на чертеже не показаны). Для стабилизации положения полосы перед и за дисковыми ножницами, а также натяжения ее в агрегате установлены подаюш,ие ролики 6, тянуш,ие ролики 8 и натяжная станция 10.
Емкость аккумулятора 9 обеспечивает стабильную работу на заданной технологической скорости индукционного нагревательного устройства 11 и агрегата нехимической очистки полосы от окалины, состоящего из агрегата механической очистки 12 и щеточно-моечной машины 13.
Полоса из аккумулятора 9 с постоянным для каждого сортамента скоростью и натяжением выбирается натяжной станцией 10 и подается в высокочастотное индукционное нагревательное устройство И для термической обработки окалины с целью обеспечения нехимического высокоскоростного удаления ее с поверхности полосы. Поверхность полосы, включая слой окалины, прогревается до необходимой температуры, а середина полосы остается непрогретой. В окалине происходят превращения гематита и магнетита в вюстит - окисел железа, обладающий наименьшей механической прочностью и наименьшей адгезией с металлом. Кроме того, быстрый высокочастотный нагрев слоя окалины и наружного слоя металла (тепловой удар) из-за разности коэффициентов линейного расширения окалины и металла также в значительной степени снижает сцепление окалины с металлом. Проведенные во Всесоюзном научноисследовательском институте металлургической теплотехники (ВНИИМТ, г. Свердловск) на экспериментальном индукционном устройстве испытания показали, что время нагрева полосы до требуемой температуры в течение 0,25-5,2 с обеспечивает хорошую степень удаления окалины. Если учесть, что максимальная скорость очистки полосы от окалины 6 м/с достигнута при травлении в соляной кислоте при длине ванн около 120 м, то для получения такой и больших скоростей в данном изобретении потребуется изготовить индукционные нагревательные устройства размером 1,5 м и
более, что вполне обеспечивается современным уровнем развития техники индукционного нагрева.
Фиксация неустойчивого вюстита после термообработки в режиме дорегулярного
нагрева полосы происходит надежно без применения каких-либо специальных охладительных устройств благодаря быстрому отводу тепла от пограничного слоя внутрь полосы за счет теплопроводности металла.
Обработанная таким образом полоса поступает в агрегат механической очистки от окалины 12 и далее в щеточно-моечной машине 13 окончательно чистится от остатков окалины в виде пыли и мелких чешуек.
По окончании всех операций по очистке полоса натяжной станцией 14 подается в аккумулятор полосы 15, который нормально не заполнен и служит для обеспечения непрерывной работы на заданной скорости
индукционного нагревательного устройства при кратковременной остановке или замедлении агрегата по следующей обработке полосы, например обработке давлением путем прокатки-волочения.
Формула изобретения
Непрерывная линия очистки от окалины гибких металлических заготовок, подаваемых в рулонах и бунтах, содержащая последовательно установленные приемно-разматывающее устройство со сварочной машиной, аккумулятор заготовок и агрегат нехимической очистки заготовок, например
в составе устройства для механической очистки и щеточно-моечной машины, отличаюшаяся тем, что, с целью повышения производительности очистки путем уменьшения сцепления окалины с металлом и изменения состава окалины, способствующего уменьшению ее механической прочности под действием быстрого нагрева и охлаждения, она снабжена индукционным нагревательным устройством, установленным перед
агрегатом нехимической очистки.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 44-24241, кл. 12А И, 1969.
2 J
23 11 I I .
1риг. г
