(54) СПОСОБ ВЫСОКОЧАСТОТНОЙ СТЬЖОВОЙ СВАРКИ 12
Изобретение относится к обработке металлов давлением и сварке, BI частности к Способам сварки с нагревом кромок токами высокой, частоты, и может применение в металлургии, машиностроении, автомобилестроении, и других областях промышленности.
Известен способ высокочастотной стыковой сварки, при котором по кромкам свариваемых заготовок пропускают ток высокой частоты во взаимно противоположных направлениях. Из-за проявления эффекта близости достигается интенсификация нагрева кромок и сужение зоны их разогрева {.
Достигнуть равномерности нагрева кромок по всей длине и в особеннос.ти концевых участков при. этом способе сварки не удается. После осадки кромок качество сварного соединения концевых участков как правило низкое.
Наиболее близким к изобретению способ высокочастотной стыковой сварки, включающий нагрев кромок протекаювщм по ним в противоположных направлениях током высокой частоты,при котором сводят концевые участки кромок до соприкосновения и последующую осадку 2,
Недостаток этого способа заключается в неравномерности разогрева кромок от замкнутого концевого их участка до разомкнутого. Результатом этого является низкое качество сварного соединения предварительно разомкнутого концевого участка заготовки. Применение последующего оплавления кромок приводит к увеличению общего
10 времени сварки, т.е. к снижению производительности этого процесса.
Цель изобретения - повышение про изводительности процесса и повышение
15 качества сварного соединения за счет выравнивания сварного соединения за счет выравнивания нагрева по всей длине кромок.
Поставленная цель достигается тем,
20 что в способе высокочастотной стыковой сварки, включающем нагрев кромок протекающим по ним в противоположных направлениях током высокой частоты, при котором сводят концевые участки
25 кромок до соприкосновения, и последующую осадку, в процессе нагрева производят поочередное сведение и разведение концевых участков кромок за счет поворотных колебаний, сообща30емых заготовке..
В момент сведения одного из концевых участков кромок заготовки максимальная плотность внутренних источников тепла достигается на этом участке и монотонно уменьшается вдоль кромок до их разведенного участка.Среднее значение плотности внутренних источни ков тепла за цикл колебаний выравнива ётся в результате наложения двух неравномерных распределений ее, свойственных поочередному сведению одного и другого концевых участков, Постоянст во температуры нагрева кромок по всей их длине обеспечивает постоянство качества сварного соединения nocjje осад ки кромок заготовки.
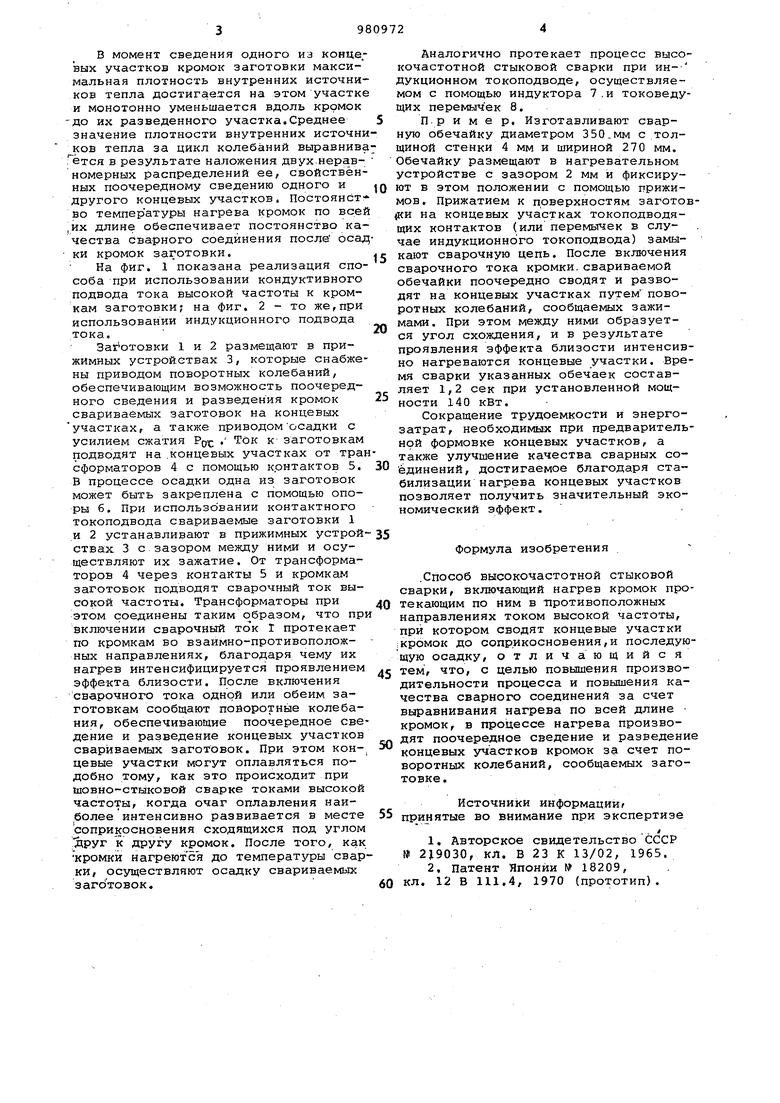
На фиг. 1 показана реализация способа при использовании кондуктивного подвода тока высокой частоты к кромкам заготовки; на фиг. 2 - то же,при использовании индукционного подвода тока.
Заготовки 1 и 2 размещают в прижимных устройствах 3, которые снабжены приводом поворотных колебаний, обеспечивающим возможность поочередного сведения и разведения кромок свариваемых заготовок на концевых участках, а также приводомосадки с усилием сжатия Рр . Ток к- заготовкам подводят на .концевых участках от трав сформаторОБ 4 с помощью контактов 5. В процессе осадки одна из заготовок может быть закреплена с помощью опоры 6. При использовании контактного токоподвода свариваемые заготовки 1 и 2 устанавливают в прижимных устройствах 3 с зазором между ними и осуществляют их зажатие. От трансформаторов 4 через контакты 5 и кромкам заготовок подводят сварочный ток высокой частоты. Трансформаторы при этом соединены таким о бразом, что при включении сварочный ток I протекает по кромкам во взаимно-противоположных Направлениях, благодаря чему их нагрев интенсифицируется проявлением эффекта близости. После включения сварочного тока одной или обеим заготовкам сообщают поборотные колебания, обеспечивающие поочередное свеение и разведение концевых участков свариваемых заготовок. При этом кон-, цевые участки могут оплавляться подобно тому, как это происходит при ИОВНО-СТЫКОВОЙ сварке токами высокой частоты, когда очаг оплавления наи.более интенсивно развивается в месте соприкосновения сходящихся под углом друг к другу кромок. После того, как кромки нагреются до температуры сварки, осуществляют осадку свариваемых загбтовок.
Аналогично протекает процесс высокочастотной стыковой сварки при ий-дукционном токоподводе, осуществляемом с помощью индуктора 7.и токоведущих перемычек 8.
П.р и м е р. Изготавливают сварную обечайку диаметром ЗЗО.мм с толщиной стенки 4 мм и шириной 270 мм. Обечайку размещают в нагревательном устройстве с зазором 2 мм и фиксируют в этом положении с помощью прижимов. Прижатием к поверхностям загото(Ки на концевых участках токоподводящих контактов (или перемычек в случае индукционного токоподвода) замыкают сварочную цепь. После включения сварочного тока кромки.свариваемой обечайки поочередно сводят и разводят на концевых участках путем поворотных колебаний, сообщаемых зажимами. При этом между ними образуется угол схождения, и в результате проявления эффекта близости интенсивно нагреваются концевые участки. Время сварки указанных обечаек составляет 1,2 сек при установленной мощности 140 кВт.
Сокращение трудоемкости и энергозатрат, необходимых при предварительной формовке концевых участков, а также улучшение качества сварных соединений, достигаемое благодаря стабилизации нагрева концевых участков позволяет получить значительный экономический эффект.
Формула изобретения
.Способ высокочастотной стыковой сварки, включающий нагрев кромок протекающим по ним в противоположных направлениях током высокой частоты, при котором сводят концевые участки ;кромок до соприкосновения,и последующую осадку, отличающийся тем, что, с целью повышения производительности процесса и повышения качества сварного соединений за счет выравнивания нагрева по всей длине кромок, в процессе нагрева производят поочередное сведение и разведени концевых участков кромок з счет поворотных колебаний, сообщаемых заготовке.
Источники информацииf принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 2J9030, кл. В 23 К 13/02, 1965.
2.Патент Японии № 18209,
кл. 12 В 111.4, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса высокочастотной сварки и устройство для его осуществления | 1979 |
|
SU863248A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| Способ изготовления труб | 1971 |
|
SU442632A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
| Способ изготовления сварных полотнищ | 1975 |
|
SU546450A1 |
| Способ изготовления деталей кольцевой формы | 1989 |
|
SU1692787A1 |
| "Способ высокочастотной сварки полос внахлестку и установка для его осуществления | 1977 |
|
SU740441A1 |
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |

